一种侧抽芯连接器生产冲压模具的制作方法
本技术属于冲压模具,具体涉及一种侧抽芯连接器生产冲压模具。
背景技术:
1、在对连接器外壳生产时,多采用注塑模具对连接器外壳加工制得,在对一些侧面与主抽芯方向有较大夹角的连接器外壳加工时,需要使用到侧抽芯模具配合加工;
2、而传统的侧抽芯连接器生产冲压模具在对连接器外壳侧抽芯加工时,需要人工对冲压的连接器外壳从模具上下料,在下料过程中存在因连接器外壳注塑成型所产生的温度被烫伤,给连接器外壳加工安全性带来较大的隐患,在连接器外壳因注塑定型固定在动模上时,由于注塑连接器外壳与动模的贴合固定,在人工对连接器外壳下料时所使的作用力集中在一个点上,存在对连接器外壳取下时造成连接器外壳变形损坏的几率,增加连接器外壳的注塑生产成本;
3、因此,本实用新型提供了一种对注塑连接器外壳自动下料的侧抽芯连接器生产冲压模具。
技术实现思路
1、本实用新型的目的在于提供一种侧抽芯连接器生产冲压模具,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种侧抽芯连接器生产冲压模具,包括工作平台、设于工作平台上的定模和动模,所述定模的左侧面设有成型腔,且定模右侧设有与成型腔相接通的注料孔;
4、工作平台上表面左端设有配合定模和动模合模的第一制动组件;
5、第一制动组件包括通过工作平台左端安装板固定的第一液压缸、通过第一液压缸上第一液压杆推动的移动板、设于移动板上对动模推动与定模完成合模的第二液压缸;
6、所述移动板与动模之间设有配合动模脱模的吹气脱模结构;
7、吹气脱模结构包括设于动模内的气体流动通道、与气体流动通道相接通的伸缩气囊,所述伸缩气囊固定设于动模与第一制动组件之间,所述伸缩气囊压缩通过气体流动通道输出气体配合脱料;
8、所述动模内设有配合第一制动组件对产品形成侧抽芯的抽芯组件。
9、进一步的,第一制动组件还包括水平杆,水平杆活动贯穿动模下部,且水平杆的末端设于定模下部的导向槽内。
10、进一步的,所述动模和移动板的底端通过导向板与工作平台水平移动。
11、进一步的,所述抽芯组件包括与动模转动连接且与水平杆顶面齿槽内配合啮合的制动齿轮、活动设于动模内的抽芯筒,所述抽芯筒底端的制动块与制动齿轮外壁的齿牙啮合。
12、进一步的,所述抽芯筒通过制动块外壁上的导向块在动模内的容腔滑动连接。
13、本实用新型具有以下技术效果和优点:
14、该侧抽芯连接器生产冲压模具,在工作平台上设置配合动模移动的第一制动组件,实现通过第一制动组件配合动模与定模合模加工产品或分开脱模,在动模通过第一制动组件与定模分开;
15、动模上设置与成型腔对应的吹气脱模结构,实现通过吹气脱模结构上的伸缩气囊在需要对成型的产品脱模时,第一制动组件对动模制动与定模分开,并在对动模水平向第一制动组件上的移动板移动时,伸缩气囊受到移动板和定模之间的挤压,对伸缩气囊内的气体通过气体流动通道的右端产生吹起的作用力,从而通过吹起作用力对贴合在动模右侧从成型腔内带出的连接器外壳脱模。避免人工对连接器外壳脱模时产生烫伤,以及人工对连接器外壳脱模时产品受力点集中,造成连接器外壳变形损坏的问题出现,提高对连接器外壳加工安全性的同时,提高对连接器外壳加工的效率。
技术特征:
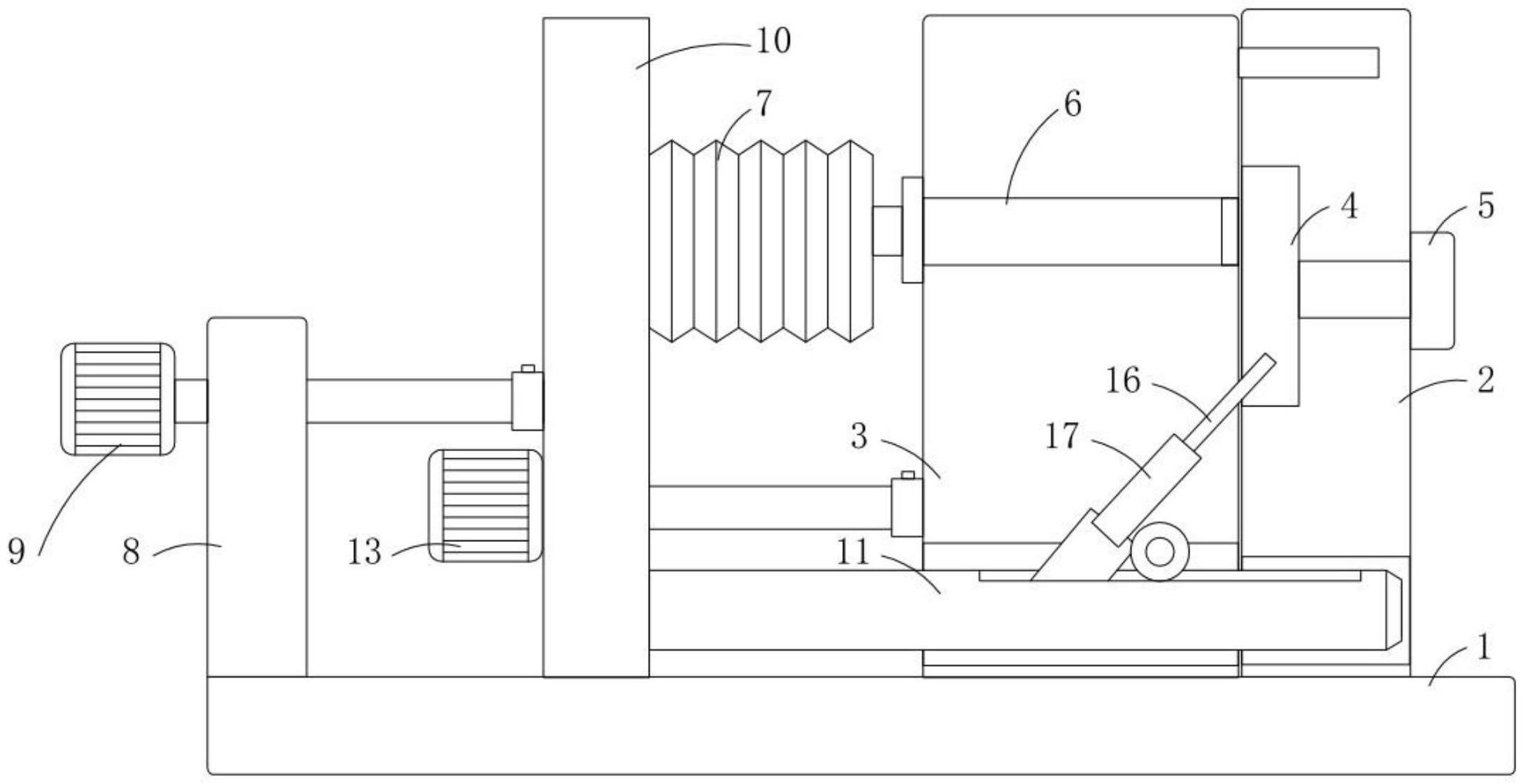
1.一种侧抽芯连接器生产冲压模具,包括工作平台(1)、设于工作平台(1)上的定模(2)和动模(3),所述定模(2)的左侧面设有成型腔(4),且定模(2)右侧设有与成型腔(4)相接通的注料孔(5),其特征在于:
2.根据权利要求1所述的一种侧抽芯连接器生产冲压模具,其特征在于:所述第一制动组件还包括水平杆(11),水平杆(11)活动贯穿动模(3)下部,且水平杆(11)的末端设于定模(2)下部的导向槽(12)内。
3.根据权利要求2所述的一种侧抽芯连接器生产冲压模具,其特征在于:所述动模(3)和移动板(10)的底端通过导向板与工作平台(1)水平移动。
4.根据权利要求1所述的一种侧抽芯连接器生产冲压模具,其特征在于:所述抽芯组件包括与动模(3)转动连接且与水平杆(11)顶面齿槽(14)内配合啮合的制动齿轮(15)、活动设于动模(3)内的抽芯筒(16),所述抽芯筒(16)底端的制动块(17)与制动齿轮(15)外壁的齿牙啮合。
5.根据权利要求4所述的一种侧抽芯连接器生产冲压模具,其特征在于:所述抽芯筒(16)通过制动块(17)外壁上的导向块(18)在动模(3)内的容腔滑动连接。
技术总结
本技术公开了一种侧抽芯连接器生产冲压模具,属于冲压模具技术领域,工作平台上表面左端的第一制动组件与动模连接,并控制动模在工作平台上水平移动与定模合模,所述定模上部设有与成型腔对应的吹气脱模结构,通过伸缩气囊受到移动板和定模之间的挤压,对伸缩气囊内的气体通过气体流动通道的右端产生吹起的作用力,从而通过吹起作用力对贴合在动模右侧从成型腔内带出的产品脱模,避免人工对连接器外壳脱模时产生烫伤,以及人工对连接器外壳脱模时产品受力点集中,造成连接器外壳脱模损坏的问题出现,提高对连接器外壳加工安全性的同时,提高对连接器外壳加工的效率。
技术研发人员:王卫民,王鑫
受保护的技术使用者:昆山日腾精密模具科技有限公司
技术研发日:20230426
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!