一种手机卡托双色注塑模具的制作方法
本技术涉及注塑模具技术发展领域,具体的是一种手机卡托注塑模具。
背景技术:
1、注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具,注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品,注塑模具通常包括上模、下模、上模上设上模仁、下模仁上设下模仁,匹配上模仁与下模仁的合模/脱模而完成注塑,随着手机的兴起及智能手机的普及,智能手机已成为人们生活必不可少的产品,其中,手机卡托插接于手机内,用于放置sim卡、sd卡;
2、然而现有的手机卡托在进行注塑时通常都是注塑硬胶然后套圈,又或者是注塑硬胶然后再套啤液态硅胶注塑,但是上述两种方式都需要二次加工,存在费时费工,成本高,良率低的问题。
技术实现思路
1、为了克服现有技术方案的不足,本实用新型提供一种手机卡托双色注塑模具,能有效的解决手机卡托在进行注塑时需要二次加工,存在费时费工,成本高,良率低的技术问题。
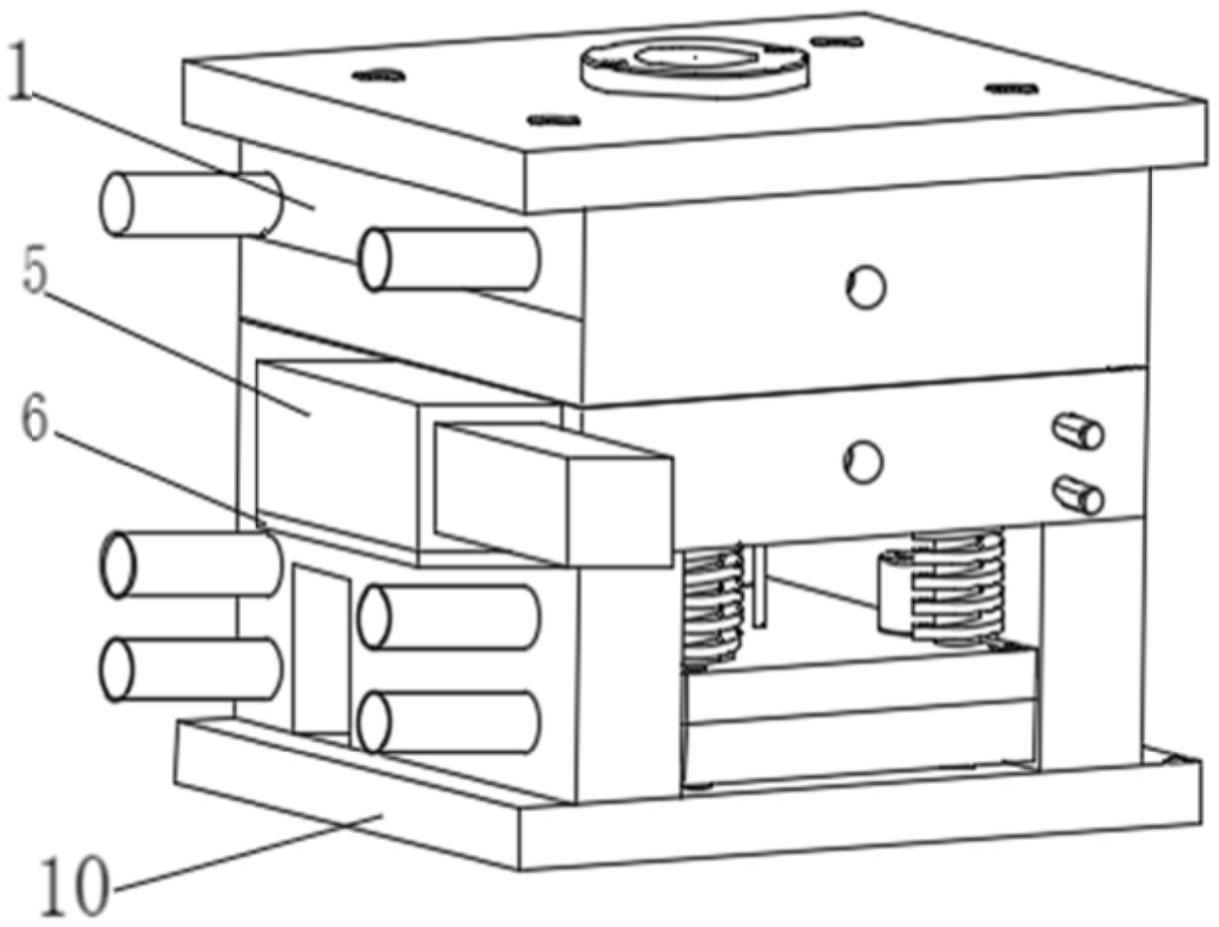
2、本实用新型解决其技术问题所采用的技术方案是:一种手机卡托双色注塑模具,包括结构主体,所述结构包括定模组件以及设于所述定模组件下方并与之间隙连接的动模组件,且还包括用于驱动所述动模组件以顺时针或逆时针方向转动180度的驱动组件以及设于动模组件右下方的顶针组件;
3、所述定模组件包括由上至下依次设置的面板、分流板及公模板,所述动模组件包括与公模板远离母模板的一侧,所述驱动组件包括设于所述母模板下方并与之连接的旋转轴以及驱动所述旋转轴转动的驱动电机,所述顶针组件包括顶针板及设于所述顶针板下方并与之驱动连接的气缸,所述顶针板设于所述动模组件的一端。
4、作为进一步阐述,所述结构主体还包括设于分流板侧边的副炮。
5、作为进一步阐述,所述分流板接近副炮的一侧设有流道,且所述流道与公模板上端相通。
6、作为进一步阐述,所述结构主体还包括从下至上依次设置的底板、方铁及垫板,所述母模板设于垫板的端面上,所述旋转轴贯穿所述底板、方铁及垫板后与母模板连接。
7、作为进一步阐述,所述驱动组件还包括皮带,所述皮带分别套设于驱动电机的输出轴与旋转轴的中部。
8、作为进一步阐述,所述公模板设有前模仁,所述母模板设有后模仁及后模镶件。
9、作为进一步阐述,所述结构主体还包括设于垫板侧边的托板,所述驱动电机固定设于托板的端面上。
10、综上所述,本实用新型具有以下有益效果:本实用新型一种手机卡托注塑模具,通过设置定模组件以及设于定模组件下方并与之非固定连接的动模组件,并能通过驱动电机转动母模板,因此,一射完成后,后模仁顶出,驱动电机带动后模仁旋转180度后回位,合模后开始二射软胶注塑,最后气缸顶出产品,实现一次性完成手机卡托注塑,软胶套在硬胶上的效果,并且能够自动化生产,大幅度提高了手机卡托的生产效率。
技术特征:
1.一种手机卡托双色注塑模具,其特征在于:包括结构主体,所述结构主体包括定模组件、设于所述定模组件下方并与之间隙连接的动模组件、用于驱动所述动模组件以顺时针或逆时针方向转动180度的驱动组件以及设于动模组件右下方的顶针组件;
2.根据权利要求1所述的一种手机卡托双色注塑模具,其特征在于,所述结构主体还包括设于分流板侧边的副炮。
3.根据权利要求1-2任意一项所述的一种手机卡托双色注塑模具,其特征在于,所述分流板接近副炮的一侧设有流道,且所述流道与公模板上端相通。
4.根据权利要求1所述的一种手机卡托双色注塑模具,其特征在于,所述结构主体还包括从下至上依次设置的底板、方铁及垫板,所述母模板设于垫板的端面上,所述旋转轴贯穿所述底板、方铁及垫板后与母模板连接。
5.根据权利要求1所述的一种手机卡托双色注塑模具,其特征在于,所述驱动组件还包括皮带,所述皮带分别套设于驱动电机的输出轴与旋转轴的中部。
6.根据权利要求1所述的一种手机卡托双色注塑模具,其特征在于,所述公模板设有前模仁,所述母模板设有后模仁及后模镶件。
7.根据权利要求1所述的一种手机卡托双色注塑模具,其特征在于,所述结构主体还包括设于垫板侧边的托板,所述驱动电机固定设于托板的端面上。
技术总结
本技术公开了注塑模具技术领域的一种手机卡托双色注塑模具,包括定模组件、设于定模组件下方的动模组件、用于驱动所述动模组件转动180度的驱动组件以及设于动模组件右下方的顶针组件,定模组件包括面板、分流板及公模板,动模组件包括与公模板非固定连接的母模板,驱动组件包括设于母模板下方并与之连接的旋转轴以及驱动所述旋转轴转动的驱动电机,顶针组件包括顶针板及设于顶针板下方并与之驱动连接的气缸,一射完成后,后模仁顶出,驱动电机带动后模仁旋转180度后回位,合模后开始二射软胶注塑,最后气缸顶出产品,实现一次性完成手机卡托注塑,软胶套在硬胶上的效果,并且能够自动化生产,大幅度提高了手机卡托的生产效率。
技术研发人员:胡天强,邹海平
受保护的技术使用者:东莞景丰塑胶制品有限公司
技术研发日:20230603
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!