盘子注塑模的制作方法
本技术属于模具,涉及一种盘子注塑模。
背景技术:
1、塑料盘子是常用的餐饮用具。其成本较低,清洁方便,应用范围广。一般采用注塑模具进行生产制造。现有的盘子注塑模具在注塑过程中,对于盘子所需成型的条纹结构难以同步注塑成型,成型精度较差,需要进行二次处理。因此急需设计一种可以克服以上缺陷的盘子注塑模十分有必要。
2、为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种托盘注塑模具[申请号:201510437432.3],包括动模、定模,所述动模上设有顶针复板,所述顶针复板上设有若干个贯穿动模的顶针杆,所述动模与定模上分别设有可相互抵触的第一切换模块与第二切换模块,所述第一切换模块与第二切换模块的截面均为正方形,所述第一切换模块与第二切换模块四个相同的侧面分别设有成型块,所述动模与定模上分别设有供第一切换模块与第二切换模块固定的第一固定槽与第二固定槽。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种盘子注塑模。
2、为达到上述目的,本实用新型采用了下列技术方案:
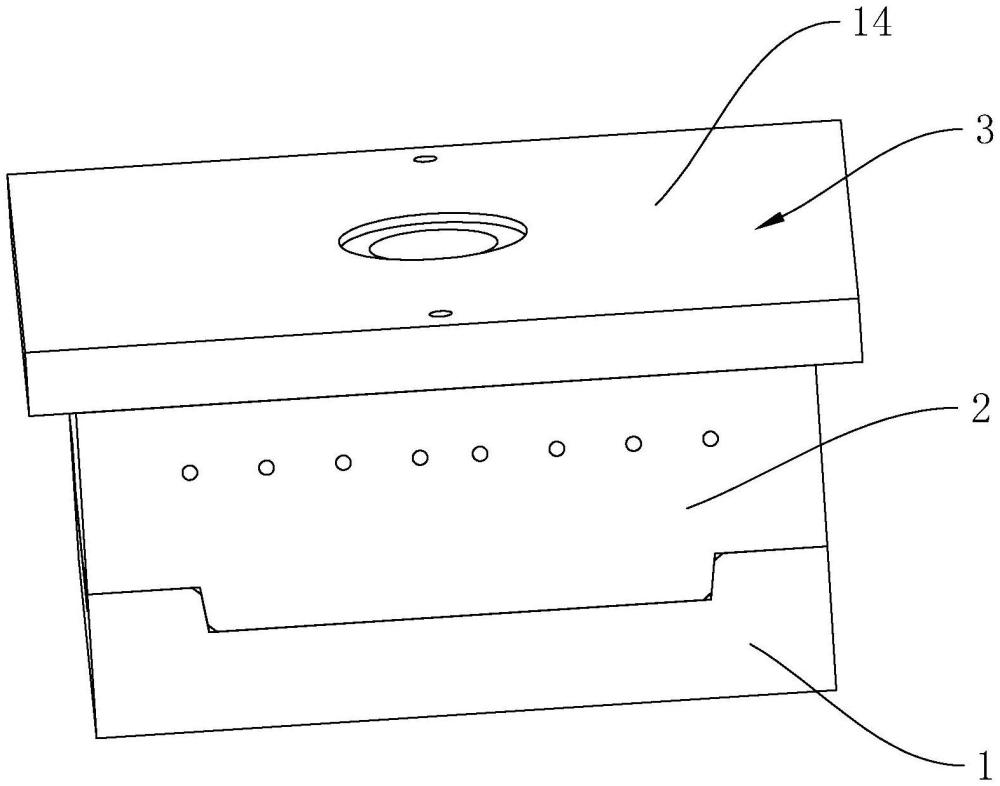
3、一种盘子注塑模,包括盘子成型注塑下模和盘子成型注塑上模,所述的盘子成型注塑上模上方设有注塑件,所述的盘子成型注塑下模上设有盘子成型凸部,所述的盘子成型注塑上模内设有盘子条纹同步成型组件,所述的盘子条纹同步成型组件与盘子成型凸部的位置相对应且形状相配适,所述的盘子成型注塑下模内设有顶出部和环状冷却部,所述的顶出部和环状冷却部交错设置。
4、在上述的盘子注塑模中,所述的盘子条纹同步成型组件包括设置于盘子成型注塑上模内的盘子成型凹腔,所述的盘子成型凹腔内设有组合式条纹成型部和隔离部,所述的组合式条纹成型部和隔离部交错设置,所述的组合式条纹成型部和隔离部分别与盘子成型凸部的位置相对应且形状相配适。
5、在上述的盘子注塑模中,所述的组合式条纹成型部包括设置于盘子成型凹腔内的若干条纹成型凸条区,所述的条纹成型凸条区与隔离部交错设置。
6、在上述的盘子注塑模中,所述的隔离部包括设置于盘子成型凹腔内的若干隔离凹槽,所述的隔离凹槽与条纹成型凸条区交错设置。
7、在上述的盘子注塑模中,所述的盘子成型凸部包括设置于盘子成型注塑下模上的盘子成型凸起,所述的隔离凹槽与条纹成型凸条区分别与盘子成型凸起的形状相配适。
8、在上述的盘子注塑模中,所述的盘子成型凸起上设有若干隔离凸起,所述的隔离凹槽与隔离凸起的位置相对应且形状相配适。
9、在上述的盘子注塑模中,所述的注塑件包括设置于盘子成型注塑上模上方的注塑主板,所述的注塑主板内设有注塑主孔。
10、在上述的盘子注塑模中,所述的顶出部包括设置于盘子成型注塑下模内的若干顶出通孔。
11、在上述的盘子注塑模中,所述的环状冷却部包括设置于盘子成型注塑下模内的环状冷却水道,所述的环状冷却水道与顶出通孔交错设置。
12、在上述的盘子注塑模中,所述的盘子成型注塑下模上设有若干沿盘子成型注塑下模中心点呈矩形阵列分布的合模凸块,所述的合模凸块与盘子成型注塑上模相卡接配合。
13、与现有的技术相比,本实用新型的优点在于:
14、1、本实用新型在注塑过程中,将盘子成型注塑下模和盘子成型注塑上模相互靠近,使得盘子条纹同步成型组件与盘子成型凸部相抵接配合形成完整的型腔,熔融物料通过注塑件注塑至型腔内,通过盘子条纹同步成型组件同步成型盘子底部的条纹结构,成型精度高,无需进行二次处理,完成注塑后,将冷却水注入至环状冷却部内,采用环状结构,冷却全面效果好,再开模,通过顶杆配合顶出部将成型后的塑件进行顶出即可。
15、2、本实用新型通过设置隔离凹槽,可将条纹区域进行对称分隔,实现所需结构。
16、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种盘子注塑模,包括盘子成型注塑下模(1)和盘子成型注塑上模(2),其特征在于,所述的盘子成型注塑上模(2)上方设有注塑件(3),所述的盘子成型注塑下模(1)上设有盘子成型凸部(4),所述的盘子成型注塑上模(2)内设有盘子条纹同步成型组件(5),所述的盘子条纹同步成型组件(5)与盘子成型凸部(4)的位置相对应且形状相配适,所述的盘子成型注塑下模(1)内设有顶出部(6)和环状冷却部(7),所述的顶出部(6)和环状冷却部(7)交错设置。
2.根据权利要求1所述的盘子注塑模,其特征在于,所述的盘子条纹同步成型组件(5)包括设置于盘子成型注塑上模(2)内的盘子成型凹腔,所述的盘子成型凹腔内设有组合式条纹成型部(8)和隔离部(9),所述的组合式条纹成型部(8)和隔离部(9)交错设置,所述的组合式条纹成型部(8)和隔离部(9)分别与盘子成型凸部(4)的位置相对应且形状相配适。
3.根据权利要求2所述的盘子注塑模,其特征在于,所述的组合式条纹成型部(8)包括设置于盘子成型凹腔内的若干条纹成型凸条区(10),所述的条纹成型凸条区(10)与隔离部(9)交错设置。
4.根据权利要求3所述的盘子注塑模,其特征在于,所述的隔离部(9)包括设置于盘子成型凹腔内的若干隔离凹槽(11),所述的隔离凹槽(11)与条纹成型凸条区(10)交错设置。
5.根据权利要求4所述的盘子注塑模,其特征在于,所述的盘子成型凸部(4)包括设置于盘子成型注塑下模(1)上的盘子成型凸起(12),所述的隔离凹槽(11)与条纹成型凸条区(10)分别与盘子成型凸起(12)的形状相配适。
6.根据权利要求5所述的盘子注塑模,其特征在于,所述的盘子成型凸起(12)上设有若干隔离凸起(13),所述的隔离凹槽(11)与隔离凸起(13)的位置相对应且形状相配适。
7.根据权利要求6所述的盘子注塑模,其特征在于,所述的注塑件(3)包括设置于盘子成型注塑上模(2)上方的注塑主板(14),所述的注塑主板(14)内设有注塑主孔。
8.根据权利要求7所述的盘子注塑模,其特征在于,所述的顶出部(6)包括设置于盘子成型注塑下模(1)内的若干顶出通孔(15)。
9.根据权利要求8所述的盘子注塑模,其特征在于,所述的环状冷却部(7)包括设置于盘子成型注塑下模(1)内的环状冷却水道(16),所述的环状冷却水道(16)与顶出通孔(15)交错设置。
10.根据权利要求9所述的盘子注塑模,其特征在于,所述的盘子成型注塑下模(1)上设有若干沿盘子成型注塑下模(1)中心点呈矩形阵列分布的合模凸块(17),所述的合模凸块(17)与盘子成型注塑上模(2)相卡接配合。
技术总结
本技术属于模具技术领域,尤其涉及一种盘子注塑模。本技术,包括盘子成型注塑下模和盘子成型注塑上模,所述的盘子成型注塑上模上方设有注塑件,所述的盘子成型注塑下模上设有盘子成型凸部。本技术在注塑过程中,将盘子成型注塑下模和盘子成型注塑上模相互靠近,使得盘子条纹同步成型组件与盘子成型凸部相抵接配合形成完整的型腔,熔融物料通过注塑件注塑至型腔内,通过盘子条纹同步成型组件同步成型盘子底部的条纹结构,成型精度高,无需进行二次处理,完成注塑后,将冷却水注入至环状冷却部内,采用环状结构,冷却全面效果好,再开模,通过顶杆配合顶出部将成型后的塑件进行顶出即可。
技术研发人员:应志远
受保护的技术使用者:台州市奇泰家居有限公司
技术研发日:20230803
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!