双色注塑全自动机构的制作方法
本公开具体公开双色注塑全自动机构。
背景技术:
1、注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法和压铸法。注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。
2、现有公号为cn215791335u,公开了全自动注塑机构,包括工作台,所述工作台上方一侧设有支撑架,所述支撑架上方固定安装有电机,所述电机旋转轴与联轴器相连接,所述联轴器另一侧与轴杆相连接,所述轴杆远离电机一侧设有两个支撑板,所述支撑板中部插接有传输管,所述传输管远离电机一侧端部设有两个对称的侧板,所述侧板上方通过顶板固定连接,所述顶板上方中部设有液压缸,所述液压缸行程端贯穿顶板与安装板固定连接,所述安装板下方与刀头固定连接。该种注塑机构结构简单,操作方便,不经能够避免在注射过程中出现固化的现象,同时有效的避免射嘴堵塞的现象发生。
3、上述装置中,配合旋转注塑机,在实现产品不出模的情况下,仅采用一种注塑状态的注塑工序,使得注塑的进程缓慢,无法满足切换一种以上的注塑状态的自动化生产,生产效率低。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,本申请旨在提供双色注塑全自动机构。
2、本实用新型采用的技术方案如下:
3、提供双色注塑全自动机构,包括底座,所述底座上方插接有成型镶件,还包括:
4、双色注塑部,位于所述底座的一侧,通过两次顺时针和逆时针不同方向幅度的摆动对所述底座进行上升和下降。
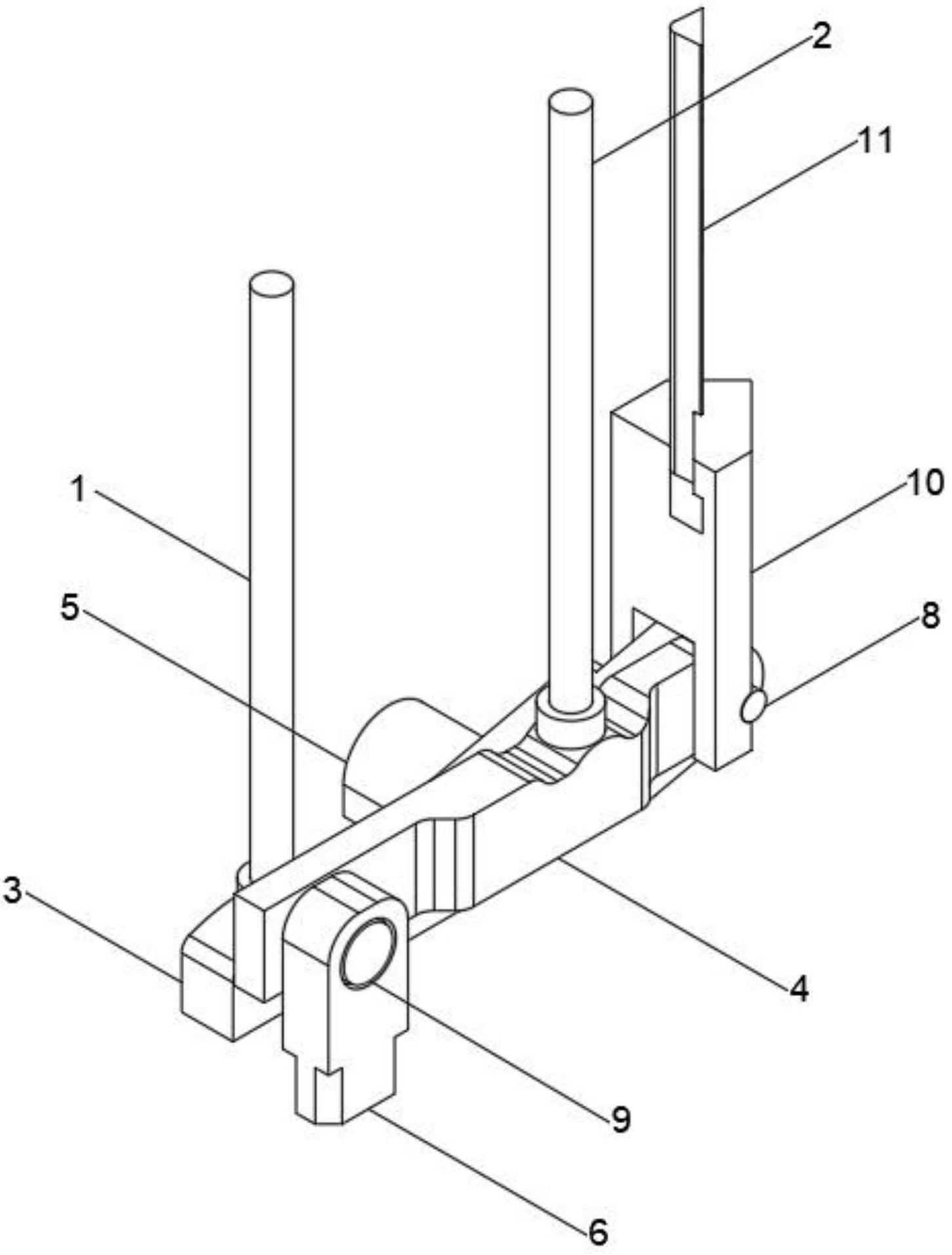
5、作为本实用新型的一种优选技术方案:所述双色注塑部包括第一顶杆和第一拨杆,所述第一顶杆位于所述第一拨杆的上方。
6、作为本实用新型的一种优选技术方案:所述双色注塑部还包括第二顶杆和第二拨杆,所述第二顶杆位于所述第二拨杆的上方。
7、作为本实用新型的一种优选技术方案:所述第一拨杆一侧设有第一支架,所述第一拨杆和所述第一支架之间设有第一销钉并通过所述第一销钉连接。
8、作为本实用新型的一种优选技术方案:所述第二拨杆一侧设有第二支架,所述第二拨杆和所述第二支架之间设有第三销钉并通过所述第三销钉连接。
9、作为本实用新型的一种优选技术方案:所述第一拨杆和第二拨杆的一端设有第二销钉,所述第一拨杆和第二拨杆通过所述第二销钉与所述底座连接。
10、作为本实用新型的一种优选技术方案:所述第一顶杆挤压所述第一拨杆通过所述第一销钉所在的支点带动所述底座向上运动。
11、作为本实用新型的一种优选技术方案:所述第二顶杆挤压所述第二拨杆通过所述第三销钉所在的支点带动所述底座向下运动。
12、有益效果:
13、本实用新型设有双色注塑部,向下挤压第一顶杆,第一拨杆得以在第一支架的第一销钉的支点处发生逆时针方向的摆动,第一拨杆位于底座处的端末带动底座发生向上的运动,由此,成型镶件也发生向上的运动,完成第一次的注塑。向下挤压第二顶杆,第二拨杆得以在第二支架的第三销钉的支点处发生顺时针方向的摆动,第二拨杆位于底座处的端末带动底座发生向下的运动,由此,成型镶件也发生向下的运动,完成第二次的注塑。于是,在注塑机上实现了二次注塑,提高了生产的效率。
技术特征:
1.双色注塑全自动机构,包括底座(10),所述底座(10)上方插接有成型镶件(11),其特征在于,还包括:
2.根据权利要求1所述的双色注塑全自动机构,其特征在于:所述双色注塑部包括第一顶杆(1)和第一拨杆(3),所述第一顶杆(1)位于所述第一拨杆(3)的上方。
3.根据权利要求2所述的双色注塑全自动机构,其特征在于:所述双色注塑部还包括第二顶杆(2)和第二拨杆(4),所述第二顶杆(2)位于所述第二拨杆(4)的上方。
4.根据权利要求3所述的双色注塑全自动机构,其特征在于:所述第一拨杆(3)一侧设有第一支架(5),所述第一拨杆(3)和所述第一支架(5)之间设有第一销钉(7)并通过所述第一销钉(7)连接。
5.根据权利要求4所述的双色注塑全自动机构,其特征在于:所述第二拨杆(4)一侧设有第二支架(6),所述第二拨杆(4)和所述第二支架(6)之间设有第三销钉(9)并通过所述第三销钉(9)连接。
6.根据权利要求5所述的双色注塑全自动机构,其特征在于:所述第一拨杆(3)和第二拨杆(4)的一端设有第二销钉(8),所述第一拨杆(3)和第二拨杆(4)通过所述第二销钉(8)与所述底座(10)连接。
7.根据权利要求6所述的双色注塑全自动机构,其特征在于:所述第一顶杆(1)挤压所述第一拨杆(3)通过所述第一销钉(7)所在的支点带动所述底座(10)向上运动。
8.根据权利要求7所述的双色注塑全自动机构,其特征在于:所述第二顶杆(2)挤压所述第二拨杆(4)通过所述第三销钉(9)所在的支点带动所述底座(10)向下运动。
技术总结
本申请提供有一种注塑结构,具体为双色注塑全自动机构,包括底座,所述底座上方插接有成型镶件,还包括:双色注塑部,位于所述底座的一侧,通过两次顺时针和逆时针不同方向幅度的摆动对所述底座进行上升和下降。本技术设有双色注塑部,向下挤压注塑部中的第一顶杆,带动底座发生向上的运动,由此,成型镶件也发生向上的运动,完成第一次的注塑。向下挤压注塑部中的第二顶杆,带动底座发生向下的运动,由此,成型镶件也发生向下的运动,完成第二次的注塑。于是,在注塑机上实现了二次注塑,提高了生产的效率。
技术研发人员:鞠智伟
受保护的技术使用者:上海亚虹模具股份有限公司
技术研发日:20230420
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!