一种一模多腔的注塑模具的制作方法
本技术涉及塑料成型,尤其是一种一模多腔的注塑模具。
背景技术:
1、目前,很多的塑胶产品通过注塑的方式以实现生产。在塑胶产品结构设计过程中,为了降低模具的开模成本以及摊薄生产过程中注塑机的使用成本,往往会采用一模多腔的设计方式而把多个产品的成型腔设计在同一副模具,模具一次注塑周期就能同时加工多个产品。
2、而现有技术中,当只需要生产其中的某一个或某几个产品时,只能与其他不需要的产品同时注塑加工,挑选出需要的产品,而其他不需要的产品只能报废或作为回料使用,直接导致产生浪费,增加了注塑成本。
3、因此,本领域亟需提出一种一模多腔的注塑模具,可以根据不同的实际需要注塑其中某一个或某几个注塑产品,以降低生产成本,避免不必要的浪费。
技术实现思路
1、为解决上述背景技术中阐述的技术问题,本实用新型提供了一种一模多腔的注塑模具。
2、本实用新型采用如下技术方案:
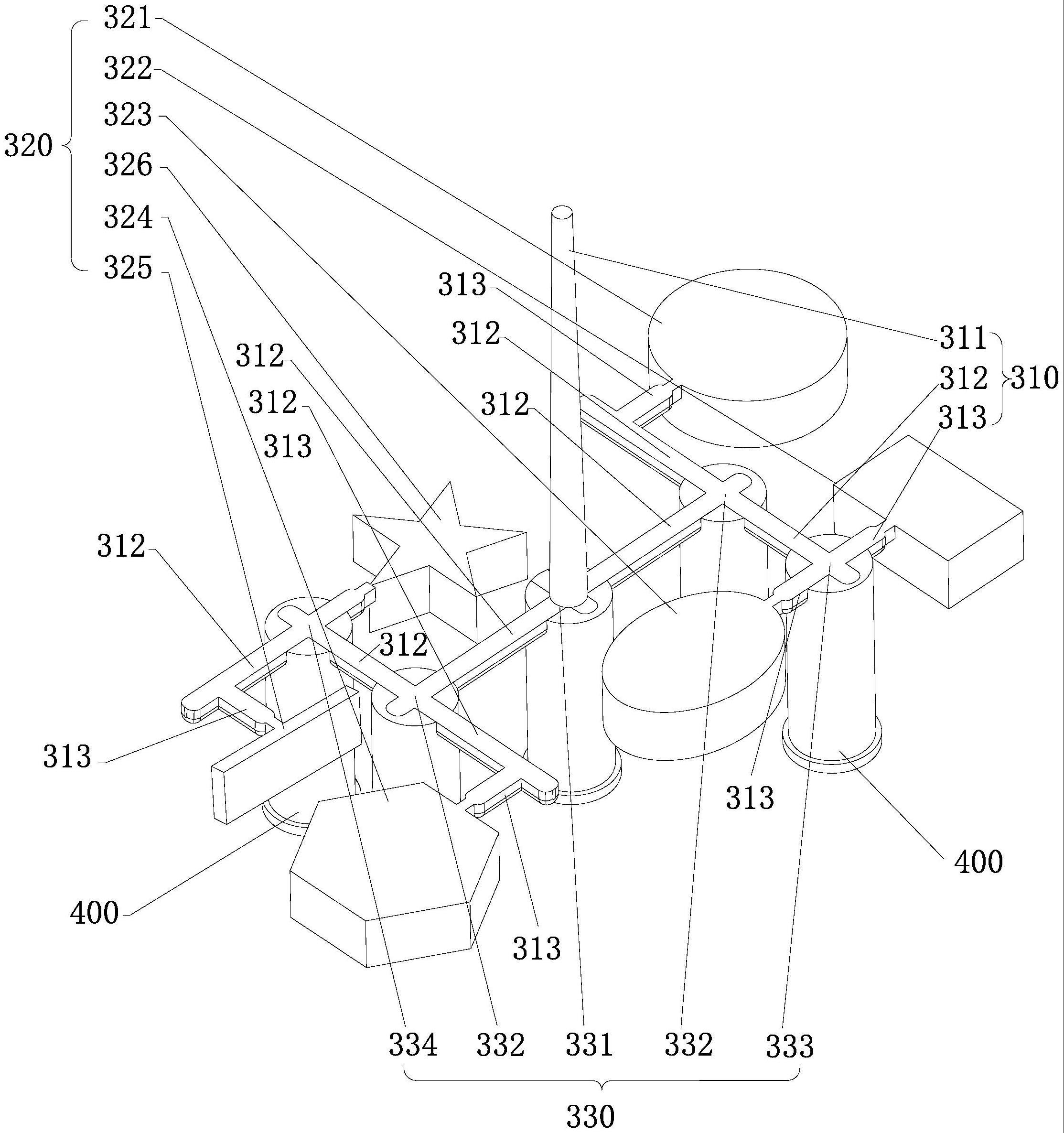
3、一种一模多腔的注塑模具,包括定模与动模,所述定模与所述动模合模形成注塑模腔,所述注塑模腔包括流道与多个成型腔,所述流道包括浇口流道、分流道、与所述多个成型腔一一对应的末端流道以及分流节点,所述分流节点包括所述浇口流道与两个所述分流道交汇形成的一级分流节点,所述分流节点还包括以下至少之一:
4、三段所述分流道交汇形成的二级分流节点、一段所述分流道与两段所述末端流道交汇形成的三级分流节点、两段所述分流道与一段所述末端流道交汇形成的四级分流节点,所述分流节点设有连通交汇的所述流道的流道切换件,所述流道切换件相对所述分流节点可转动一定角度而关闭任意一个连通的所述分流道或所述末端流道。
5、在上述注塑模具中,所述流道切换件包括端部,所述端部上设有凹槽,所述凹槽形成多通流道。
6、在上述注塑模具中,所述多通流道、所述分流道和所述末端流道的垂直于熔胶流动方向的截面形状相匹配。
7、在上述注塑模具中,所述多通流道中还设有用于存储熔胶前端冷料的冷料井。
8、在上述注塑模具中,所述端部还设有非圆型截面的卡槽。
9、在上述注塑模具中,所述动模中设有所述流道切换件且所述流道切换件与所述动模间隙配合。
10、在上述注塑模具中,所述定模中设有所述流道切换件且所述流道切换件与所述定模间隙配合。
11、在上述注塑模具中,所述动模中还设有用于顶出成型塑胶的顶杆,所述流道切换件贯穿的设有顶杆配合孔,所述顶杆伸入所述顶杆配合孔,所述定模与所述动模合模状态下所述顶杆未伸出所述顶杆配合孔。
12、在上述注塑模具中,所述流道切换件远离所述端部的一端设有凸台部,所述动模中相应的设有凹槽,所述凸台部与所述凹槽配合限制所述流道切换件沿合模方向移动。
13、在上述注塑模具中,所述流道切换件远离所述端部的一端设有凸台部,所述定模中相应的设有凹槽,所述凸台部与所述凹槽配合限制所述流道切换件沿合模方向移动。
14、本实用新型的有益效果:
15、本实用新型的一种一模多腔的注塑模具,在流道交汇的分流节点处设置可转动流道切换件,操作人员可以根据实际生产需要,通过调节某一个或某几个流道切换件而选择生产注塑模具中具体的某一个或某几个产品,避免生产多余产品而导致浪费。
16、进一步的,流道切换件上设有端部,端部设有凹槽以形成多通流道,多通流道和分流道、末端流道截面形状相匹配,以保证注塑熔体在流道中流态的平稳和均衡。
17、进一步的,多通流道中还设有冷料井,以避免注塑熔体前端的冷料进入成型腔,减少注塑产品出现缺陷的几率。
18、进一步的,端部还设有非圆型截面的卡槽,操作人员在模具开模状态下,不需要拆装模具,即可通过使用与卡槽截面相对于的工具调节流道切换件,节省了人力成本,也避免因调整模具时间过长而影响生产进度。
19、进一步的,注塑模具中设有顶杆,流道切换件中相应的设有顶杆配合孔,以便于注塑模具开模过程中,顶杆顶出注塑模腔中结晶成型的塑料,动模仁中的至少部分顶杆的配合孔无需开设,降低了模具生产的成本。
20、进一步的,流道切换件上设有限位凸台部,动模仁中相应的设有限位凹槽,限位凸台部与所述限位凹槽配合限制流道切换件沿合模方向移动,防止模具开模过程中流道切换件从模具中脱落。
21、定模中设有流道切换件且流道切换件与定模间隙配合,以便于当流道设置于定模仁中时,操作人员可以根据实际生产需要,通过调节某一个或某几个流道切换件而选择生产注塑模具中具体的某一个或某几个产品,避免生产多余产品而导致浪费。
22、进一步的,流道切换件上设有限位凸台部,定模仁中相应的设有限位凹槽,限位凸台部与限位凹槽配合限制流道切换件沿合模方向移动,防止模具开模过程中流道切换件从模具中脱落。
23、本实用新型的这些特点和优点将会在下面的具体实施方式、附图中详细的揭露。
技术特征:
1.一种一模多腔的注塑模具,包括定模与动模,所述定模与所述动模合模形成注塑模腔,所述注塑模腔包括流道与多个成型腔,所述流道包括浇口流道、分流道、与所述多个成型腔一一对应的末端流道以及分流节点,其特征在于,所述分流节点包括所述浇口流道与两段所述分流道交汇形成的一级分流节点,所述分流节点还包括以下至少之一:
2.如权利要求1所述的一种一模多腔的注塑模具,其特征在于,所述流道切换件包括端部,所述端部上设有凹槽,所述凹槽形成多通流道。
3.如权利要求2所述的一种一模多腔的注塑模具,其特征在于,所述多通流道、所述分流道和所述末端流道的垂直于熔胶流动方向的截面形状相匹配。
4.如权利要求2所述的一种一模多腔的注塑模具,其特征在于,所述多通流道中还设有用于存储熔胶前端冷料的冷料井。
5.如权利要求2所述的一种一模多腔的注塑模具,其特征在于,所述端部还设有非圆型截面的卡槽。
6.如权利要求2至5中任一项所述的一种一模多腔的注塑模具,其特征在于,所述动模中设有所述流道切换件且所述流道切换件与所述动模间隙配合。
7.如权利要求2至5中任一项所述的一种一模多腔的注塑模具,其特征在于,所述定模中设有所述流道切换件且所述流道切换件与所述定模间隙配合。
8.如权利要求6所述的一种一模多腔的注塑模具,其特征在于,所述动模中还设有用于顶出成型塑胶的顶杆,所述流道切换件贯穿的设有顶杆配合孔,所述顶杆伸入所述顶杆配合孔,所述定模与所述动模合模状态下所述顶杆未伸出所述顶杆配合孔。
9.如权利要求6所述的一种一模多腔的注塑模具,其特征在于,所述流道切换件远离所述端部的一端设有限位凸台部,所述动模中相应的设有限位凹槽,所述限位凸台部与所述限位凹槽配合限制所述流道切换件沿合模方向移动。
10.如权利要求7所述的一种一模多腔的注塑模具,其特征在于,所述流道切换件远离所述端部的一端设有限位凸台部,所述定模中相应的设有限位凹槽,所述限位凸台部与所述限位凹槽配合限制所述流道切换件沿合模方向移动。
技术总结
本技术涉及塑料成型技术领域,尤其是一种一模多腔的注塑模具,解决了现有技术中能注塑模具无法根据实际生产需求而生产模具中多个成型腔中的某一个或某几个产品的问题。本技术的一种一模多腔的注塑模具,包括定模与动模,定模与动模合模形成注塑模腔,注塑模腔包括流道与多个成型腔,流道包括浇口流道、分流道、与多个成型腔一一对应的末端流道以及分流节点,分流节点包括一级分流节点、二级分流节点、三级分流节点以及四级分流节点,分流节点设有连通交汇的流道的流道切换件,流道切换件相对分流节点可转动一定角度而关闭任意一个连通的分流道或末端流道,根据实际生产,通过调节流道切换件可以选择生产具体的某一个或某几个产品。
技术研发人员:聂绍江,王锦,肖梦媚
受保护的技术使用者:杭州鸿雁电器有限公司
技术研发日:20230327
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!