一种顶吹炉喷枪及其专项维修方法与流程
1.本发明涉及喷枪技术领域,特别涉及一种顶吹炉喷枪及其专项维修方法。
背景技术:
2.喷枪为顶吹熔池熔炼炉的关键部件。生产时需将喷枪下降插入炉内高温熔池,向炉内喷入燃料、空气或富氧空气,并起到搅拌熔池的作用,生产结束或紧急停炉时需将喷枪提出炉外。而现有顶吹炉喷枪在使用过程中往往存在以下问题:1.现有喷枪多以重油或粉煤为燃料,在制造工艺和技术要求上受到较大限制;2.现有喷枪不能使喷出的原料和燃料在溶池中得到有效的扩散和雾化,起不到良好的搅拌作用;3.现有顶吹炉喷枪在经过一段时间的使用出现损坏时,都是直接对损坏的顶吹炉喷枪进行更换,不会对其喷枪进行维修操作,使得生产成本增加。
技术实现要素:
3.本发明的主要目的在于提供一种顶吹炉喷枪及其专项维修方法,可以有效解决背景技术中的问题。
4.为实现上述目的,本发明采取的技术方案为:
5.一种顶吹炉喷枪,包括一号外套管,所述一号外套管左端固定连接有二号外套管,所述二号外套管外表面左侧固定安装有定位座板,所述定位座板右端固定安装有套环,所述定位座板左端中部设置有套筒风管件,所述套筒风管件左端设置有工艺风管件,所述工艺风管件左端设置有氧气管件,所述氧气管件左端设置有天然气件,所述天然气件左部固定安装有吊装外壳,所述吊装外壳左端固定安装有吊装钩,所述天然气件右端贯穿氧气管件中部并延伸至氧气管件右方,所述氧气管件右端贯穿工艺风管件中部,所述工艺风管件依次贯穿套筒风管件内部、二号外套管内部和一号外套管内部并延伸至天然气件右方,所述天然气件和氧气管件之间螺纹连接有若干四号紧固螺丝,所述氧气管件和工艺风管件之间螺纹连接有若干三号紧固螺丝,所述工艺风管件和套筒风管件之间螺纹连接有若干二号紧固螺丝,所述套筒风管件和定位座板之间螺纹连接有若干一号紧固螺丝,所述氧气管件内壁右部和工艺风管件内壁右部均固定安装有若干旋流叶片。
6.优选的,所述天然气件包括天然气输送管,所述天然气输送管上端右部固定连接有天然气管道,所述天然气输送管左端固定安装有火焰检测器,所述天然气管道右端固定安装有天然气喷嘴,所述天然气输送管外表面左部固定安装有一号法兰盘,且一号法兰盘位于天然气管道右方。
7.优选的,所述天然气管道上端贯穿吊装外壳上部,所述火焰检测器位于吊装外壳内部。
8.优选的,所述氧气管件包括二号法兰盘,所述二号法兰盘右端固定安装有氧气输送管,所述氧气输送管右端固定安装有三号法兰盘,所述三号法兰盘右端固定连接有一号内套管,所述氧气输送管外表面中部固定安装有氧气管道,且天然气输送管右端贯穿氧气
管道中部,所述氧气管道与天然气输送管之间不接触,所述二号法兰盘与一号法兰盘之间通过若干四号紧固螺丝螺纹连接。
9.优选的,所述工艺风管件包括五号法兰盘,所述五号法兰盘右端固定安装有一号输送风管,所述一号输送风管右端固定安装有三号法兰盘,所述三号法兰盘右端固定连接有二号内套管,所述一号输送风管外表面中部固定安装有一号风管道,所述二号内套管套接于一号内套管外部,且二号内套管与一号内套管之间不接触,所述五号法兰盘与三号法兰盘之间通过若干三号紧固螺丝螺纹连接。
10.优选的,所述套筒风管件包括六号法兰盘,所述六号法兰盘右端固定连接有二号输送风管,所述二号输送风管右端固定连接有安装盘,所述二号输送风管外表面中部固定安装有二号风管道。
11.优选的,所述安装盘位于定位座板左端,且安装盘与定位座板之间通过若干一号紧固螺丝螺纹连接,所述六号法兰盘与四号法兰盘之间通过若干二号紧固螺丝螺纹连接。
12.一种顶吹炉喷枪的专项维修方法,包括以下步骤:
13.步骤一、检查喷枪外部烧损情况,将喷枪从熔炉中提上来,然后检查喷枪烧损情况;
14.步骤二、天然气件的检查,将检查过后的喷枪上的若干四号紧固螺丝拧开,此时一号法兰盘与二号法兰盘实现拆分,工作人员手持吊装外壳并施加一个向左的拉力,将带有天然气件的吊装外壳从氧气管件内部抽出,对天然气件上的天然气喷嘴、天然气输送管和天然气管道分别进行检查;
15.步骤三、氧气管件的检查,将步骤二中天然气件拆除过后,拧开若干三号紧固螺丝,此时三号法兰盘与五号法兰盘实现拆分,工作人员手持二号法兰盘并施加一个向左的拉力,将氧气管件从工艺风管件内部抽出,然后对氧气管件上的氧气输送管、氧气管道和一号内套管分别进行检查;
16.步骤四、工艺风管件的检查,将步骤三中氧气管件拆除过后,拧开若干二号紧固螺丝,此时四号法兰盘与六号法兰盘实现拆分,工作人员手持五号法兰盘并施加一个向左的拉力,将工艺风管件从套筒风管件内部抽出,然后对氧气管件上的一号风管道、一号输送风管和二号内套管分别进行检查;
17.步骤五、套筒风管件的检查,将步骤四中工艺风管件拆除过后,拧开若干一号紧固螺丝,此时安装盘与定位座板实现拆分,工作人员手持六号法兰盘并施加一个向左的拉力,将套筒风管件从定位座板上拆除,然后对套筒风管件上的二号输送风管和二号风管道分别进行检查;
18.步骤六、喷枪的专项维修,当喷枪一号外套管、二号外套管和天然气喷嘴出现烧损情况时,判定喷枪为小修维保等级,对喷枪进行现场维修保养,更换损坏的一号外套管、二号外套管和天然气喷嘴,当天然气输送管、天然气喷嘴、天然气管道、氧气输送管、氧气管道、一号内套管、一号风管道、一号输送风管、二号内套管、二号输送风管、二号风管道和内部结构有着较大程度的烧损和变形时,判定喷枪为中修维保等级,需对部分枪管及旋流叶片和天然气喷嘴进行重新校正和更换,并将喷枪运到维修厂部进行修复翻新,当天然气输送管、天然气喷嘴、天然气管道、氧气输送管、氧气管道、一号内套管、一号风管道、一号输送风管、二号内套管、二号输送风管、二号风管道和内部结构有着严重变形和弯曲损坏时,判
定喷枪为大修维保等级,将损坏的喷枪运到修理厂部进行整体拆解修复,对于严重损坏部件需要整体更换后得到全新状态。
19.与现有技术相比,本发明具有如下有益效果:
20.1、本发明中,通过向天然气管道内输送天然气,并利用天然气输送管进行输送,使得天然气从天然气喷嘴喷出,与传统以重油或粉煤作为燃料的喷枪相比,在制造工艺和技术要求上都有了较大改进,喷枪使用时间在溶池中生产周期由从前的7
‑
15天,提高到现在的30
‑
40天,不但减少了喷枪使用成本,也提高了企业的产能产量。
21.2、本发明中,通过在氧气管件内壁右部和工艺风管件内壁右部设置若干旋流叶片,使若干旋流叶片通过工艺风的旋转,使喷枪在高温溶池中均匀有规律的扭动,使原料和燃料等都能在溶池中得到有效的扩散和雾化。
22.3、本发明中,通过多个紧固螺丝分别对天然气件、氧气管件、工艺风管件和套筒风管件进行拆卸检查,并根据喷枪套管和内部结构的损坏情况判断喷枪维修等级,实现喷枪的专项维修,避免直接对损坏的顶吹炉喷枪进行更换,节省生产成本。
附图说明
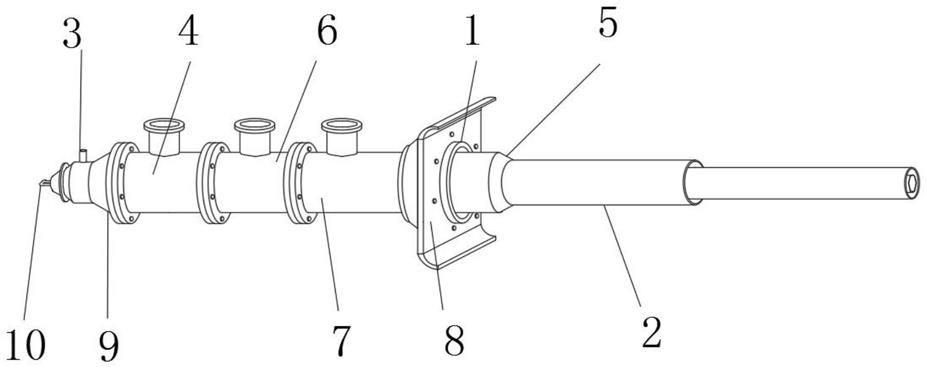
23.图1为本发明一种顶吹炉喷枪及其专项维修方法的整体结构图;
24.图2为本发明一种顶吹炉喷枪及其专项维修方法的内部结构示意图;
25.图3为本发明一种顶吹炉喷枪及其专项维修方法的天然气件的结构示意图;
26.图4为本发明一种顶吹炉喷枪及其专项维修方法的氧气管件的结构示意图;
27.图5为本发明一种顶吹炉喷枪及其专项维修方法的工艺风管件的结构示意图;
28.图6为本发明一种顶吹炉喷枪及其专项维修方法的套筒风管件与定位座板之间的连接示意图。
29.图中:1、套环;2、一号外套管;3、天然气件;4、氧气管件;5、二号外套管;6、工艺风管件;7、套筒风管件;8、定位座板;9、吊装外壳;10、吊装钩;11、一号紧固螺丝;12、二号紧固螺丝;13、三号紧固螺丝;14、四号紧固螺丝;15、旋流叶片;31、天然气输送管;32、天然气管道;33、火焰检测器;34、一号法兰盘;35、天然气喷嘴;41、二号法兰盘;42、氧气管道;43、三号法兰盘;44、氧气输送管;45、一号内套管;61、四号法兰盘;62、一号输送风管;63、一号风管道;64、二号内套管;65、五号法兰盘;71、六号法兰盘;72、二号输送风管;73、二号风管道;74、安装盘。
具体实施方式
30.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
31.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
32.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设
置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
33.如图1
‑
6所示,一种顶吹炉喷枪,包括一号外套管2,一号外套管2左端固定连接有二号外套管5,二号外套管5外表面左侧固定安装有定位座板8,定位座板8右端固定安装有套环1,定位座板8左端中部设置有套筒风管件7,套筒风管件7左端设置有工艺风管件6,工艺风管件6左端设置有氧气管件4,氧气管件4左端设置有天然气件3,天然气件3左部固定安装有吊装外壳9,吊装外壳9左端固定安装有吊装钩10,天然气件3右端贯穿氧气管件4中部并延伸至氧气管件4右方,氧气管件4右端贯穿工艺风管件6中部,工艺风管件6依次贯穿套筒风管件7内部、二号外套管5内部和一号外套管2内部并延伸至天然气件3右方,天然气件3和氧气管件4之间螺纹连接有若干四号紧固螺丝14,氧气管件4和工艺风管件6之间螺纹连接有若干三号紧固螺丝13,工艺风管件6和套筒风管件7之间螺纹连接有若干二号紧固螺丝12,套筒风管件7和定位座板8之间螺纹连接有若干一号紧固螺丝11,氧气管件4内壁右部和工艺风管件6内壁右部均固定安装有若干旋流叶片15。
34.天然气件3包括天然气输送管31,天然气输送管31上端右部固定连接有天然气管道32,天然气输送管31左端固定安装有火焰检测器33,天然气管道32右端固定安装有天然气喷嘴35,天然气输送管31外表面左部固定安装有一号法兰盘34,且一号法兰盘34位于天然气管道32右方;天然气管道32上端贯穿吊装外壳9上部,火焰检测器33位于吊装外壳9内部,该天然气输送管31内部以天然气为主要燃料,与重油或粉煤为燃料的喷枪相比在制造工艺和技术要求上都有了较大改进;氧气管件4包括二号法兰盘41,二号法兰盘41右端固定安装有氧气输送管44,氧气输送管44右端固定安装有三号法兰盘43,三号法兰盘43右端固定连接有一号内套管45,氧气输送管44外表面中部固定安装有氧气管道42,且天然气输送管31右端贯穿氧气管道42中部,氧气管道42与天然气输送管31之间不接触,二号法兰盘41与一号法兰盘34之间通过若干四号紧固螺丝14螺纹连接,氧气输送管44为助燃作用;工艺风管件6包括五号法兰盘65,五号法兰盘65右端固定安装有一号输送风管62,一号输送风管62右端固定安装有三号法兰盘43,三号法兰盘43右端固定连接有二号内套管64,一号输送风管62外表面中部固定安装有一号风管道63,二号内套管64套接于一号内套管45外部,且二号内套管64与一号内套管45之间不接触,五号法兰盘65与三号法兰盘43之间通过若干三号紧固螺丝13螺纹连接,工艺风管件6起到助氧冶炼及喷枪管出口保护作用;套筒风管件7包括六号法兰盘71,六号法兰盘71右端固定连接有二号输送风管72,二号输送风管72右端固定连接有安装盘74,二号输送风管72外表面中部固定安装有二号风管道73,套筒风管件7起到枪筒冷却及产生负压减少烟气排放的作用;为了实现套筒风管件7的安装连接,安装盘74位于定位座板8左端,且安装盘74与定位座板8之间通过若干一号紧固螺丝11螺纹连接,六号法兰盘71与四号法兰盘61之间通过若干二号紧固螺丝12螺纹连接。
35.一种顶吹炉喷枪的专项维修方法,包括以下步骤:
36.步骤一、检查喷枪外部烧损情况,将喷枪从熔炉中提上来,然后检查喷枪烧损情况;
37.步骤二、天然气件3的检查,将检查过后的喷枪上的若干四号紧固螺丝14拧开,此
时一号法兰盘34与二号法兰盘41实现拆分,工作人员手持吊装外壳9并施加一个向左的拉力,将带有天然气件3的吊装外壳9从氧气管件4内部抽出,对天然气件3上的天然气喷嘴35、天然气输送管31和天然气管道32分别进行检查;
38.步骤三、氧气管件4的检查,将步骤二中天然气件3拆除过后,拧开若干三号紧固螺丝13,此时三号法兰盘43与五号法兰盘65实现拆分,工作人员手持二号法兰盘41并施加一个向左的拉力,将氧气管件4从工艺风管件6内部抽出,然后对氧气管件4上的氧气输送管44、氧气管道42和一号内套管45分别进行检查;
39.步骤四、工艺风管件6的检查,将步骤三中氧气管件4拆除过后,拧开若干二号紧固螺丝12,此时四号法兰盘61与六号法兰盘71实现拆分,工作人员手持五号法兰盘65并施加一个向左的拉力,将工艺风管件6从套筒风管件7内部抽出,然后对氧气管件4上的一号风管道63、一号输送风管62和二号内套管64分别进行检查;
40.步骤五、套筒风管件7的检查,将步骤四中工艺风管件6拆除过后,拧开若干一号紧固螺丝11,此时安装盘74与定位座板8实现拆分,工作人员手持六号法兰盘71并施加一个向左的拉力,将套筒风管件7从定位座板8上拆除,然后对套筒风管件7上的二号输送风管72和二号风管道73分别进行检查;
41.步骤六、喷枪的专项维修,当喷枪一号外套管2、二号外套管5和天然气喷嘴35出现烧损情况时,判定喷枪为小修维保等级,对喷枪进行现场维修保养,更换损坏的一号外套管2、二号外套管5和天然气喷嘴35,当天然气输送管31、天然气喷嘴35、天然气管道32、氧气输送管44、氧气管道42、一号内套管45、一号风管道63、一号输送风管62、二号内套管64、二号输送风管72、二号风管道73和内部结构有着较大程度的烧损和变形时,判定喷枪为中修维保等级,需对部分枪管及旋流叶片15和天然气喷嘴35进行重新校正和更换,并将喷枪运到维修厂部进行修复翻新,当天然气输送管31、天然气喷嘴35、天然气管道32、氧气输送管44、氧气管道42、一号内套管45、一号风管道63、一号输送风管62、二号内套管64、二号输送风管72、二号风管道73和内部结构有着严重变形和弯曲损坏时,判定喷枪为大修维保等级,将损坏的喷枪运到修理厂部进行整体拆解修复,对于严重损坏部件需要整体更换后得到全新状态。
42.需要说明的是,本发明为一种顶吹炉喷枪及其专项维修方法,首先将喷枪从熔炉中提上来,检查喷枪烧损情况,然后将检查过后的喷枪上的若干四号紧固螺丝14拧开,此时一号法兰盘34与二号法兰盘41实现拆分,工作人员手持吊装外壳9并施加一个向左的拉力,将带有天然气件3的吊装外壳9从氧气管件4内部抽出,对天然气件3上的天然气喷嘴35、天然气输送管31和天然气管道32分别进行检查,当天然气件3拆除过后,拧开若干三号紧固螺丝13,此时三号法兰盘43与五号法兰盘65实现拆分,工作人员手持二号法兰盘41并施加一个向左的拉力,将氧气管件4从工艺风管件6内部抽出,然后对氧气管件4上的氧气输送管44、氧气管道42和一号内套管45分别进行检查,当氧气管件4拆除过后,拧开若干二号紧固螺丝12,此时四号法兰盘61与六号法兰盘71实现拆分,工作人员手持五号法兰盘65并施加一个向左的拉力,将工艺风管件6从套筒风管件7内部抽出,然后对氧气管件4上的一号风管道63、一号输送风管62和二号内套管64分别进行检查,当工艺风管件6拆除过后,拧开若干一号紧固螺丝11,此时安装盘74与定位座板8实现拆分,工作人员手持六号法兰盘71并施加一个向左的拉力,将套筒风管件7从定位座板8上拆除,然后对套筒风管件7上的二号输送风
管72和二号风管道73分别进行检查,当喷枪一号外套管2、二号外套管5和天然气喷嘴35出现烧损情况时,对喷枪进行现场维修保养,更换损坏的一号外套管2、二号外套管5和天然气喷嘴35,当天然气输送管31、天然气喷嘴35、天然气管道32、氧气输送管44、氧气管道42、一号内套管45、一号风管道63、一号输送风管62、二号内套管64、二号输送风管72、二号风管道73和内部结构有着较大程度的烧损和变形时,需对部分枪管及旋流叶片15和天然气喷嘴35进行重新校正和更换,并将喷枪运到维修厂部进行修复翻新,当天然气输送管31、天然气喷嘴35、天然气管道32、氧气输送管44、氧气管道42、一号内套管45、一号风管道63、一号输送风管62、二号内套管64、二号输送风管72、二号风管道73和内部结构有着严重变形和弯曲损坏时,将损坏的喷枪运到修理厂部进行整体拆解修复,对于严重损坏部件需要整体更换后得到全新状态。
43.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1