一种注塑模具螺纹脱模机构的制作方法
本技术涉及一种注塑模具螺纹脱模机构,用于解决内外壁均有螺纹的注塑产品脱模难题。
背景技术:
1、注塑成型生产中常设计有带螺纹的注塑产品,其脱螺纹方式多采用旋转式脱模机构或人工脱模,旋转式脱模机构需采用电机或油缸驱动导致机构体积庞大、造价昂贵,人工脱模生产效率低,不能实现自动化生产,需要开发出一种结构紧凑的新型螺纹脱模机构,实现螺纹自动化脱模,提高注塑生产效率。
技术实现思路
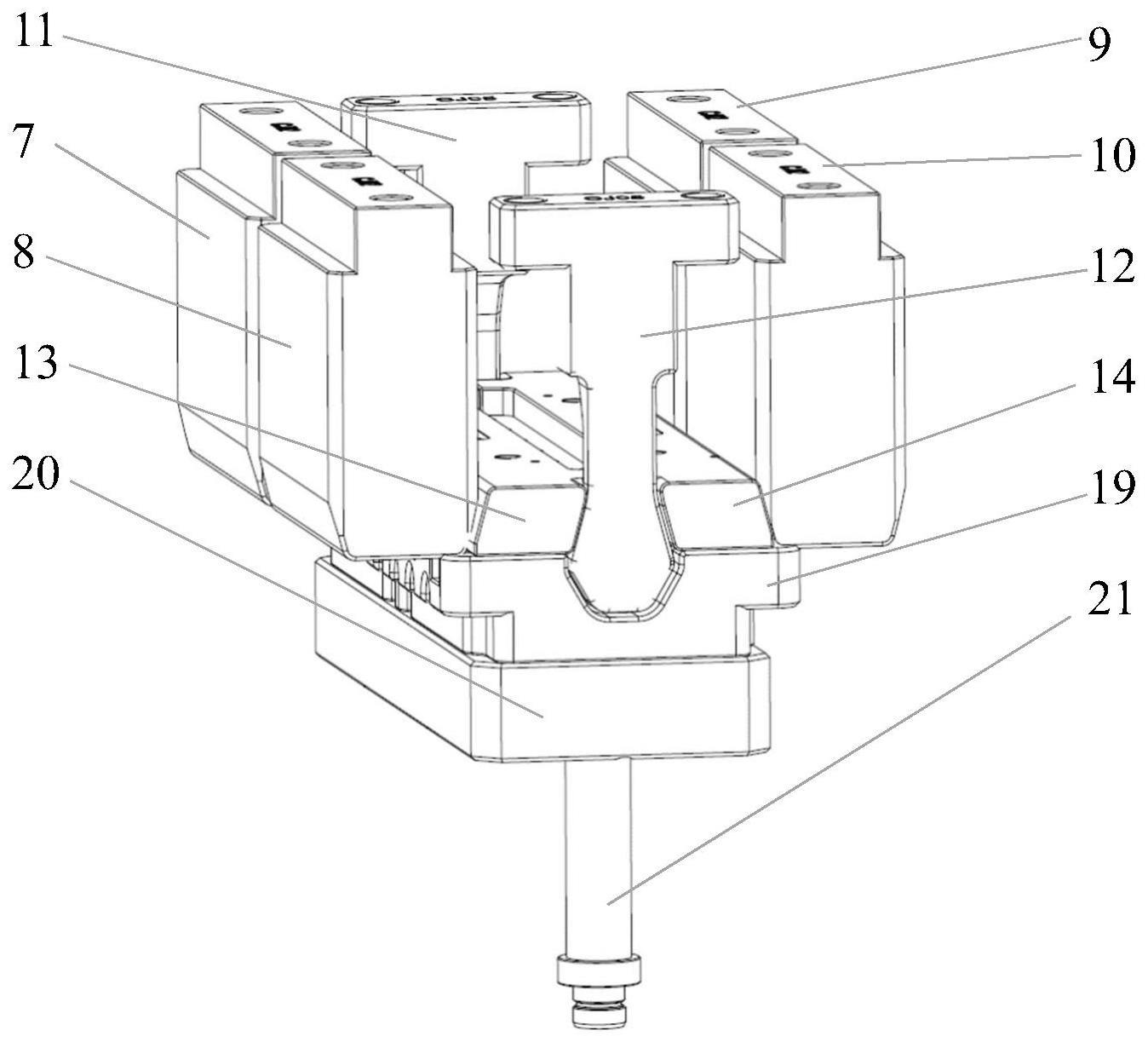
1、一种注塑模具螺纹脱模机构,包括水口板、固定板、a板、推板、b板、注塑产品、铲机一、铲机二、铲机三、铲机四、t形块一、t形块二、行位一、行位二、导向块一、导向块二、导向块三、导向块四、行位座、推块和后模镶件,所述注塑产品内外壁均有螺纹,铲机一、铲机二、铲机三及铲机四穿过固定板上开设的孔并固定安装于水口板,t形块一与t形块二的上端固定安装于水口板,t形块一与t形块二的下端穿过固定板上开设的孔并分别与行位座上的前后凹槽配合接触,行位一与行位二安装于行位座上端,铲机一和铲机二的下端斜面与行位一的左侧斜面配合接触,铲机三和铲机四的下端斜面与行位二的右侧斜面配合接触,t形块一下端的上斜面与行位一前端的右侧斜面、行位二前端的左侧斜面之间均留有间隙,t形块二下端的上斜面与行位一后端的右侧斜面、行位二后端的左侧斜面之间均留有间隙,行位座固定安装于a板,导向块一、导向块二、导向块三及导向块四分别安装于行位座上开设的四个滑槽内,导向块一和导向块二的上端紧固连接于行位一的下端,导向块三和导向块四的上端紧固连接于行位二的下端,推块固定安装于推板上开设的槽内,推块上端的凸台面与行位座下端的凹面配合安装,后模镶件下端紧固连接于b板,后模镶件上端依次穿过推板和推块上的孔并插入行位座上开设的通孔,后模镶件的上端对应注塑产品的内部螺纹型腔,行位一右侧的半圆形螺纹结构与行位二左侧的半圆形螺纹结构配合接触对应注塑产品的上端外螺纹表面,行位座上的通孔对应注塑产品的下端外表面,水口板与固定板四周平齐配合安装,固定板与a板固定安装,推板与a板四周平齐配合安装,b板与推板四周平齐配合安装。
2、本实用新型的有益效果是:所述注塑模具螺纹脱模机构,通过在注塑产品外壁设置横向行位机构完成外螺纹的脱模,内壁采用强制顶出方式完成内螺纹的脱模,将开模力转化成脱模力,动作可靠,生产效率高。
技术特征:
1.一种注塑模具螺纹脱模机构,包括水口板(1)、固定板(2)、a板(3)、推板(4)、b板(5)、注塑产品(6)、铲机一(7)、铲机二(8)、铲机三(9)、铲机四(10)、t形块一(11)、t形块二(12)、行位一(13)、行位二(14)、导向块一(15)、导向块二(16)、导向块三(17)、导向块四(18)、行位座(19)、推块(20)和后模镶件(21),其特征在于,所述注塑产品(6)内外壁均有螺纹,铲机一(7)、铲机二(8)、铲机三(9)及铲机四(10)穿过固定板(2)上开设的孔并固定安装于水口板(1),t形块一(11)与t形块二(12)的上端固定安装于水口板,t形块一(11)与t形块二(12)的下端穿过固定板(2)上开设的孔并分别与行位座(19)上的前后凹槽配合接触,行位一(13)与行位二(14)安装于行位座(19)上端,铲机一(7)和铲机二(8)的下端斜面与行位一(13)的左侧斜面配合接触,铲机三(9)和铲机四(10)的下端斜面与行位二(14)的右侧斜面配合接触,t形块一(11)下端的上斜面与行位一(13)前端的右侧斜面、行位二(14)前端的左侧斜面之间均留有间隙,t形块二(12)下端的上斜面与行位一(13)后端的右侧斜面、行位二(14)后端的左侧斜面之间均留有间隙,行位座(19)固定安装于a板(3),导向块一(15)、导向块二(16)、导向块三(17)及导向块四(18)分别安装于行位座(19)上开设的四个滑槽内,导向块一(15)和导向块二(16)的上端紧固连接于行位一(13)的下端,导向块三(17)和导向块四(18)的上端紧固连接于行位二(14)的下端,推块(20)固定安装于推板(4)上开设的槽内,推块(20)上端的凸台面与行位座(19)下端的凹面配合安装,后模镶件(21)下端紧固连接于b板(5),后模镶件(21)上端依次穿过推板(4)和推块(20)上的孔并插入行位座(19)上开设的通孔,后模镶件(21)的上端对应注塑产品(6)的内部螺纹型腔,行位一(13)右侧的半圆形螺纹结构与行位二(14)左侧的半圆形螺纹结构配合接触对应注塑产品(6)的上端外螺纹表面,行位座(19)上的通孔对应注塑产品(6)的下端外表面,水口板(1)与固定板(2)四周平齐配合安装,固定板(2)与a板(3)固定安装,推板(4)与a板(3)四周平齐配合安装,b板(5)与推板(4)四周平齐配合安装。
技术总结
本技术公开一种注塑模具螺纹脱模机构,包括水口板、固定板、A板、推板、B板、注塑产品、铲机一、铲机二、铲机三、铲机四、T形块一、T形块二、行位一、行位二、导向块一、导向块二、导向块三、导向块四、行位座、推块和后模镶件。本技术用于解决内外壁均有螺纹的注塑产品脱模难题,外壁通过设置横向行位机构脱模,内壁采用强制顶出脱模的方法,该脱模机构结构紧凑,动作可靠,生产效率高,可提高注塑成型的自动化程度。
技术研发人员:黄剑锋,吴宇辉,李宁辉,黄强,董榜喜,吴涛
受保护的技术使用者:深圳市昌红科技股份有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!