电动车日行灯灯罩注塑模具的制作方法
本技术涉及一种电动车日行灯灯罩注塑模具,属于注塑模具领域。
背景技术:
1、日行灯,是在日间行车时开的灯光,它并不是照明灯,而是属于信号灯的范畴。本申请人设计了一款用于电动车上的日行灯,包括外罩和内罩组成,内罩呈心形,外罩呈带有缺口的圆形,内罩与外罩互相独立安装在日行灯的底壳上,即内罩与外罩相当于两个部件。生产时,采用注塑模具加工成型,常规做法是采用两副模具对内罩和外罩分别加工,但两副模具成本大,且需要两台注塑机进行加工,设备投资也大,因此,本申请人设计了一种内罩和外罩在一副模具上同时成型的注塑模具。
技术实现思路
1、本实用新型的目的是为了克服已有技术的缺点,提供一种内罩和外罩在一副模具上同时成型,生产效率高,成本省的电动车日行灯灯罩注塑模具。
2、本实用新型电动车日行灯灯罩注塑模具的技术方案是:包括模具型腔复板和型芯复板,型腔复板下设置型腔板,型腔复板下中设置浇口,型腔板中设置流道,型芯复板上设置模脚,模脚之间设置上顶板和下顶板,模脚上设置型芯板,型芯板与型腔板相配合,其特征在于:所述型腔板的内侧设置型腔面,型腔面上设置内罩型腔,内罩型腔的外围设置外罩型腔,并在内罩型腔与外罩型腔之间设置s形流道孔,所述型芯板上设置相应的内罩型芯和外罩型芯,所述型芯板上还设置型芯面板,内罩型芯和外罩型芯伸入型芯面板中,内罩型芯中设有内罩芯块,合模时,型芯面板与型腔面相配合,内罩型芯与内罩型腔相配合构成内罩模腔,外罩型芯与外罩型腔相配合构成外罩模腔,s形流道孔分别连通流道、内罩模腔和外罩模腔,内罩模腔中注塑内罩,外罩模腔中注塑外罩。
3、本实用新型的电动车日行灯灯罩注塑模具,主要特点是在型腔板上设置型腔面、内罩型腔和外罩型腔,在型芯板上设置型芯面板、内罩型芯和外罩型芯,型芯面板与型腔面相配合,内罩型芯与内罩型腔相配合构成内罩模腔,外罩型芯与外罩型腔相配合构成外罩模腔,s形流道孔分别连通流道、内罩模腔和外罩模腔,注塑时,熔融的塑料原料通过浇口和流道流入s形流道孔中,通过s形流道孔分流,再分别流入到内罩模腔和外罩模腔,在内罩模腔中注塑得到内罩,在外罩模腔中注塑得到外罩,实现在同一副模具中同时注塑日行灯的内罩和外罩,节省模具材料和设备投资,同时提高生产效率和同一产品的适配性,具有非常有益的积极效果。
4、本实用新型的电动车日行灯灯罩注塑模具,所述的上顶板上连接有内罩顶杆、外罩顶杆和流道孔余料顶杆,内罩顶杆穿过型芯板和型芯面板与内罩的背面边缘相接触,外罩顶杆穿过型芯板和型芯面板与外罩的背面边缘相接触,流道孔余料顶杆与s形流道孔相配合。当模具注塑完成后,s形流道孔中会留有余料,脱模时,由动力带动下顶板和上顶板,上顶板带动内罩顶杆、外罩顶杆和流道孔余料顶杆分别将内罩、外罩和余料顶出模具外,实现自动脱模。所述的内罩芯块向下伸入型芯板中,并由底板相固定。为了便于将内罩型芯加工成型,因此将内罩芯块与内罩型芯分开加工,内罩芯块加工好后,再装入到型芯板中。
技术特征:
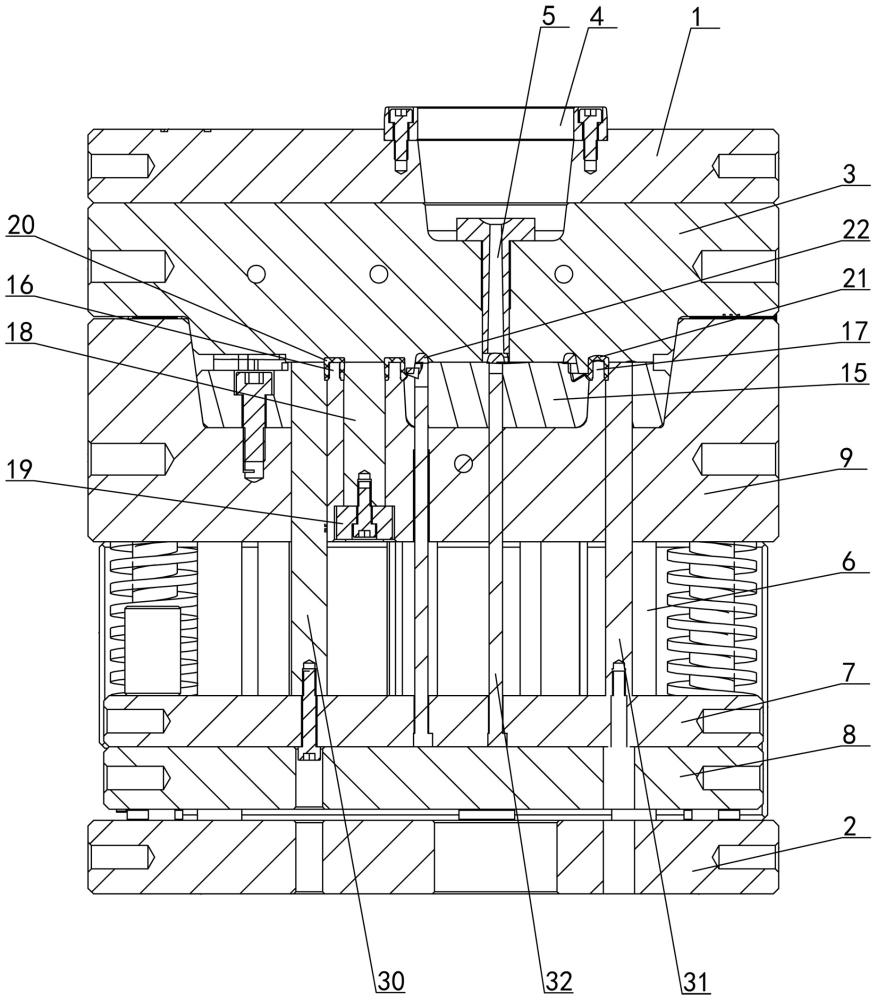
1.电动车日行灯灯罩注塑模具,包括模具型腔复板(1)和型芯复板(2),型腔复板下设置型腔板(3),型腔复板下中设置浇口(4),型腔板中设置流道(5),型芯复板上设置模脚(6),模脚之间设置上顶板(7)和下顶板(8),模脚上设置型芯板(9),型芯板(9)与型腔板(3)相配合,其特征在于:所述型腔板(3)的内侧设置型腔面(13),型腔面上设置内罩型腔(10),内罩型腔的外围设置外罩型腔(11),并在内罩型腔与外罩型腔之间设置s形流道孔(12),所述型芯板(9)上设置相应的内罩型芯(16)和外罩型芯(17),所述型芯板(9)上还设置型芯面板(15),内罩型芯(16)和外罩型芯(17)伸入型芯面板(15)中,内罩型芯(16)中设有内罩芯块(18),合模时,型芯面板(15)与型腔面(13)相配合,内罩型芯(16)与内罩型腔(10)相配合构成内罩模腔,外罩型芯(17)与外罩型腔(11)相配合构成外罩模腔,s形流道孔分别连通流道(5)、内罩模腔和外罩模腔,内罩模腔中注塑内罩(20),外罩模腔中注塑外罩(21)。
2.如权利要求1所述的电动车日行灯灯罩注塑模具,其特征在于所述的上顶板(7)上连接有内罩顶杆(30)、外罩顶杆(31)和流道孔余料顶杆(32),内罩顶杆(30)穿过型芯板和型芯面板与内罩(20)的背面边缘相接触,外罩顶杆(31)穿过型芯板和型芯面板与外罩(21)的背面边缘相接触,流道孔余料顶杆(32)与s形流道孔(12)相配合。
3.如权利要求1所述的电动车日行灯灯罩注塑模具,其特征在于所述的内罩芯块(18)向下伸入型芯板(9)中,并由底板(19)相固定。
技术总结
电动车日行灯灯罩注塑模具,包括型腔复板和型芯复板,型腔复板下设置型腔板,型腔板中设置流道,型芯复板上设置模脚、上顶板、下顶板和型芯板,型芯板与型腔板相配合,型腔板的内侧设置型腔面,型腔面上设置内罩型腔,内罩型腔的外围设置外罩型腔,在内罩型腔与外罩型腔之间设置S形流道孔,型芯板上设置相应的内罩型芯和外罩型芯,型芯板上还设置型芯面板,内罩型芯和外罩型芯伸入型芯面板中,内罩型芯中设有内罩芯块,合模时,型芯面板与型腔面相配合,内罩型芯与内罩型腔相配合构成内罩模腔,外罩型芯与外罩型腔相配合构成外罩模腔,S形流道孔分别连通流道、内罩模腔和外罩模腔,内罩模腔中注塑内罩,外罩模腔中注塑外罩。
技术研发人员:施欢欢
受保护的技术使用者:浙江二三四模塑有限公司
技术研发日:20230830
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!