一种具有气相淬火功能的烧结炉及其淬火工艺的制作方法
1.本发明涉及材料热处理设备领域,尤其涉及一种具有气相淬火功能的烧结炉及其淬火工艺。
背景技术:
2.在材料热加工及处理工艺领域,需要高温设备如箱式烧结炉、气氛炉等设备。气相淬火是材料热处理的重要工艺之一,特别是对功能材料材料在特定气氛下的气相淬火可以提高材料的性能。如在文献“large reduction of dielectric losses of cacu3ti4o
12 ceramics via air quenching[j].ceramics international, 2017, 43(8):6618
‑
6621[j]”通过在空气气氛下淬火可以提高不仅可以提高介电陶瓷的介电常数,同时也可以有效降低介电损耗。专利201711259380 .0通过对材料在空气下淬火而提高材料的性能。
[0003]
现有气氛炉多为管式炉或者带钟罩结构的箱式炉。现有的气氛炉一般是向烧结炉腔体内通入气体,只能实现对样品加热、烧结、退火等工艺。由于现有气氛炉的炉体具有保温、蓄温的作用,炉体腔室温度很难快速降低,因此很难实现对材料的气相淬火工艺。特别对于箱式烧结炉,加热元件在炉膛内,当向气氛炉中通入特殊气体,如h2、o2时,会加快对加热原件的氧化、老化,这将缩短烧结炉的使用寿命。现有气氛炉或者烧结炉均难以满足对材料特殊气氛下的气相淬火工艺要求。
[0004]
为了解决以上问题,需要研制一种具有气相淬火功能的烧结炉,该烧结炉区别于传统气氛炉不仅对样品进行气氛烧结和退火处理,还能同时实现对样品的气相淬火工艺,提供材料的性能,满足对材料特殊气氛下的淬火工艺要求。
技术实现要素:
[0005]
本发明克服了现有技术的不足,提供一种具有气相淬火功能的烧结炉及其淬火工艺。
[0006]
为达到上述目的,本发明采用的技术方案为:一种具有气相淬火功能的烧结炉,包括钟罩、设置于所述钟罩内部的烧结腔、与所述钟罩相连通的淬火腔以及转动所述淬火腔的回转装置,其特征在于,所述钟罩上设置有钟罩门、进气口以及排气口,所述钟罩内还设置有一环形腔,以连接所述烧结腔和所述淬火腔;所述烧结腔包括:进料门、出料门、设置于所述烧结腔底部的承载台以及加热元件;所述承载台上设置有凹槽,所述加热元件内嵌于所述凹槽和所述烧结腔内壁;所述淬火腔包括:连通所述钟罩和所述淬火腔的腔室门、用于取出淬火后样品的侧壁门、叉桨装置以及设置于腔体上穹顶的若干支撑钎和轮廓传感器;所述淬火腔上设置有进气通道和排气通道;所述叉桨装置固定于淬火腔内,所述叉桨装置包括:叉桨以及分别控制所述叉桨上下移动和前后伸缩的滑动装置和伸缩器;所述叉桨运动并移载所述凹槽上的淬火样品至所述淬火腔中;所述支撑钎能够伸缩。
[0007]
本发明一个较佳实施例中,所述烧结腔内部还设置有热电偶探头,所述热电偶探
头与加热温控系统连接,以监控所述烧结腔内温度。
[0008]
本发明一个较佳实施例中,所述叉桨为u形或v形结构,所述叉桨与所述凹槽形状相配合。
[0009]
本发明一个较佳实施例中,所述淬火腔上还设置有调节通入气体温度的气体温度调节器、测试样品温度的红外测温探头以及监控所述淬火腔气压的气压表。
[0010]
本发明一个较佳实施例中,所述环形腔设置在所述腔室门靠近钟罩一侧,所述环形腔的外形与所述腔室门形状相一致,所述环形腔内置真空泵或设置有真空管路以产生真空负压。
[0011]
本发明一个较佳实施例中,所述轮廓传感器检测样品表面轮廓,所述轮廓传感器输送样品轮廓信号至高度调节系统。
[0012]
本发明一个较佳实施例中,所述高度调节系统独立调整每个所述支撑钎的伸缩高度,以配合不同的样品尺寸并抵住样品。
[0013]
本发明还提供了一种具有气相淬火功能的烧结炉的淬火工艺,其特征在于,包括以下步骤:s1、将样品置于烧结腔承载台的凹槽的上方,加热元件对样品加热处理时,关闭钟罩门并向钟罩内通入气体,使烧结腔处于所通入气体的气氛中,并对钟罩及烧结腔进行温度、气压参数监控;s2、对样品加热处理后,需要对样品进行气相淬火时,打开腔室门,并向淬火腔通入预定温度和预定种类的气体;s3、向上开启烧结腔的出料门,叉桨上下移动和前后伸缩,使得叉桨伸入承载台的凹槽中,向上抬升托起样品,然后移载至淬火腔室内进行气相淬火,并当样品完全进入淬火腔时,关闭腔室门;s4、根据轮廓传感器的信号调整每个支撑钎的伸缩高度,以抵住样品;回转装置带动淬火腔旋转0
‑
360
°
,待气相淬火一定时间后,回转装置调整淬火腔旋转一定角度,以调整样品的放置姿态,当完成对样品的气相淬火后,通过淬火腔侧壁门取出样品。
[0014]
本发明一个较佳实施例中,在所述s2中,打开腔室门,同时环形腔内产生真空负压,防止淬火腔的气体流入钟罩和烧结腔。
[0015]
本发明一个较佳实施例中,通过控制通入到淬火腔中气体的温度、气压参数,能够设定更宽温度范围的工艺参数,使高温的样品直接置于
‑
150℃~800℃的气体气氛中。
[0016]
本发明一个较佳实施例中,所述进料门可以侧开或者向上滑动开启。
[0017]
本发明一个较佳实施例中,所述出料门通过设置的相应轨道向上开启,向上开启的高度根据样品的大小进行调节。
[0018]
本发明一个较佳实施例中,所述排气通道用于排气,所述排气通道通过单向气体阀门保证气体只出不进。
[0019]
本发明一个较佳实施例中,气体温度调节器使用液氮
‑
加热联合系统,调节气体的温度为
‑
150℃~800℃。
[0020]
本发明一个较佳实施例中,所述腔室门设置在淬火腔室和钟罩的连接处,开门方式可以侧开或者向上平移开启。
[0021]
本发明一个较佳实施例中,回转装置为驱动电机或回转舵。
[0022]
本发明解决了背景技术中存在的缺陷,本发明具备以下有益效果:(1)本发明提供了一种具有气相淬火功能的烧结炉,该烧结炉主要由钟罩、烧结腔、淬火腔构成,不仅可以实现对样品进行气氛烧结和退火处理,同时也可以实现对样品的气相淬火工艺,从而提供材料的性能,满足了对材料特殊气氛下的淬火工艺要求。
[0023]
(2)本发明通入的气体通过环形腔的负压作用,可以减缓强氧化气氛对烧结炉加热元件的老化;同时环形腔的负压作用,也可以防止钟罩内的气体进入淬火腔室,从而确保淬火腔内的气体的准度。
[0024]
(3)本发明根据轮廓传感器的信号调整每个支撑钎的伸缩高度,以抵住样品;回转装置带动淬火腔旋转0
‑
360
°
,待气相淬火一定时间后,回转装置调整淬火腔旋转一定角度,以调整样品的放置姿态,保证样品的每个部位均与气体气氛充分接触并充分降温。
[0025]
(4)本发明通过烧结腔的承载台和叉桨的配合,叉桨可以前后、上下移动:向前向下伸进承载台上设置的凹槽,然后上升、后退到淬火腔,完成将样品从烧结腔中转移到淬火腔中,操作简易,可以减少外界因素的影响。
[0026]
(5)本发明的淬火工艺中对样品进行气相淬火时,气体的温度可以监控,同时样品的温度通过红外测试方法进行监控。
[0027]
(6)本发明气相淬火工艺控制方面,可以通过通入气体的温度控制,设定更宽温度范围的工艺参数,使高温的样品,使高温的样品直接置于
‑
150℃~800℃的气体气氛中。
附图说明
[0028]
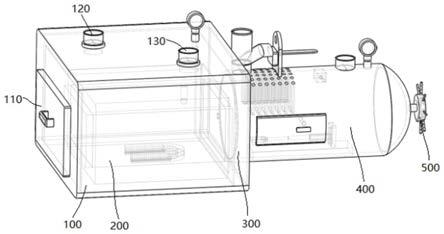
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图;图1是本发明的优选实施例的透视图;图2是本发明的优选实施例的烧结腔的透视图;图3是本发明的优选实施例的淬火腔的透视图;图4是本发明的优选实施例的叉桨装置的立体结构图;图中:100、钟罩;110、钟罩门;120、进气口;130、排气口;200、烧结腔;210、进料门;220、承载台;221、凹槽;222、加热元件;230、热电偶探头;240、出料门;300、环形腔;400、淬火腔;410、腔室门;420、叉桨装置;421、叉桨;422、滑动装置;423、伸缩器;430、支撑钎;440、轮廓传感器;450、进气通道;451、气体温度调节器;460、气压表;470、排气通道;480、红外测温探头;490、侧壁门;500、回转装置。
具体实施方式
[0029]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0030]
在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
[0031]
在本申请的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请保护范围的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明创造的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0032]
在本申请的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本申请中的具体含义。
[0033]
如图1所示,一种具有气相淬火功能的烧结炉,烧结炉包括箱式密封钟罩100、设置于钟罩100内部的烧结腔200、与钟罩100相连通的淬火腔400以及转动淬火腔400的回转装置500,钟罩100内还设置有一环形腔300,以连接烧结腔200和淬火腔400。箱式钟罩100起到密封和保温作用。箱式烧结炉能够加热烧结样品。环形腔300的外形与腔室门410形状相一致,环形腔300内置真空泵以产生真空负压,防止淬火腔400的气体流入钟罩100区域和烧结腔200,通入气体可以通过环形腔300的负压作用,可以减缓强氧化气氛对烧结炉加热元件222的老化;同时环形腔300的负压作用,也可以防止钟罩100内的气体进入淬火腔400室,从而确保淬火腔400内的气体的准度。淬火腔400提供气氛淬火,回转装置500为驱动电机或回转舵。
[0034]
钟罩100上设置有钟罩门110、进气口120以及排气口130。环形腔300设置在腔室门410靠近钟罩100一侧。钟罩门110用于样品进料通道入口,进气口120用于通入气体,排气口130用于排气或抽真空的接口,钟罩100上设置有一气压表460用于监控钟罩100内气压。
[0035]
如图2所示,烧结腔200包括:进料门210、出料门240、设置于烧结腔200底部的承载台220以及加热元件222;进料门210可以侧开或者向上滑动开启,出料门240通过设置的相应轨道向上开启,向上开启的高度根据样品的大小进行调节。烧结腔200底部的承载台220上设置有一凹槽221,同时凹槽221可以使叉桨421的前叉插入,以取出烧结样品。加热元件222内嵌于凹槽221或四面腔壁布置或左右对面腔壁布置。烧结腔200内部还设置有热电偶探头230,热电偶探头230与加热温控系统连接,以监控烧结腔200内温度。
[0036]
如图3所示,淬火腔400包括:连通钟罩100和淬火腔400的腔室门410、用于取出淬火后样品的侧壁门490、叉桨装置420以及设置于腔体上穹顶的若干支撑钎430和轮廓传感器440;支撑钎430能够伸缩。
[0037]
淬火腔400上设置有进气通道450和排气通道470,进气通道450用于通入淬火的气体,排气通道470用于排气,排气通道470通过单向气体阀门保证气体只出不进。
[0038]
淬火腔400上还设置有调节通入气体温度的气体温度调节器451、测试样品温度的红外测温探头480以及监控淬火腔400气压的气压表460。气体温度调节器451使用液氮
‑
加热联合系统,调节气体的温度为
‑
150℃~800℃。腔室门410设置在淬火腔400室和钟罩100的连接处,开门方式可以侧开或者向上平移开启。
[0039]
轮廓传感器440检测样品表面轮廓,轮廓传感器440输送样品轮廓信号至高度调节系统,高度调节系统独立调整每个支撑钎430的伸缩高度,以配合不同的样品尺寸并抵住样品。回转装置500带动淬火腔400旋转0
‑
360
°
,待气相淬火一定时间后,回转装置500调整淬火腔400旋转一定角度,以调整样品的放置姿态,保证样品的每个部位均与气体气氛充分接触并充分降温。
[0040]
如图4所示,叉桨装置420固定于淬火腔400内,叉桨装置420包括;叉桨421以及分别控制叉桨421上下移动和前后伸缩的滑动装置422和伸缩器423;通过烧结腔200的承载台220和叉桨421的配合,叉桨421可以前后、上下移动:向前向下伸进承载台220上设置的凹槽221,然后上升、后退到淬火腔400,完成将样品从烧结腔200中转移到淬火腔400中,操作简易,可以减少外界因素的影响。叉桨421为u形或v形结构,叉桨421与凹槽221形状相配合。
[0041]
本发明还提供了一种具有气相淬火功能的烧结炉的淬火工艺,其特征在于,包括以下步骤:s1、将样品置于烧结腔200的承载台220上的凹槽221上方,加热元件222对样品加热处理时,关闭钟罩门110并向钟罩100内通入气体,使烧结腔200处于所通入气体的气氛中,并对钟罩100及烧结腔200进行温度、气压参数监控;s2、对样品加热处理后,需要对样品进行气相淬火时,打开腔室门410,并向淬火腔400通入预定温度和预定种类的气体;s3、向上开启烧结腔200的出料门240,叉桨421上下移动和前后伸缩,使得叉桨421伸入承载台220的凹槽221中,向上抬升托起样品,然后移载至淬火腔400室内进行气相淬火,并当样品完全进入淬火腔400时,关闭腔室门410;s4、根据轮廓传感器440的信号调整每个支撑钎430的伸缩高度,以抵住样品;回转装置500带动淬火腔400旋转0
‑
360
°
,待气相淬火一定时间后,回转装置500调整淬火腔400旋转一定角度,以调整样品的放置姿态,当完成对样品的气相淬火后,通过淬火腔400侧壁门490取出样品。
[0042]
需要说明的是,在s1中,为了保证烧结腔的温度,可以调节进料门和出料门的关开程度,或者关闭门后,通过门处的缝隙使烧结腔200内处于钟罩100内的气体气氛中。在s2中,打开腔室门410,同时环形腔300内产生真空负压,防止淬火腔400的气体流入钟罩和烧结腔200。通过控制通入到淬火腔400中气体的温度、气压参数,能够设定更宽温度范围的工艺参数,使高温的样品直接置于
‑
150℃~800℃的气体气氛中。
[0043]
以上依据本发明的理想实施例为启示,通过上述的说明内容,相关人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1