一种门套线加工用成型装置的制作方法
本技术涉及门套线加工,具体为一种门套线加工用成型装置。
背景技术:
1、门套线是包裹墙体的柔和性装饰线条,其中pvc门套线加工中需使用到门套线加工用成型装置,现有的门套线加工用成型装置仍然具有不足之处,具体如下:不方便拆装更换不同结构装饰线条模压块,进而不便于模压加工不同造型门套线使用,并不方便对注塑模压成型的pvc门套线快速冷却的自动化脱模取出使用,从而影响加工生产效率。
2、因此,需要设计一种门套线加工用成型装置来解决上述背景技术中的问题。
技术实现思路
1、本实用新型的目的在于提供一种门套线加工用成型装置,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
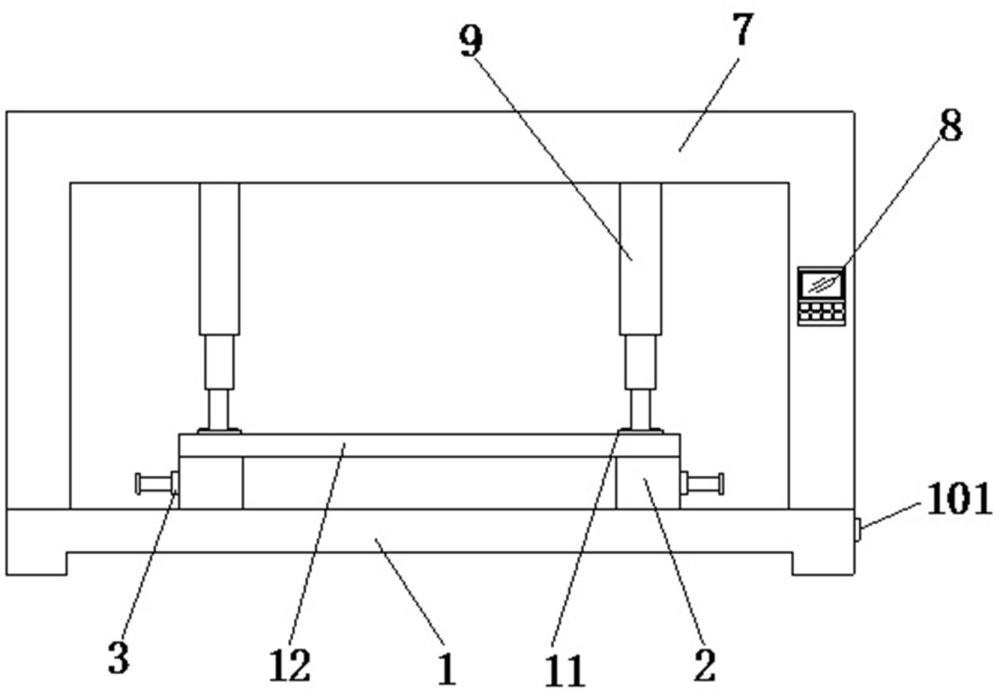
3、一种门套线加工用成型装置,包括装置主体,所述装置主体的右侧设有电源接口,所述装置主体的顶部安装有门套线成型下模具,所述装置主体的顶部贯穿延伸至门套线成型下模具的内部安装有脱模电动推杆,所述脱模电动推杆的顶端安装有脱模座,所述脱模座的顶部嵌入安装有制冷板,所述装置主体的两侧之间设置有安装架,所述安装架的正面右侧嵌入安装有控制器面板,所述安装架内壁顶部的两侧安装有电动升降杆,所述电动升降杆的底部设有连接座,所述连接座的底端安装有门套线成型上模具,所述门套线成型上模具的底端安装有装饰线条模压块。
4、作为本实用新型优选的方案,所述门套线成型下模具的顶部设有模压凹槽,其中模压凹槽的尺寸匹配装饰线条模压块的尺寸。
5、作为本实用新型优选的方案,所述脱模电动推杆沿脱模座底部等间距分布设有多个。
6、作为本实用新型优选的方案,所述控制器面板上设有显示屏和多个控制按钮,且所述控制器面板与电源接口、注料阀管、脱模电动推杆、制冷板以及电动升降杆电性连接。
7、作为本实用新型优选的方案,所述电动升降杆共设有四个。
8、作为本实用新型优选的方案,所述门套线成型上模具与连接座之间采用螺栓组件固定连接,其中门套线成型上模具共设有多个,且多个门套线成型上模具底端的装饰线条模压块可设置为不同装饰线结构的模压块。
9、与现有技术相比,本实用新型的有益效果是:
10、1.本实用新型中,通过设置的门套线成型下模具配合电动升降杆驱动可拆装更换不同结构装饰线条模压块的门套线成型上模具,方便对注料阀管注入门套线成型下模具内pvc门套线热塑物料进行模压成型使用,并通过装置主体设置的门套线成型下模具内部具有制冷板的脱模座,在脱模电动推杆驱动下可升降调节进而对注塑模压成型的pvc门套线快速冷却脱模取出使用,结构简单且方便拆装更换不同结构装饰线条模压块进而模压加工不同造型门套线使用,并方便对注塑模压成型的pvc门套线快速冷却的自动化脱模取出使用,从而提高加工生产效率。
技术特征:
1.一种门套线加工用成型装置,包括装置主体(1),其特征在于:所述装置主体(1)的右侧设有电源接口(101),所述装置主体(1)的顶部安装有门套线成型下模具(2),所述装置主体(1)的顶部贯穿延伸至门套线成型下模具(2)的内部安装有脱模电动推杆(4),所述脱模电动推杆(4)的顶端安装有脱模座(5),所述脱模座(5)的顶部嵌入安装有制冷板(6),所述装置主体(1)的两侧之间设置有安装架(7),所述安装架(7)的正面右侧嵌入安装有控制器面板(8),所述安装架(7)内壁顶部的两侧安装有电动升降杆(9),所述电动升降杆(9)的底部设有连接座(10),所述连接座(10)的底端安装有门套线成型上模具(11),所述门套线成型上模具(11)的底端安装有装饰线条模压块(12)。
2.根据权利要求1所述的一种门套线加工用成型装置,其特征在于:所述门套线成型下模具(2)的顶部设有模压凹槽,其中模压凹槽的尺寸匹配装饰线条模压块(12)的尺寸。
3.根据权利要求1所述的一种门套线加工用成型装置,其特征在于:所述脱模电动推杆(4)沿脱模座(5)底部等间距分布设有多个。
4.根据权利要求1所述的一种门套线加工用成型装置,其特征在于:所述控制器面板(8)上设有显示屏和多个控制按钮,且所述控制器面板(8)与电源接口(101)、注料阀管(3)、脱模电动推杆(4)、制冷板(6)以及电动升降杆(9)电性连接。
5.根据权利要求1所述的一种门套线加工用成型装置,其特征在于:所述电动升降杆(9)共设有四个。
6.根据权利要求1所述的一种门套线加工用成型装置,其特征在于:所述门套线成型上模具(11)与连接座(10)之间采用螺栓组件固定连接,其中门套线成型上模具(11)共设有多个,且多个门套线成型上模具(11)底端的装饰线条模压块(12)可设置为不同装饰线结构的模压块。
技术总结
本技术涉及门套线加工技术领域,具体为一种门套线加工用成型装置,包括装置主体,所述装置主体的右侧设有电源接口,所述装置主体的顶部安装有门套线成型下模具,所述装置主体的顶部贯穿延伸至门套线成型下模具的内部安装有脱模电动推杆,所述脱模电动推杆的顶端安装有脱模座,所述脱模座的顶部嵌入安装有制冷板,所述装置主体的两侧之间设置有安装架,所述安装架的正面右侧嵌入安装有控制器面板,整体装置结构简单,方便拆装更换不同结构装饰线条模压块进而模压加工不同造型门套线使用,并方便对注塑模压成型的PVC门套线快速冷却的自动化脱模取出使用,从而提高加工生产效率,且稳定性和实用性较高,具有一定的推广价值。
技术研发人员:周振武,李运良
受保护的技术使用者:郑州市骏亿装饰新材料有限公司
技术研发日:20230822
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!