自动热熔铆接设备的制作方法
本技术涉及热熔加工设备,特别涉及一种自动热熔铆接设备。
背景技术:
1、塑胶热熔铆接技术因无须外加零部件、填料和其它费用,并且可多点同时进行铆接固定,热塑性材料依此方法装配更加可靠牢固,因此被广泛使用。塑胶热熔铆接原理是:通过塑胶件上的塑料柱穿过另一塑胶件(或金属件),利用热熔头将塑料柱凸出部分熔融成设计的铆接形状,从而将两个塑胶件固定铆接在一起。
2、目前,现有的热熔铆接设备普遍存在着热熔不稳定、热熔铆接质量低的弊端,如中国实用新型专利(专利号201921679252.6、授权公告日2020.06.09)公开的一种同步热熔装置,在底板上设有产品固定置台以及固定肘夹和若干热熔单元,热熔单元包括固定于底板上的热熔固定支架以及固定于热熔固定支架上的热熔气缸和能够相对该热熔固定支架上下往返运动的热熔升降台,热熔升降台上设有若干热熔棒。其依靠人工操作固定肘夹的手柄控制下压头下压按压固定产品,自动化程度低,且缺少对产品预压整形,再加上其热熔单元中的热熔棒是由热熔气缸驱动下压进行热熔的,造成稳定性及热熔精度不高,热熔铆接效果不好,质量低下。因此,有必要对现有技术予以改良以克服现有技术中的缺陷。
技术实现思路
1、本实用新型所要解决的问题是提供一种自动热熔铆接设备,以克服现有热熔铆接设备稳定性及精度不高、热熔铆接效果不好、质量低下的缺陷。
2、本实用新型为了解决其技术问题所采用的技术方案是:一种自动热熔铆接设备,包括:工作台,所述工作台上设置有放料工位和热熔工位,所述工作台上安装有热熔装置以及能够往复滑动于所述放料工位和所述热熔工位的产品固定置台,所述产品固定置台的顶部设置有用于定位产品的定位槽,且所述产品固定置台上安装有多个围绕其定位槽外侧分布的自动预压装置,该自动预压装置用于对放置在所述定位槽内的产品进行自动压紧固定;所述热熔装置包括沿竖向布置的直线模组以及位于所述热熔工位上方的热熔模块,且所述热熔模块与所述直线模组连接,所述直线模组用于驱动所述热熔模块竖直向下移动对处于所述热熔工位上的产品的多个熔点同步进行热熔铆接。
3、作为本实用新型的进一步改进,所述工作台上安装有热熔框架,所述热熔框架的两侧壁上均沿竖向安装有第一线轨,且该第一线轨上滑动连接有热熔固定板,所述热熔模块安装在所述热熔固定板的底部。
4、作为本实用新型的进一步改进,所述直线模组包括伺服电机、丝杆和丝杆螺母,所述丝杆沿竖向转动安装在所述工作台和所述热熔框架之间,所述伺服电机安装在所述热熔框架的顶部并与所述丝杆传动连接,所述丝杆螺母套装在所述丝杆上并与所述热熔固定板固定连接。
5、作为本实用新型的进一步改进,所述热熔框架上安装有处于所述热熔模块正前方的防护罩。
6、作为本实用新型的进一步改进,所述热熔模块包括加热块及安装在所述加热块底部的多个热熔头,所述热熔头的表面均覆设有一层防粘层。
7、作为本实用新型的进一步改进,所述加热块上插设有加热棒和感温探头,所述加热棒用于对所述加热块进行加热,所述感温探头用于检测所述加热块的温度;所述加热块的顶部安装有隔热板。
8、作为本实用新型的进一步改进,所述防粘层采用铁氟龙材质。
9、作为本实用新型的进一步改进,所述工作台上安装有移位气缸和第二线轨,所述产品固定置台滑配在所述第二线轨上,并通过一连接块与所述移位气缸连接,所述移位气缸能够驱动所述产品固定置台往复滑动于所述放料工位和所述热熔工位。
10、作为本实用新型的进一步改进,所述自动预压装置包括预压气缸和安装在所述预压气缸上的按压板,所述预压气缸能够驱动所述按压板压附在所述产品上处于熔点旁侧的位置。
11、作为本实用新型的进一步改进,自动热熔铆接设备还包括设备框架及安装在该设备框架上的控制元件和温控器,所述设备框架的底部安装有若干脚轮,所述工作台固定在所述设备框架的顶部。
12、本实用新型的有益效果是:本实用新型提供一种自动热熔铆接设备,通过在产品固定置台上安装有围绕其定位槽外侧分布的多个自动预压装置,利用预压气缸驱动按压板压附在产品上,以此达到对产品预压整形的目的,同时采用直线模组驱动热熔模块移动对处在热熔工位的产品上的熔点进行热熔,能够很好的控制热熔的位置深度,提高热熔精准度,从而大大提高热熔效果及质量,且自动化程度高;此外,本实用新型在热熔头的表面镀有防粘层,能够有效防止热熔后的塑胶粘在热熔头上,避免造成下次热熔不良,也进一步提高了热熔质量。
技术特征:
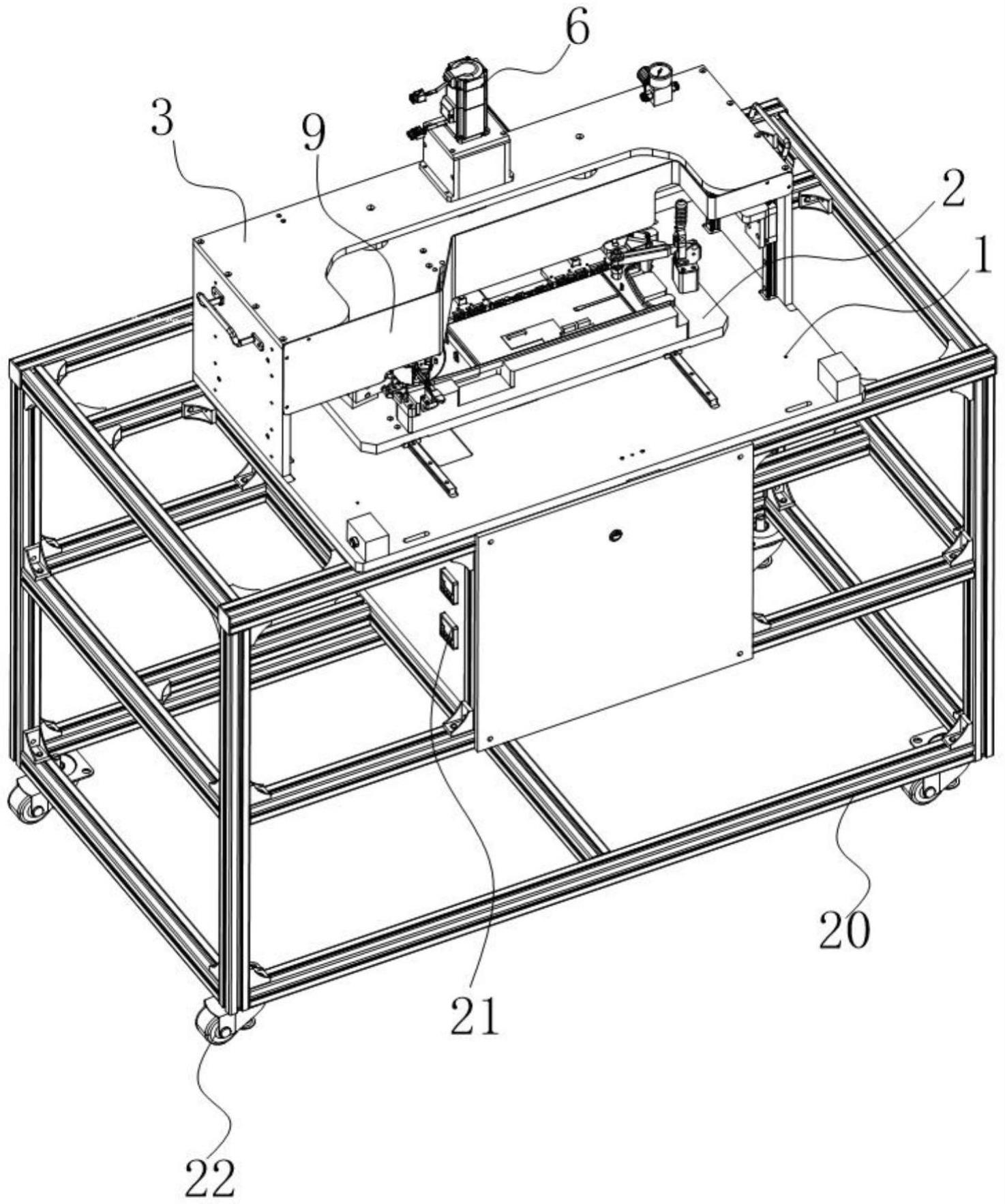
1.一种自动热熔铆接设备,包括工作台(1),所述工作台(1)上设置有放料工位和热熔工位;其特征在于:所述工作台(1)上安装有热熔装置以及能够往复滑动于所述放料工位和所述热熔工位的产品固定置台(2),所述产品固定置台(2)的顶部设置有用于定位产品(100)的定位槽,且所述产品固定置台(2)上安装有多个围绕其定位槽外侧分布的自动预压装置,该自动预压装置用于对放置在所述定位槽内的产品(100)进行自动压紧固定;所述热熔装置包括沿竖向布置的直线模组以及位于所述热熔工位上方的热熔模块,且所述热熔模块与所述直线模组连接,所述直线模组用于驱动所述热熔模块竖直向下移动对处于所述热熔工位上的产品(100)的多个熔点(101)同步进行热熔铆接。
2.根据权利要求1所述的自动热熔铆接设备,其特征在于:所述工作台(1)上安装有热熔框架(3),所述热熔框架(3)的两侧壁上均沿竖向安装有第一线轨(4),且该第一线轨(4)上滑动连接有热熔固定板(5),所述热熔模块安装在所述热熔固定板(5)的底部。
3.根据权利要求2所述的自动热熔铆接设备,其特征在于:所述直线模组包括伺服电机(6)、丝杆(7)和丝杆螺母(8),所述丝杆(7)沿竖向转动安装在所述工作台(1)和所述热熔框架(3)之间,所述伺服电机(6)安装在所述热熔框架(3)的顶部并与所述丝杆(7)传动连接,所述丝杆螺母(8)套装在所述丝杆(7)上并与所述热熔固定板(5)固定连接。
4.根据权利要求2所述的自动热熔铆接设备,其特征在于:所述热熔框架(3)上安装有处于所述热熔模块正前方的防护罩(9)。
5.根据权利要求1所述的自动热熔铆接设备,其特征在于:所述热熔模块包括加热块(10)及安装在所述加热块(10)底部的多个热熔头(11),所述热熔头(11)的表面均覆设有一层防粘层。
6.根据权利要求5所述的自动热熔铆接设备,其特征在于:所述加热块(10)上插设有加热棒(12)和感温探头(13),所述加热棒(12)用于对所述加热块(10)进行加热,所述感温探头(13)用于检测所述加热块(10)的温度;所述加热块(10)的顶部安装有隔热板(14)。
7.根据权利要求5所述的自动热熔铆接设备,其特征在于:所述防粘层采用铁氟龙材质。
8.根据权利要求1所述的自动热熔铆接设备,其特征在于:所述工作台(1)上安装有移位气缸(15)和第二线轨(16),所述产品固定置台(2)滑配在所述第二线轨(16)上,并通过一连接块(17)与所述移位气缸(15)连接,所述移位气缸(15)能够驱动所述产品固定置台(2)往复滑动于所述放料工位和所述热熔工位。
9.根据权利要求1所述的自动热熔铆接设备,其特征在于:所述自动预压装置包括预压气缸(18)和安装在所述预压气缸(18)上的按压板(19),所述预压气缸(18)能够驱动所述按压板(19)压附在所述产品(100)上处于熔点(101)旁侧的位置。
10.根据权利要求1所述的自动热熔铆接设备,其特征在于:还包括设备框架(20)及安装在该设备框架(20)上的控制元件和温控器(21),所述设备框架(20)的底部安装有若干脚轮(22),所述工作台(1)固定在所述设备框架(20)的顶部。
技术总结
本技术公开了一种自动热熔铆接设备,包括:工作台,工作台上设置有放料工位和热熔工位;工作台上安装有热熔装置以及能够往复滑动于放料工位和热熔工位的产品固定置台,产品固定置台的顶部设置有用于定位产品的定位槽,且产品固定置台上安装有多个围绕其定位槽外侧分布的自动预压装置;热熔装置包括沿竖向布置的直线模组以及位于热熔工位上方的热熔模块,且热熔模块与直线模组连接,直线模组用于驱动热熔模块竖直向下移动对处于热熔工位上的产品的多个熔点同步进行热熔铆接。本技术不仅能够对产品预压整形,而且可以精准控制热熔的位置深度,还可以有效防止热熔后的塑胶粘在热熔头上,大大提高热熔质量。
技术研发人员:山口勝
受保护的技术使用者:伟时电子股份有限公司
技术研发日:20230417
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!