一种烧结机台车栏板及定位安装方法与流程
1.本发明涉及高温球团矿烧结设备,尤其涉及一种高温球团矿烧结设备用烧结台车栏板及定位安装方法。
背景技术:
2.烧结机是高温球团矿烧结的主要设备,烧结台车是烧结机主要运行部件,主要作用是在烧结机头尾轮间组成运行回转链,在上部水平段接受烧结混合物料,经预热点燃、烧结、冷却、翻料后,返程回到头轮,形成传动循环,达到烧结物料之目的。
3.为提高烧结矿产能,满足高炉提高烧结矿配比后对烧结矿产量的需求,许多炼铁厂对烧结车间烧结机进行扩容改造,炼铁厂家烧结线扩容导致栏板与点火装置之间间隙比较小。烧结机台车上部两侧安装有栏板,栏板与台车体之间采用螺栓固定,由于螺栓与螺栓孔之间有间隙,烧结机台车体运行过程中栏板受到物料的作用力及热作用导致螺栓垫片变形、螺栓松动引起栏板向外侧倾斜与点火装置相刮碰,影响生产正常运行。另外现有栏板极其容易产生裂纹,影响栏板使用寿命。
技术实现要素:
4.为了克服现有技术的不足,本发明提供一种烧结机台车栏板及定位安装方法。避免台车栏板在使用过程中产生松动、向外侧倾斜及与其他装置相刮碰;防止栏板上部产生裂纹,提高栏板使用寿命。
5.为了达到上述目的,本发明采用以下技术方案实现:
6.一种烧结机台车栏板连接结构,包括台车、栏板与定位销;所述栏板底部下法兰设有多个栏板定位销孔与螺栓孔,栏板定位销孔与定位销适配,栏板顶部设有加强筋板;所述台车上法兰设有多个与栏板定位销孔相应的台车定位销孔与螺栓孔,其中一个台车定位销孔为长条形台车定位销孔;台车与栏板通过定位销、螺栓相连。
7.所述定位销上部为圆锥销,下部为螺柱。
8.所述栏板底部下法兰设有两个栏板定位销孔,台车上法兰设有两个台车定位销孔,台车定位销孔位置与栏板定位销孔相应;所述两个栏板定位销孔均为圆锥孔,两个台车定位销孔一个为圆锥孔,另一个为长条形圆锥孔。
9.所述加强筋的厚度大于栏板壁厚。
10.一种烧结机台车栏板定位安装方法,具体包括:
11.1)根据烧结机台车与栏板的规格尺寸,确定定位销的尺寸,每个栏板设置两个定位销;
12.2)采用圆锥定位销,定位销采用t10a或20号钢表面渗碳淬火;
13.3)在栏板底部下法兰开两个圆锥孔,在烧结机台车上部与栏板相连接部位法兰上与栏板定位销孔相对应位置开一个圆锥孔和一个长条形圆锥孔;
14.4)按圆锥孔的尺寸相对应制做圆锥销,圆锥销的下部设有螺柱;
15.5)安装和更换栏板时,将栏板定位销孔与台车体定位销孔对正插入定位销,用锤子敲打使定位销与销孔结合严密,定位销下部螺柱拧上螺母;
16.6)按照栏板下法兰和台车上法兰开孔大小和位置用螺栓、螺母、垫片将栏板和台车连接固定。
17.与现有技术相比,本发明的有益效果是:
18.1)本发明烧结机台车栏板与台车体的联接除采用螺栓外,增加定位销,定位销与销孔在受力方向上与销孔没有间隙,能抵抗栏板受到的向外作用力,因此能防止栏板由于螺栓松动引起的栏板倾斜,并且能够减轻联接螺栓的松动。
19.2)现有栏板均是在上部产生裂纹,在栏板上部设有加强筋,可防止栏板上部产生裂纹,提高栏板使用寿命
20.2)本发明设有长条形圆锥孔,栏板安装方便,栏板在高温工作状态下能自由膨胀和收缩。
21.3)定位销下部设有螺柱,在螺柱上拧上螺母,防止定位销在烧结机台车体在运行过程中松动和脱落。
附图说明
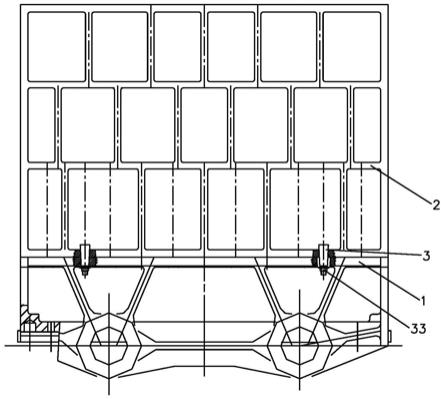
22.图1是本发明结构示意主视剖视图;
23.图2是本发明栏板结构示意主视图;
24.图3是本发明栏板结构示意侧视图;
25.图4是本发明栏板结构示意俯视图;
26.图5是本发明台车结构示意主视图;
27.图6是本发明台车结构示意侧视图;
28.图7是本发明台车结构示意俯视图;
29.图8是本发明定位销结构示意图。
30.图中:1
‑
台车 2
‑
栏板 3
‑
定位销 11
‑
上法兰 12
‑
圆锥孔 13
‑
长条形圆锥孔 21
‑
下法兰 22
‑
栏板定位销孔 23
‑
螺栓孔 24
‑
加强筋 31
‑
圆锥销 32
‑
螺柱 33
‑
螺母
具体实施方式
31.下面对本发明的具体实施方式作进一步说明,但不用来限制本发明的范围:
32.如图1所示,一种烧结机台车栏板连接结构,包括台车1、栏板2与定位销3。
33.如图8所示,定位销3上部为圆锥销31,下部为螺柱32。
34.如图2~4所示,栏板底部下法兰21两侧对称设有两个栏板定位销孔22,两个栏板定位销22均为圆锥孔,栏板定位销孔22与圆锥销31适配,栏板底部下法兰21设有多个螺栓孔23。栏板2顶部设有加强筋24,加强筋24的厚度大于栏板2壁厚,加强筋24可防止栏板2上部产生裂纹,提高栏板2使用寿命。
35.如图5~7所示,台车1上法兰11设有两个台车定位销孔,台车定位销孔位置与栏板定位销孔22相应。两个台车定位销孔一个为圆锥孔12,另一个为长条形圆锥孔13。
36.如图1~8所示,一种烧结机台车栏板定位安装方法,具体包括:
37.1)根据烧结机台车1与栏板2的规格尺寸,确定定位销3的尺寸,每个栏板2设置两
个定位销3。
38.2)采用圆锥定位销,定位销3采用t10a或20号钢表面渗碳淬火。
39.3)在栏板2底部下法兰21开两个栏板定位销孔22,在在烧结机台车1上部与栏板相联接部位上法兰11板销孔相对应位置开一个圆锥孔12个长条形圆锥孔13;开一个长条形圆锥孔13是为了栏板2安装方便和栏板2在高温工作状态下能自由膨胀和收缩。
40.4)按圆锥孔的尺寸相对应制做圆锥销31,圆锥销的下部为螺柱32。
41.5)安装和更换栏板2时,将栏板定位销孔22与台车体定位销孔对正插入定位销3,用锤子敲打使定位销3与销孔结合严密,定位销3下部螺柱拧上螺母33;防止定位销3在烧结机台车1在运行过程中松动和脱落。
42.6)按照栏板2下法兰21和台车1上法兰11开孔大小和位置用螺栓、螺母、垫片将栏板2和台车1联接固定。
43.本发明避免台车栏板2在使用过程中产生松动、向外侧倾斜及与其他装置相刮碰;防止栏板2上部产生裂纹,提高栏板2使用寿命。
44.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1