用于将片材转换为连续条带的设备的制作方法
本技术涉及一种用于将片材转换为连续条带的设备。
背景技术:
1、wo 2017/171454 a1公开了一种用于将片材转换为连续条带的设备,其中,片材具有成序列切口,这些切口沿相对于纵向方向横向跨越片材的切割方向延伸以形成多个互连的片材区段,其中,连续条带具有锯齿状区段,其中,片材区段布置成沿馈送方向上拉开以形成该锯齿状区段,其中,该设备包括分离装置,该分离装置具有保持装置和传感器装置,保持装置用于沿馈送方向相对于连续的下游片材区段保持上游片材区段,传感器装置用于检测拉开下游片材区段与上游片材区段。
2、已知设备的缺点是片材包括原弹性材料,该原弹性材料在形状、尺寸和/或厚度上可能具有不规则性。具体地,该片材可能具有褶皱或折痕。尽管小的褶皱或折痕可以毫无问题地馈送穿过设备,但是大的褶皱和折痕,例如当片材至少部分地折叠回到其自身上时,可能阻塞或堵塞设备。当这种情况发生时,必须停止设备以允许手动干预和/或手动清除堵塞。
技术实现思路
1、本实用新型的目的是提供一种用于将片材转换为连续条带的设备,其中,可以减少由于堵塞或堵塞而导致的设备停机时间。
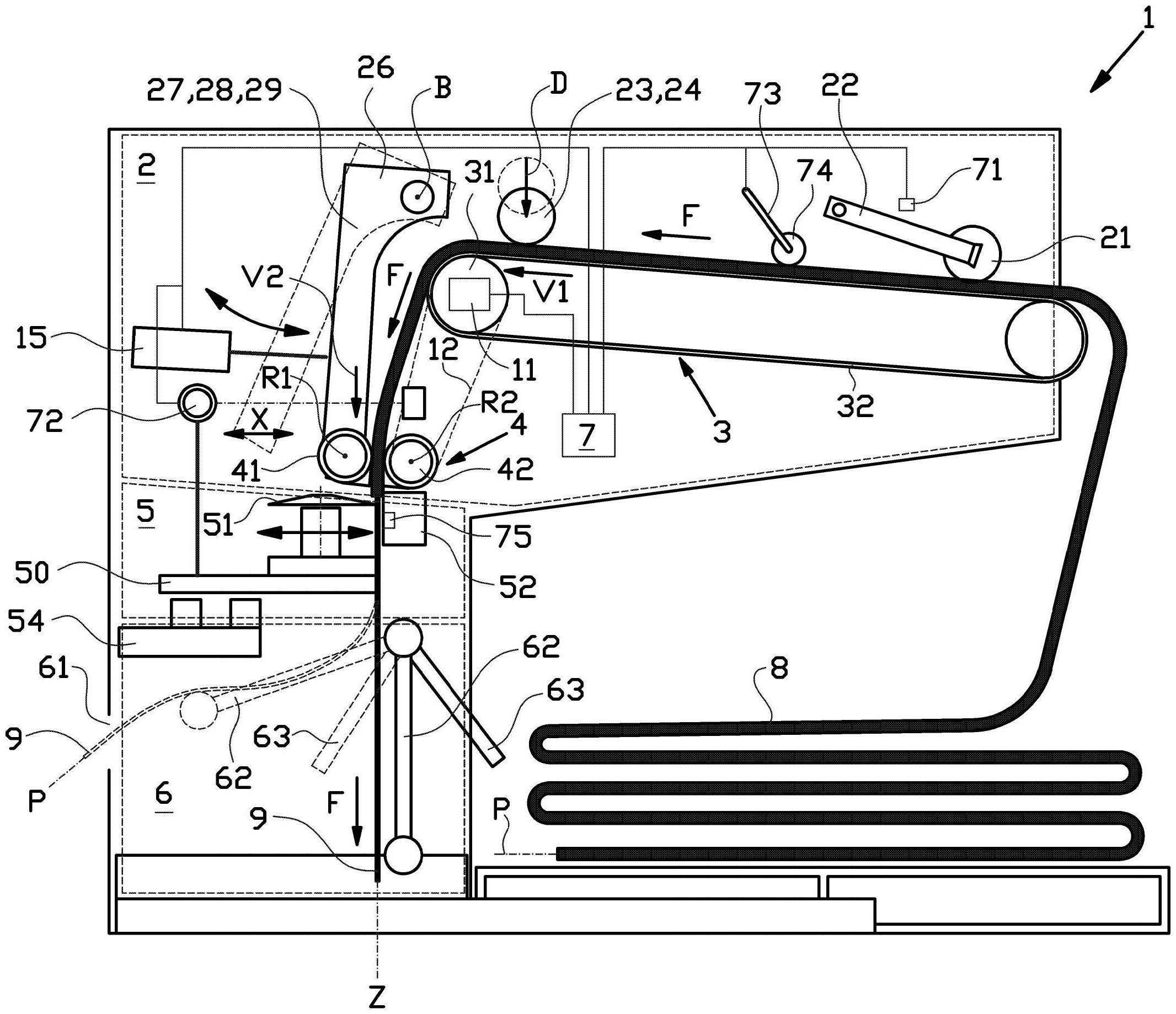
2、本实用新型提供了一种用于将弹性材料片材转换为连续条带的设备,其中,该设备包括用于在片材中进行切割序列的切割区段,所述片材能沿着该序切割分离成相互连接的锯齿状区段以形成连续条带,其中,该设备还包括进料区段,以沿馈送给路径在馈送方向上将片材馈送到切割区段,其中,进料区段包括第一进料构件、和在所述第一进料构件下游的第二进料构件,第一进料构件用于以第一进料速率沿馈送路径馈送片材,第二进料构件用于以第二进料速率沿馈送路径馈送片材,其中,该设备能在拉伸模式下操作,在拉伸模式下,第二进料速率高于第一进料速率。
3、通过提供第一进料速率与第二进料速率之间的速度差,可以在第一进料构件与第二入料构件之间拉伸片材。该拉伸可以减少、压平或平滑片材中的不规则性,如褶皱或折痕。因此,可以降低由于这种不规则性而导致设备阻塞和/或堵塞的风险。
4、在一个较佳实施例中,该设备包括第一驱动器,该第一驱动器用于驱动第一进料构件和第二进料构件中的一个,其中,该设备还包括在第一进料构件与第二进料构件之间的传动装置,用于以第二进料速率高于第一进料速率的传动比驱动第一进料构件和第二进料构件中的另一个。因此,只需要驱动进料构件之一。
5、替代地,该设备包括:第一驱动器,用于驱动第一进料构件;第二驱动器,用于驱动二进料构件;以及控制单元,其可操作地连接到第一驱动器和第二驱动器,以在拉伸模式下将第二进料速率控制成高于第一进料速率。两个驱动器的控制允许在拉伸模式期间设定和/或调节第一进料速率与第二进料速率之间的可变比率,或者替代地切换到进料速率相等的非拉伸模式。
6、在另一实施例中,第一进料构件包括第一从动辊、和用于旋转第一从动辊的第一驱动器,其中,该设备包括控制单元,其可操作地连接到第一驱动器以在拉伸模式下以对应于第一进料速率的周向速度旋转第一从动辊。第一从动辊的旋转可以直接或间接施加到片材上或转移到片材上,以使片材以第一进料速率运动。
7、较佳地,第一进料构件包括用于沿着馈送路径传送片材的传送带,其中,第一从动辊布置为驱动传送带。第一进料构件例如可以是用于驱动所述传送带的头部滑轮或尾部滑轮。
8、更佳地,该设备还包括按压构件,用于沿按压方向按压传送带上的片材。该按压可以增加片材与传送带之间的摩擦,并防止片材相对于传送带移位。因此,可以将第一进料速率可靠地施加到片材上。
9、更佳地,按压方向是竖直的,其中,按压构件在重力影响下能够沿所述按压方向自由运动。因此,可以利用按压构件的重量将按压力施加到片材上。换言之,不需要驱动器来驱动按压构件。
10、在另一实施例中,按压构件包括按压辊。当片材沿着馈送路径前进和/或传送时,按压辊可以在片材上滚动。
11、在另一实施例中,第二进料构件包括第二从动辊,其中,第二从动辊布置成在拉伸模式下以对应于第二进料速率的周向速度旋转。第二从动辊的旋转可以直接或间接施加到片材上或转移到片材上,以使片材以第二进料速率运动。
12、在另一实施例中,第二进料构件包括成对压延辊,这对压延辊限定用于沿馈送方向接收片材的入隙、和用于沿着馈送路径在馈送方向上进一步馈送片材的出隙。该对压延辊可以在片材到达切割区段之前进一步压平和/或平滑片材中的不规则性。
13、应注意,这对压延辊的各方面以及下文所述的与所述成对压延辊相关的任何实施例也可以独立于设备进行应用,更具体地,独立于任何上述进料速率进行应用。
14、具体地,在所述成对压延辊的一个实施例中,该对压延辊中的至少一个压延辊是从动的。所述至少一个压延辊可以沿着馈送路径朝向切割区段进一步拉动或馈送片材。
15、在其另一实施例中,该对压延辊中的一个压延辊能绕第一辊轴线旋转,并且能沿垂直于第一辊轴线的压延方向朝向和远离该对压延辊的另一压延辊运动。通过使所述一个压延辊朝向另一压延辊运动,可以使该对压延辊进入用于压延片材的位置。更具体地,可以调节成对压延辊之间的距离和/或可以控制由成对压延辊子施加到片材上的压力。通过使所述一个压延辊远离另一压延辊运动,可以打开该对压延辊之间的孔口,以允许例如在设备启动时移除或插入片材,或者允许维护。
16、较佳地,该设备包括用于沿压延方向将所述一个压延辊压向另一压延辊的致动器。致动器可以例如用于在片材上施加预先确定的、可变的或恒定的压力。
17、更佳地,该致动器进一步布置为使所述一个压延辊远离另一压延辊运动。该致动器可以例如是双向的。一旦所述一个压延辊被移开,就可以接触这对压延辊以移除或插入片材。
18、在另一实施例中,这对压延辊包括具有多个第一盘的第一压延辊,多个第一盘定位成与第一辊轴线同轴并且能绕第一辊轴线旋转,其中,第二进料构件包括一个或多个第一引导体,该一个或多个第一引导体沿平行于第一辊轴线的轴向方向插设在多个第一盘之间,其中,一个或多个第一引导体突出到成对压延辊的出隙下游的引导区中。
19、该片材包括原弹性体材料,当在出隙处离开该对压延辊时,该弹性体材料倾向于粘附到第一压延辊的周缘。通过在所述出隙的区中设置一个或多个第一引导体,可以防止片材沿着第一压延辊的周缘被拉动。一个或多个第一引导体可以迫使片材保持沿着馈送路径行进。具体地,一个或多个第一引导体可以用作刮擦器,在所述出隙处从第一压延辊的周缘刮擦片材。
20、在其一个实施例中,一个或多个第一引导体突出超过多个第一盘,进入包含多个第一盘的象限的正方形区,其中,所述正方形区向上延伸到馈送路径并且位于第一辊轴线的下游。正是在所述正方形区内,片材具有沿着第一压延辊的周缘被拉动的风险。因此,通过在所述正方形区中提供一个或多个第一引导体,可以防止所述拉动。
21、在其另一实施例中,一个或多个第一引导体中的每个第一引导体设有第一引导表面,用于沿着第一压延辊下游的馈送路径引导片材。第一引导表面可以布置成通过与所述片材直接接触来引导该片材。
22、较佳地,第一引导表面沿馈送方向偏离所述馈送路径。第一引导表面的目的是沿着馈送路径松散地引导片材。不希望第一引导表面紧紧地夹紧或压抵片材。具体地,应该防止第一引导表面与片材之间的非必要摩擦。因此,通过将第一引导表面布置在沿馈送方向偏离馈送路径的定向上,第一引导表面可以相对于馈送路径打开或加宽,而不是限制片材相对于馈送路径的运动自由度。
23、在其他实施例中,一个或多个第一引导体包括多个第一引导体,其中,多个第一引导体沿轴向方向与多个第一盘交替。因此,可以在沿着第一压延辊的不止一个位置处沿着出隙处的引导路径引导片材。
24、在另一实施例中,多个第一盘中的每个第一盘沿轴向方向具有盘宽度,其中,一个或多个第一引导体中的每个第一引导体沿周向方向具有小于盘宽度的引导体宽度。相对大的盘宽度确保了第一压延辊可以更均匀地将压力施加到片材上,即跨越多个第一盘与片材之间的更大的接触表面积上施加压力。
25、在另一实施例中,一个或多个第一引导体在入隙处相对于多个第一盘凹入。因此,多个第一盘可以有效地在入隙处按压片材,同时可以减少或防止片材与一个或多个第一引导体之间的接触和/或压力。具体地,考虑到片材的弹性体材料可以被稍微推入相应第一盘之间的区,一个或多个第一引导体可以充分凹入以保持与片材分离,即使当片材被稍微推入第一压延辊时也是如此。
26、在另一实施例中,一个或多个第一引导体绕第一辊轴线固定。因此,一个或多个第一引导体可以相对于馈送路径以静止定向布置。
27、在另一实施例中,该设备包括用于保持第一压延辊和一个或多个第一引导体的保持件,其中,保持件能沿垂直于第一辊轴线的压延方向运动。因此,第一压延辊和一个或多个第一引导体可以通过该保持件一起或一致地运动,例如为了接近成对压延辊以移除或插入片材,或者为了维护。
28、在另一实施例中,该对压延辊包括具有多个第二盘的第二压延辊,多个第二盘定位成与平行于第一辊轴线的第二辊轴线同轴、并且能绕第二辊轴线旋转,其中,第二进料构件包括沿轴向方向插设在多个第二盘之间的一个或多个第二引导体,其中,一个或多个第二引导体朝向第二压延辊下游的馈送路径突出超过多个第二盘。一个或多个第一引导体和一个或多个第二引导体可以一起迫使片材从馈送路径的相对侧继续沿着馈送路径行进。
29、在另一实施例中,一个或多个第一引导体中的每个第一引导体沿垂直于第一辊轴线的压延方向与一个或多个第二引导体中的相应第二引导体相对。因此,成组的两个相对引导体可以有效地限定引导通道,使得片材一旦离开该对压延辊就穿过该引导通道。
30、在其另一实施例中,一个或多个第一引导体的每个第一引导体设有第一引导表面,用于沿着成对压延辊下游的馈送路径引导片材,其中,一个或多个第二引导体的每个第二引导体设有第二引导表面,用于沿着成对压延辊下游的馈送路径引导片材,其中,沿馈送方向考虑,第一引导表面偏离第二引导表面。通过将第一引导表面和第二引导表面布置成沿馈送方向相对于彼此发散的定向,限定在所述引导表面之间的引导通道可以相对于馈送路径打开或加宽,而不是限制片材相对于馈送路径的运动自由度。
31、在另一实施例中,也可以独立于上述进料构件和进料速率进行应用,该设备还包括不规则性传感器,其用于检测第二进料构件上游的片材中的不规则性。不规则性传感器可以用于检测高于预先确定阈值的不规则性,例如,尽管在不规则性传感器的下游采取了任何措施,但仍可能导致诸如阻塞或堵塞之类的问题的不规则性。可以停止该设备以允许人为干预。
32、在另一实施例中,也可以独立于上述进料构件和进料速率进行应用,进料区段还包括用于将片材保持在设备中的一个或多个输入辊,其中,一个或多个输入辊仅可单向旋转。因此,一个或多个输入辊可以将片材的前端维持或保持在设备中,同时防止所述前端沿与馈送方向相反的方向不慎滑出设备。
33、较佳地,进料区段包括:一个或多个摇臂,用于相对于馈送路径支承一个或多个输入辊;以及不规则性传感器,用于检测指示一个或多个输入辊或一个或多个摇臂相对于馈送路径的位置或定向的参数。一个或多个摇臂允许一个或多个输入辊在其自身的重量下被压到片材上。当片材中的不规则性抬起一个或多个输入辊和相关联的一个或多个摇臂时,这些部件的定向和/或位置可用于触发不规则性传感器。
34、在另一实施例中,片材具有两个纵向边缘,其中,该序列中的切割交替地从纵向边缘中的一个朝着纵向边中的另一个延伸并终止于短于另一纵向边缘的终止距离处,以形成多个互连的锯齿状部分,其中,切割区段包括切割构件和侧向边缘传感器,切割构件用于沿着与馈送路径相交的切割线切割片材,侧向边缘传感器用于在相对于馈送方向处于切割线上游的检测位置处检测纵向边缘的侧向位置。纵向边缘的侧向位置可能由于片材的原始形状而变化。检测纵向边缘的侧向位置以确定在哪里开始或结束切割序列的切割。通过检测纵向边缘在切割线上游的侧向位置,可以在开始所述未来切割之前确定对于待进行的未来切割的切割的开始或结束。
35、在其一个实施例中,该设备构造为以一定切割间隔进行序列中的切割,其中,检测位置在切割线的上游,距切割线等于或大于切割间隔的检测距离。因此,可以在与待进行的后续切割相关的检测位置中检测纵向边缘的侧向位置。
36、在其另一实施例中,侧向边缘传感器布置成与切割构件一起沿平行于切割线的切割方向运动。具体地,侧向边缘传感器可以由同样承载切割构件的载架支承或相对于载架受支承。通过使侧向边缘传感器与切割构件一起运动,可以使用同一侧向边缘传感器来检测两个纵向边缘。更具体地,因为切割构件从片材外侧的位置沿着片材的纵向边缘之一切入片材,所以可以在切割构件在所述一个纵向边缘切入片材的同时检测所述一条纵向边缘的侧向位置。
37、较佳地,侧向边缘传感器沿切割方向相对于切割构件居中。由于侧向边缘传感器不用于实时控制切割,因此侧向边缘传感器无需检测纵向边缘沿切割方向在切割构件前方的侧向位置。相反,可以在切割构件沿着切割线的当前位置处检测纵向边缘的侧向位置。因此,只需要单个侧向边缘传感器,该侧向边缘传感器可以方便地相对于切割构件居中,并且可以用于以相同方式检测两个纵向边缘。由此,该设备可以不那么昂贵和/或不那么复杂。
38、在另一实施例中,该设备还包括控制单元,该控制单元能操作地连接到侧向边缘传感器,以接收指示在检测位置中的纵向边缘之一的边缘位置的信号,其中,控制单元构造成将在切割序列的切割之一期间从侧向边缘传感器接收的信号与切割序列的仍要进行的未来切割相关联。该信号或代表所述信号的值可以例如存储在存储器中,以便稍后用于确定要进行的所述未来切割的开始或结束。更具体地,控制单元构造为基于来自侧向边缘传感器的信号来设定未来切割的终止距离。
39、在另一实施例中,也可以独立于上述进料构件和进料速率进行应用,切割区段包括切割构件,以沿着与馈送路径相交的切割线切割所述片材,其中,馈送路径和切割线在它们的相交处在与竖直平面成0度至10度的范围内的馈送平面中延伸。较佳地,馈送平面竖直延伸。在所述进料平面的竖直或几乎竖直方向上,重力可以帮助将相互连接的锯齿状区段分离成连续条带。
40、在另一实施例中,也可以独立于上述进料构件和进料速率进行应用,切割区段包括切割构件和砧座,切割构件和砧座协作以沿着与馈送路径相交的切割线切割片材,其中,切割构件能沿垂直于馈送路径和切割线的切口方向运动以邻抵砧座,其中,切割区段还包括减震器,以缓冲切割构件与砧座之间的切口方向的冲击。通过缓冲或抑制冲击,可以减少切割构件由于所述冲击而产生的磨损。
41、在另一实施例中,馈送路径在第一进料构件与第二进料构件之间在与竖直平面成0度至30度的范围内延伸。在所述定向中,片材中的任何不规则性都可以在重力影响下减少。
42、在另一实施例中,该设备限定了馈送路径的从第一进料构件直到第二进料构件的自由区段,片材在该自由区段中是不受支承的。换言之,允许片材在各个进料构件之间自由延伸。在所述自由区段中,片材中的任何不规则性都可以在重力影响下减少。
43、在另一实施例中,也可以独立于上述进料构件和进料速率进行应用,该设备包括出料区段,该出料区段具有用于从该设备送出连续条带的出料开口,其中,出料区段还设置有用于使连续条带朝向出料开口偏转的偏转构件。当将新的连续条带馈送穿过该设备时,所述新连续条带的前端可能处于难以从设备外侧到达的位置。偏转构件可用于方便地将所述前端置于出料开口处的操作者或机械夹持件够得到的范围内。
44、较佳地,偏转构件包括可手动操作杆。所述可手动操作杆可以定位在可安全通达的位置,例如设备的壳体外侧。
45、在本说明书中所描述和所示的各种方面和特征可以在任何可能的情况下单独应用。这些单独的方面可以成为分案专利申请的主题。
- 还没有人留言评论。精彩留言会获得点赞!