一种散热器埋热管结构的制作方法
1.本实用新型涉及散热器生产技术领域,具体涉及一种散热器埋热管结构。
背景技术:
2.现有的散热器通常采用热管来传递热量,而目前散热器埋热管结构通常为在散热器基台上开槽,然后将热管直接挤压进槽内,所开的槽与所要埋入的热管尺寸对应关系没有精确的执行标准,于是会形成大量缝隙空间,热管在重力作用下即可脱离散热器,需要填充大量胶体才能保证热管在槽内的固定。但是上述方案存在较多的缺陷:
3.1、胶体的传热性能较差,大量的胶体会相对降低散热器整体的散热性能;
4.2、钎焊成本特别高,实际情况中大批量的用钎焊填充需要很高的成本;
5.3、将热管挤压进槽的方式容易对散热器的齿片造成破坏,造成实际加工中次品率过高。
6.因此,亟待需要一种可无需胶体和钎焊填充,减少对散热器翅片损坏,提高良品率的埋热管结构。
技术实现要素:
7.本实用新型的目的是针对现有技术中存在的上述问题,提供了一种散热器埋热管结构。
8.为了实现上述实用新型目的,本实用新型采用了以下技术方案:一种散热器埋热管结构包括型材坯料和热管;所述型材坯料包括基台和设于基台底部的翅片,所述基台上设有热管槽,所述热管槽的入口部分宽度大于等于热管的外径,所述热管外周长与所述热管槽的截面周长相等;所述热管通过滚压工艺/热胀冷缩工艺埋入所述热管槽内。
9.加工工艺包括以下步骤:
10.s100:在基台上加工出热管槽,其中所述热管槽的入口部分宽度大于等于热管的外径,且所述热管外周长与所述热管槽的截面周长相等;
11.s200:将所述热管预处理;
12.s300:将所述热管埋入到所述热管槽内并通过滚压工艺/热胀冷缩工艺成型。
13.工作原理及有益效果:1、相比现有技术通过直接将热管挤压进热管槽的方式,本方案通过限定热管槽的尺寸,再配合滚压或热胀冷缩工艺,使得热管能够快速进入到热管槽内并与热管槽的内壁完全贴合,几乎不留间隙,因此无需任何填充剂,显著提高了传热效果和散热性能,且两种工艺对基台上的翅片损伤极小几乎可以忽略,大大提高了良品率;
14.2、通过对热管进行预处理的方式,可更加顺畅和方便地将热管安装在热管槽内,提高加工效率,减少对热管的损伤;
15.3、热管槽横截面周长与热管的外周长一致,可保证在热管完全埋入后热管与热管槽之间几乎无任何间隙。
16.进一步地,所述热管预处理方式为将热管加热并且微形变。通过此步骤,通过加热
来增强热管的可塑性,从而通过其他设备或工具可方便地对热管进行微形变加工,例如将热管边缘一压平一段,在热管滚压时,可先从中间部位进行塌陷,使其能够很好地贴合在热管槽的底面,从而方便后续的滚压工艺,提高与热管槽的贴合效果。若不进行微形变,则热管在滚压时会现在两侧边进行塌陷,容易导致热管无法很好地贴合热管槽。
17.进一步地,将所述微形变后的热管对心放置于热管槽内,通过滚压轮将热管压平并与热管槽完全贴合。此步骤,可将热管平放时底部与热管槽接触面压平至热管的左右两侧边缘刚好与热管槽的入口槽接触,只要将热管放置在热管槽内后就可自动实现对心放置,无需手动调节,显著减低了加工时间,也提高了加工效率和加工质量。
18.进一步地,所述滚压轮采用反复滚压加振动处理的方式对热管进行处理。通过滚压加振动的方式,可更好地将热管压入到热管槽内,相比直接下压的方式,本方案翅片受力更小且均匀,对翅片的损伤几乎可以忽略不计,显著提高了良品率。
19.进一步地,所述热管预处理方式为将热管成型成与热管槽横截面相同的形状。此设置,热管可完全贴合热管槽的内壁。
20.进一步地,通过对基台加热使得所述热管槽膨胀,并通过对所述热管进行冷却使其收缩,将成型后的热管放置于所述热管槽内。通过热胀原理使得热管槽变形增大,可经过多次试验将变形后的热管槽控制到入口槽宽度大于等于预处理后热管的最大宽度,记录好加热温度和加热时间以及对应的热管和基台材料组合即可,试验出最佳的配合后,如此可轻松放入热管,对于翅片的无任何损伤。
21.进一步地,将所述热管对心放置于所述膨胀后的热管槽内后,通过对基台进行冷缩工艺将所述膨胀后的热管槽收缩至完成贴合热管。只要将热管放入热管槽内后,通过冷缩原理可自动实现热管槽与热管贴合,贴合效果好。
22.进一步地,所述热管槽的加工过程为:
23.s110:通过cnc加工铣出直槽;
24.s120:通过cnc加工铣出曲面槽形成热管槽。
25.上述步骤,可加工出无任何死角的热管槽,从而完全避免与常见的弧形或圆形热管之间的间隙。
26.进一步地,所述热管槽的横截面尺寸通过所述热管确定,计算公式为:
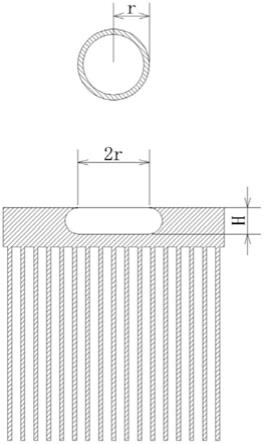
27.其中h表示所述热管槽横截面槽高,r表示热管的半径,所述热管槽横截面的入口槽宽为2r,所述热管槽的最大槽宽为2r+h。通过上述公式,可方便快速地确定热管槽的尺寸。
28.进一步地,所述基台材料为铝合金或铜合金。选用上述材料,综合性价比较高。
附图说明
29.图1是现有技术的示意图;
30.图2是本实用新型的热管槽加工示意图;
31.图3是本实用新型实施例1的工艺流程示意图;
32.图4是本实用新型实施例2的工艺流程示意图;
33.图5是本实用新型热管槽的尺寸示意图;
34.图6是本实用新型另一种实施例的示意图。
35.图中,1、热管;2、型材坯料;3、热管槽;4、基台;5、翅片;6、滚压轮。
具体实施方式
36.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型保护的范围。
37.本领域技术人员应理解的是,在本实用新型的披露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本实用新型的限制。
38.如图1所示,此图为现有技术的示意图,直接将热管1压入到热管槽3内,对于热管1和翅片5的损害均较大,且需要填充剂,热传递效果较差。
39.鉴于此,本发明提供了以下几种实施例。
40.实施例1:请参阅图3,本散热器埋热管1方法包括以下步骤:
41.s100:请参阅图2,在基台4上加工出热管槽3,其中热管槽3的入口部分宽度大于等于热管1的外径,且热管1外周长与热管槽3的截面周长相等,其中基台4选用6061或6063,这里的基台4也就是型材坯料2,型材坯料2包括了基台4和基台4下方的翅片5;
42.请参阅图5,优选地,热管槽3的横截面尺寸通过热管1确定,计算公式为:
43.其中h表示热管槽3横截面槽高,r表示热管1的半径,热管槽3横截面的入口槽宽为2r,热管槽3的最大槽宽为2r+h。通过上述公式,可方便快速地确定热管槽3的尺寸。
44.s110:请参阅图2,通过cnc用键槽铣刀铣出直槽;
45.s120:通过cnc用球形铣刀铣出曲面槽形成热管槽3。上述步骤,可加工出无任何死角的热管槽3,从而完全避免与常见的弧形或圆形热管1之间的间隙。
46.s200:将热管1预处理,其中热管1预处理方式为将热管1加热并且加工使其微形变。通过此步骤,通过加热来增强热管1的可塑性,从而通过其他设备或工具可方便地对热管1进行微形变加工,例如将热管1边缘一压平一段,使其能够很好地贴合在热管槽3的底面,从而方便后续的滚压工艺,提高与热管槽3的贴合效果;
47.s300:将热管1埋入到热管槽3内并通过滚压工艺成型。
48.s310:作为s300步骤的进一步细化工艺,将微形变后的热管1对心放置于热管槽3内,通过滚压轮6设备将热管1压平并与热管槽3完全贴合。此步骤,可将热管1平放时底部与热管槽3接触面压平至热管1的左右两侧边缘刚好与热管槽3的入口槽接触,只要将热管1放置在热管槽3内后就可自动实现对心放置,无需手动调节,显著减低了加工时间,也提高了加工效率和加工质量。
49.优选地,滚压轮6采用反复滚压加振动处理的方式对热管1进行处理。通过滚压加
振动的方式,可更好地将热管1压入到热管槽3内,相比直接下压的方式,本方案翅片5受力更小且均匀,对翅片5的损伤几乎可以忽略不计,显著提高了良品率。
50.实施例2:相比实施例1,请参阅图4,本实施例的区别在于,通过对基台4加热使得所述热管槽3膨胀,并通过对所述热管1进行冷却使其收缩,将成型后的热管1放置于所述热管槽3内。通过热胀原理使得热管槽3变形增大,可经过多次试验将变形后的热管槽3控制到入口槽宽度大于等于预处理后热管1的最大宽度,记录好加热温度和加热时间以及对应的热管1和基台4材料组合即可,试验出最佳的配合后,如此可轻松放入热管1,对于翅片5的无任何损伤。其中,加热设备和冷却冷凝设备均为机械加工领域常见的设备,这里不再对其进行赘述。
51.具体地,将热管1对心放置于膨胀后的热管槽3内后,通过对基台4进行冷缩工艺将膨胀后的热管槽3收缩至完成贴合热管1,或者可对热管1进行加热使其恢复到常温状态。
52.如图6所示,在另一种实施例中,热管槽3的横截面为椭球形,且热管1的横截面与热管槽3的横截面形状和周长也一致,热管1有部分凸出于基台4,采用上述两种实施例的方式均可加工。
53.本发明的热管槽并不限定于实施例中附图的形状。
54.本发明未详述部分为现有技术,故本发明未对其进行详述。
55.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
56.尽管本文较多地使用了热管1、型材坯料2、热管槽3、基台4、翅片5、滚压轮6等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
57.本发明不局限于上述最佳实施方式,任何人在本发明的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是具有与本技术相同或相近似的技术方案,均落在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1