用于塑胶热熔组装的冲压装置的制作方法
本技术属于塑胶热熔组装,具体涉及一种用于塑胶热熔组装的冲压装置。
背景技术:
1、目前,传统的气液增压缸冲压设备广泛用于冲压、铆接等产品的组装,多用于常温下金属件的铆接压合,无法对塑胶产品进行热熔组装。
2、传统的气液增压缸冲压设备包括底模、冲压模,为了实现热熔组装功能,一般在传统的气液增压缸冲压设备上增加了加热组件,在热熔组装过程中,通过加热组件对冲压模进行加热,高温冲压模在接触热熔柱时能够使其加热软化,并在冲压模的冲压下,热熔柱向外侧翻折产生变形,从而实现塑胶产品的组装。
3、然而,在实际加工过程中,上述冲压设备存在以下缺陷:
4、1、冲压模向下冲击时产生的较大惯性压力,容易导致热熔柱压裂、压偏等不良现象,造成产品组装的良品率低;
5、2、通过冲压模对热熔柱进行加热并冲压时,无法准确控制热熔柱的变形方向,从而导致组装失败的问题。
技术实现思路
1、本实用新型所要解决的技术问题是克服现有技术的不足,提供一种改进的用于塑胶热熔组装的冲压装置。
2、为解决以上技术问题,本实用新型采取如下技术方案:
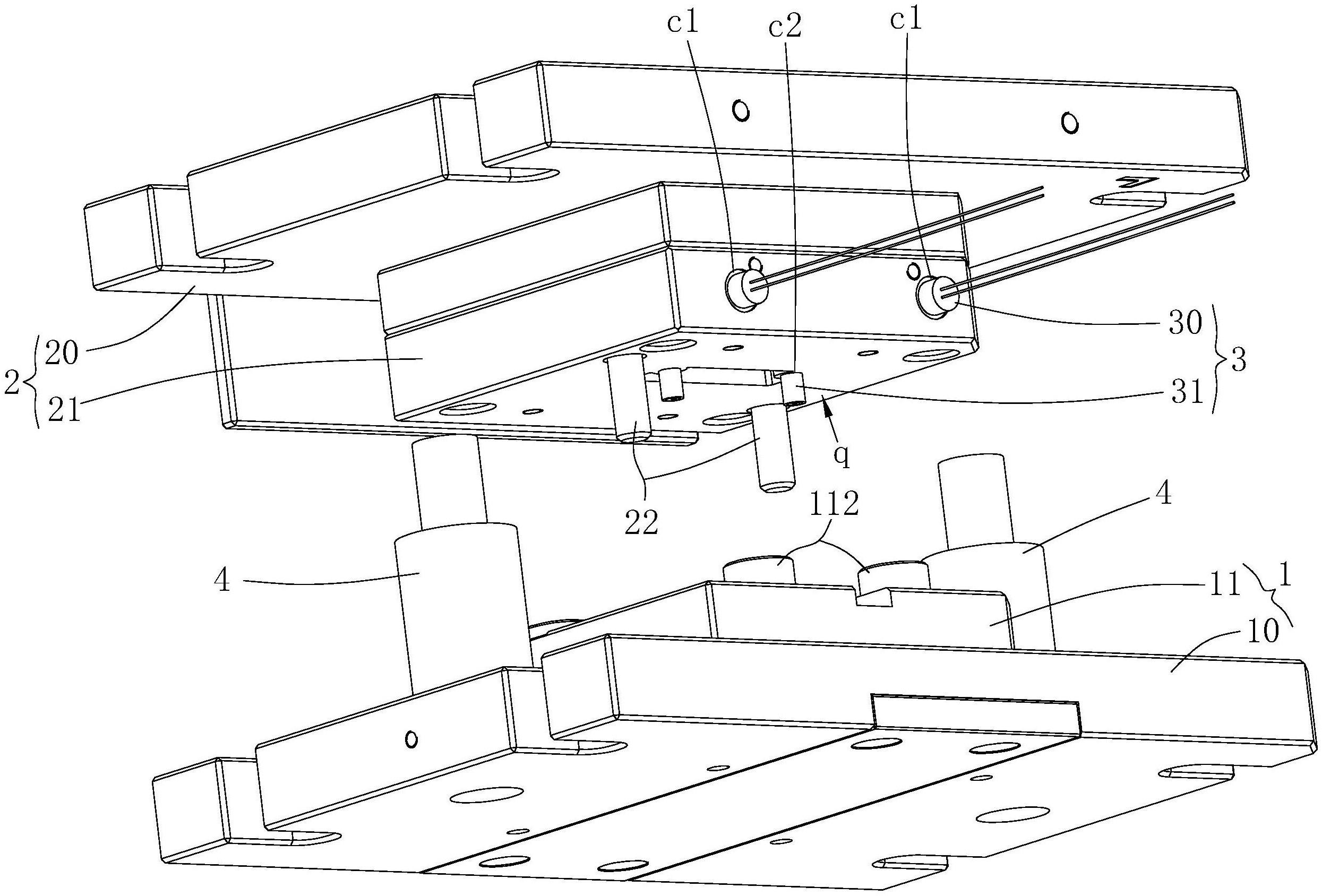
3、一种用于塑胶热熔组装的冲压装置,其包括底模、设置在底模上方的冲压模、加热组件,具有多根热熔柱的工件固定在底模上,加热组件包括分别设置在冲压模上的多根加热棒和多根加热针,其中多根加热棒在冲压模上形成水平延伸的加热区,多根加热针各自具有向下冒出冲压模的加热端部,且多个加热端部与位于底模上的多根热熔柱一一对应匹配,冲压时,加热区自上而下同步覆盖多根热熔柱,多个加热端部对应插入多根热熔柱内,且每根热熔柱向外翻折变形;冲压装置还包括设置在底模上且能够形成向上阻力的阻尼部件,冲压模向下运动时,冲压模依次抵触阻尼部件和热熔柱。
4、优选地,冲压模为矩形板,每根加热棒沿着冲压模长度方向延伸,且多根加热棒沿着冲压模宽度方向并排间隔分布。在此,冲压模上温度分布均匀,保证各热熔柱软化效率一致,以便于同步进行冲压。
5、具体的,冲压模上形成多个第一插装槽,其中每个第一插装槽沿着冲压模长度方向贯穿冲压模,多根加热棒一一对应插装在多个第一插装槽内。
6、进一步的,冲压模上还形成有多个第二插装槽,其中每个第二插装槽上下贯穿冲压模,多根加热针一一对应插装在第二插装槽内。在此,方便组装。
7、优选地,每根加热针向下冒出冲压模的部分的长度为d,热熔柱冲压后的高度为h,其中h≤d≤1.3h。在此,冲压后,能够通过加热针的下部对热熔柱的下部提供支撑,防止向内变形。
8、优选地,底模包括底板、设置在底板中部的定位座,工件固定在定位座上,阻尼部件有两个,两个阻尼部件固定在底板上且位于定位座的相对两侧。
9、具体的,冲压时,每个阻尼部件形成的阻力竖直向上。在此,确保阻力方向与冲压力方向相反。
10、优选地,阻尼部件采用氮气弹簧。
11、优选地,工件上设有多个定位孔,定位座上形成有靠栅、与多个定位孔一一对应的多根定位柱,上料时,工件自一侧抵靠在靠栅上,且每根定位柱对应插在每个定位孔内;和/或,定位座上还设有多根限位柱,工件定位在多根限位柱之间,冲压模向下冲压并抵触限位柱时,冲压模返程运动。
12、优选地,冲压模上还设有至少两根竖直延伸的导向柱,底模上形成有与导向柱一一对应匹配的导向槽,冲压时,每根导向柱对应插在每个导向槽内。
13、由于以上技术方案的实施,本实用新型与现有技术相比具有如下优点:
14、现有技术的冲压设备存在热熔柱易压裂、压偏、无法准确控制变形方向而导致产品组装的成功率和良品率低的问题,而本申请通过加热棒在冲压模上形成能够覆盖多根热熔柱的加热区,并利用加热针对应插入热熔柱内形成热熔柱的校直以及变形方向的控制,使得热熔柱顺利向外翻折变形,同时由阻尼部件随着冲压模的运动形成向上的阻力,减缓冲压模的惯性压力,实现冲压模缓速冲压热熔柱,因此,与现有技术相比,本申请一方面通过加热棒和加热针的配合,使得热熔柱在受热软化时,确保其受冲压并准确向外翻折变形,有效提升产品组装的成功率;另一方面通过阻尼部件实现冲压模缓速冲压热熔柱,降低热熔柱压裂、压偏的概率,从而有效提升产品组装的良品率。
技术特征:
1.一种用于塑胶热熔组装的冲压装置,其包括底模、设置在所述底模上方的冲压模、加热组件,具有多根热熔柱的工件固定在底模上,其特征在于:所述加热组件包括分别设置在所述冲压模上的多根加热棒和多根加热针,其中所述多根加热棒在所述冲压模上形成水平延伸的加热区,所述多根加热针各自具有向下冒出所述冲压模的加热端部,且多个所述加热端部与位于所述底模上的所述多根热熔柱一一对应匹配,冲压时,所述加热区自上而下同步覆盖所述多根热熔柱,多个所述加热端部对应插入所述多根热熔柱内,且每根所述热熔柱向外翻折变形;所述冲压装置还包括设置在所述底模上且能够形成向上阻力的阻尼部件,所述冲压模向下运动时,所述冲压模依次抵触所述阻尼部件和所述热熔柱。
2.根据权利要求1所述的用于塑胶热熔组装的冲压装置,其特征在于:所述冲压模为矩形板,每根所述加热棒沿着所述冲压模长度方向延伸,且所述多根加热棒沿着所述冲压模宽度方向并排间隔分布。
3.根据权利要求2所述的用于塑胶热熔组装的冲压装置,其特征在于:所述冲压模上形成多个第一插装槽,其中每个所述第一插装槽沿着所述冲压模长度方向贯穿所述冲压模,所述多根加热棒一一对应插装在所述多个第一插装槽内。
4.根据权利要求1或2或3所述的用于塑胶热熔组装的冲压装置,其特征在于:所述冲压模上还形成有多个第二插装槽,其中每个所述第二插装槽上下贯穿所述冲压模,所述多根加热针一一对应插装在所述第二插装槽内。
5.根据权利要求1所述的用于塑胶热熔组装的冲压装置,其特征在于:每根所述加热针向下冒出所述冲压模的部分的长度为d,所述热熔柱冲压后的高度为h,其中h≤d≤1.3h。
6.根据权利要求1所述的用于塑胶热熔组装的冲压装置,其特征在于:所述底模包括底板、设置在所述底板中部的定位座,所述工件固定在所述定位座上,所述阻尼部件有两个,两个所述阻尼部件固定在所述底板上且位于所述定位座的相对两侧。
7.根据权利要求6所述的用于塑胶热熔组装的冲压装置,其特征在于:冲压时,每个所述阻尼部件形成的阻力竖直向上。
8.根据权利要求1或6或7所述的用于塑胶热熔组装的冲压装置,其特征在于:所述阻尼部件采用氮气弹簧。
9.根据权利要求6所述的用于塑胶热熔组装的冲压装置,其特征在于:所述工件上设有多个定位孔,所述定位座上形成有靠栅、与所述多个定位孔一一对应的多根定位柱,上料时,所述工件自一侧抵靠在所述靠栅上,且每根所述定位柱对应插在每个所述定位孔内;和/或,所述定位座上还设有多根限位柱,所述工件定位在所述多根限位柱之间,所述冲压模向下冲压并抵触所述限位柱时,所述冲压模返程运动。
10.根据权利要求1所述的用于塑胶热熔组装的冲压装置,其特征在于:所述冲压模上还设有至少两根竖直延伸的导向柱,所述底模上形成有与所述导向柱一一对应匹配的导向槽,冲压时,每根所述导向柱对应插在每个所述导向槽内。
技术总结
本技术公开了用于塑胶热熔组装的冲压装置,其包括底模、设置在底模上方的冲压模、加热组件,加热组件包括分别设置在冲压模上的多根加热棒和多根加热针,其中多根加热棒在冲压模上形成水平延伸的加热区,多根加热针各自具有向下冒出冲压模的加热端部,且多个加热端部与位于底模上的多根热熔柱一一对应匹配;冲压装置还包括设置在底模上且能够形成向上阻力的阻尼部件。本技术一方面通过加热棒和加热针的配合,使得热熔柱在受热软化时,确保其受冲压并准确向外翻折变形,有效提升产品组装的成功率;另一方面通过阻尼部件实现冲压模缓速冲压热熔柱,降低热熔柱压裂、压偏的概率,从而有效提升产品组装的良品率。
技术研发人员:傅煜,朱永明,芦健
受保护的技术使用者:适新科技(苏州)有限公司
技术研发日:20230721
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!