一种生产侧板用的倒装模具的制作方法
本技术涉及模具领域,具体的说是指一种生产侧板用的倒装模具。
背景技术:
1、模具,是工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。模具一般包括前模(动模)和后模(定模)两个部分,二者可分可合,分开时取出制件,合拢时使坯料注入模具型腔成形。现有的模具都是前模动作、后模固定,浇注口设置在前模上,但是有些客户对于产品的外观要求较为严格,比如切纸机的侧板,由于客户要求该侧板的表面不能有浇口痕迹的存在,如果采用现有浇注口设置在前模上的模具,那么生产出来的侧板的表面必然会存在浇口痕迹,此举并不符合客户的要求。基于此,本申请人经过潜心研究,遂有本案的产生。
技术实现思路
1、本实用新型提供的是一种生产侧板用的倒装模具,其主要目的在于克服现有模具在生产侧板时在侧板的表面会产生浇口痕迹的问题。
2、为了解决上述的技术问题,本实用新型采用如下的技术方案:
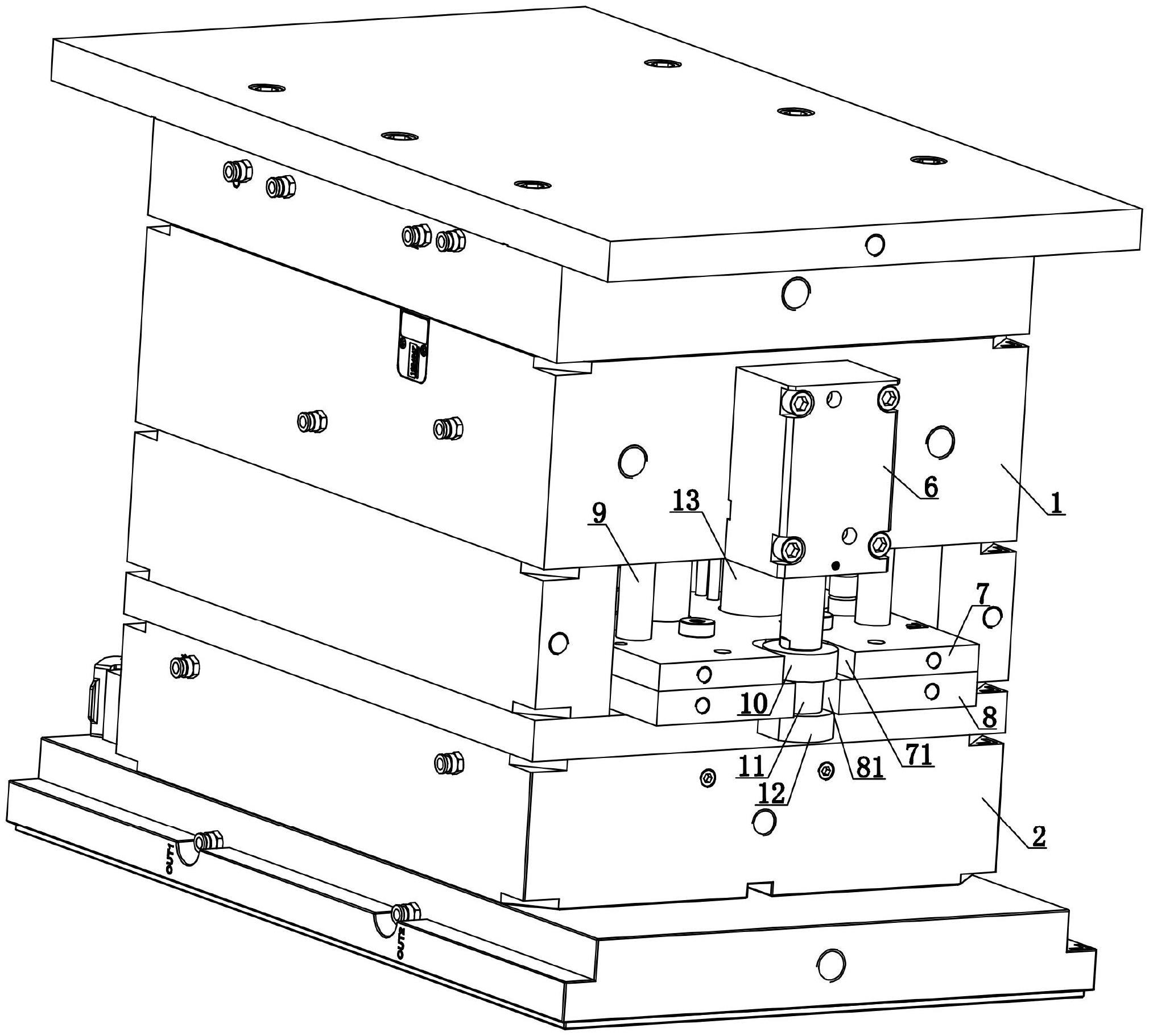
3、一种生产侧板用的倒装模具,包括前模和后模,所述前模上设有正立的模具型腔,所述后模上设有浇注口以及浇道,所述浇道与浇注口和模具型腔连通,所述前模上设有两个油缸,所述两个油缸分别连接于前模的左、右侧面,所述两个油缸的活塞杆与后模连接。
4、进一步的,所述后模的上部设有相互连接的上升降板和下升降板,所述上升降板上设有多根导向杆,所述前模设有多个杆孔,每个杆孔对应一根导向杆,所述导向杆的上半部伸入对应的杆孔内,所述上升降板的左右端和下升降板的左右端均伸出后模外,所述两个油缸的活塞杆分别与下升降板的左、右端连接。
5、更进一步的,所述上升降板的左右端均设有第一弧形孔,所述下升降板的左右端均设有第二弧形孔,所述第一弧形孔大于第二弧形孔,所述油缸的底部安装有连接部,所述连接部包括依次连接的上卡部、圆柱段和下卡部,所述上卡部位于第一弧形孔内,所述圆柱段位于第二弧形孔内,所述上卡部和下卡部分别与下升降板的前侧面和后侧面相抵触。
6、更进一步的,所述后模的上部设有多根限位柱,所述多根限位柱的穿过下升降板和上升降板。
7、进一步的,所述后模内设有分流器,所述模具型腔设有两个,所述浇道设有两个,所述浇注口与分流器连通,所述分流器与两个浇道连通,每个浇道对应一个模具型腔且互相连通。
8、由上述对本实用新型的描述可知,和现有技术相比,本实用新型具有如下优点:本实用新型将浇注口设于后模上,前模不动而后模通过两个油缸带动移动,从而实现开模和合模,由于模具型腔是正立的,因此侧板产品成型后的浇口痕迹会处在侧板产品的底面,这样生产出来的侧板产品的外观表面就不存在浇口痕迹,外观也更加美观。
技术特征:
1.一种生产侧板用的倒装模具,包括前模和后模,其特征在于:所述前模上设有正立的模具型腔,所述后模上设有浇注口以及浇道,所述浇道与浇注口和模具型腔连通,所述前模上设有两个油缸,所述两个油缸分别连接于前模的左、右侧面,所述两个油缸的活塞杆与后模连接。
2.如权利要求1所述的一种生产侧板用的倒装模具,其特征在于:所述后模的上部设有相互连接的上升降板和下升降板,所述上升降板上设有多根导向杆,所述前模设有多个杆孔,每个杆孔对应一根导向杆,所述导向杆的上半部伸入对应的杆孔内,所述上升降板的左右端和下升降板的左右端均伸出后模外,所述两个油缸的活塞杆分别与下升降板的左、右端连接。
3.如权利要求2所述的一种生产侧板用的倒装模具,其特征在于:所述上升降板的左右端均设有第一弧形孔,所述下升降板的左右端均设有第二弧形孔,所述第一弧形孔大于第二弧形孔,所述油缸的底部安装有连接部,所述连接部包括依次连接的上卡部、圆柱段和下卡部,所述上卡部位于第一弧形孔内,所述圆柱段位于第二弧形孔内,所述上卡部和下卡部分别与下升降板的前侧面和后侧面相抵触。
4.如权利要求2所述的一种生产侧板用的倒装模具,其特征在于:所述后模的上部设有多根限位柱,所述多根限位柱的穿过下升降板和上升降板。
5.如权利要求1所述的一种生产侧板用的倒装模具,其特征在于:所述后模内设有分流器,所述模具型腔设有两个,所述浇道设有两个,所述浇注口与分流器连通,所述分流器与两个浇道连通,每个浇道对应一个模具型腔且互相连通。
技术总结
本技术公开的是一种生产侧板用的倒装模具,涉及模具领域,包括前模和后模,所述前模上设有正立的模具型腔,所述后模上设有浇注口以及浇道,所述浇道与浇注口和模具型腔连通,所述前模上设有两个油缸,所述两个油缸分别连接于前模的左、右侧面,所述两个油缸的活塞杆与后模连接。本技术将浇注口设于后模上,前模不动而后模通过两个油缸带动移动,从而实现开模和合模,由于模具型腔是正立的,因此侧板产品成型后的浇口痕迹会处在侧板产品的底面,这样生产出来的侧板产品的外观表面就不存在浇口痕迹,外观也更加美观。
技术研发人员:徐宏,龚建荣
受保护的技术使用者:厦门广汇升科技有限公司
技术研发日:20230425
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!