一种带旁路放风的全氧燃烧系统及其工艺原理的制作方法
1.本发明涉及一种带旁路放风的全氧燃烧系统及其工艺原理。
背景技术:
2.根据水泥工业本身的原料特点与煅烧工艺制度,水泥窑是适合处置废弃物的理想场所,尤其是带预热、预分解系统的水泥窑系统更适合废弃物的协同处置,但大多数废弃物含有对水泥熟料煅烧有害的元素,如钾、钠、硫、氯等,这些元素容易使热生料在分解炉、烟室、预热器高温段的旋风筒形成低共融化合物,导致堵料、结皮,影响水泥窑系统的正常运行,在烟室设计旁路放风系统,将有害元素在高温气态工况下抽取至旁路放风系统,降低有害元素的影响,一般将引出的烟气通过掺空气冷却,有害元素低温下形成固态并随收尘器收集的粉尘排出系统,废气净化后排入大气。
3.另外,水泥工业也是产生二氧化碳的大户,随着国家“碳达峰”、“碳中和”目标的提出,作为二氧化碳较大排放源的水泥工业也逐渐开始实施二氧化碳减排措施,采用富氧或全氧燃烧提高二氧化碳浓度,再通过二氧化碳捕集降低碳排放是具有发展前景的减碳技术。
4.现有的水泥燃烧系统无法有效、快速、低成本的捕集二氧化碳,大量的二氧化碳向外排放,既污染了环境,又会导致烟气中氮气含量较高,进而导致有大量的nox生成,从而对系统的正常运行产生不利影响,因此,亟需等待解决。
技术实现要素:
5.针对上述现有技术的现状,本发明所要解决的技术问题在于提供一种能降低水泥窑系统有害成分以保证系统的正常稳定运行,并最大程度地降低了进入系统的氮气量以大幅降低nox生成,同时实现二氧化碳高效富集以实现二氧化碳的零排放并降低捕集成本的带旁路放风的全氧燃烧系统及其工艺原理。
6.本发明解决上述技术问题所采用的技术方案为:一种带旁路放风的全氧燃烧系统,包括沿气路走向依次设置的篦冷机(5)、回转窑(4)、烟室(3)、分解炉(2)、预热器(1)和余热锅炉(7),还包括连接在分解炉(2)与回转窑(4)之间的三次风管(6),其特征在于,还包括窑尾烟气循环系统(8)、旁路放风系统(9)、供氧系统(10)和二氧化碳捕集提纯系统(11);所述窑尾烟气循环系统(8)包括第一收尘器(12)和第一循环风机(13),所述第一收尘器(12)的进风口与余热锅炉(7)的出风口相连,所述第一收尘器(12)的出风口与第一循环风机(13)的进风口相连,所述第一循环风机(13)的出风口形成有并联设置的第一管路(13-1)、第二管路(13-2)和第三管路(13-3);所述旁路放风系统(9)包括烟室抽风管(9-1)、混风室(9-2)、第二收尘器(9-3)和第二循环风机(9-4);所述烟室抽风管(9-1)的两端分别与烟室(3)和混风室(9-2)的内部相互连通,所述第二收尘器(9-3)的进风口与混风室(9-2)的出风口相连,所述第二收尘器(9-3)的出风口与第二循环风机(9-4)的进风口相连,所述第二循环风机(9-4)的出风口接入到篦冷机(5)的前室(5-1)内部;所述第一管路(13-1)的端部
与混风室(9-2)相连,所述第二管路(13-2)的端部与供氧系统(10)的出风口并联后接入到篦冷机的前室(5-1)内部,所述第三管路(13-3)的端部与二氧化碳捕集提纯系统(11)的进风口相连。
7.优选地,所述第一管路(13-1)上还设有第一控制阀(14),所述第二管路(13-2)上还设有第二控制阀(15),所述第三管路(13-3)上还设有第三控制阀(16)。
8.优选地,所述第一收尘器(12)的出风口与第一循环风机(13)的进风口之间还设有冷凝除水器(17)。
9.优选地,所述烟室抽风管(9-1)上还设有耐高温风阀(18)。
10.一种带旁路放风的全氧燃烧系统的工艺原理,其特征在于,包括以下步骤:
11.s1:旁路放风系统(9)从烟室(3)抽取的热烟气依次进入混风室(9-2)、第二收尘器(9-3)、第二循环风机(9-4);第一管路(13-1)的循环烟气与烟室(3)抽取的热烟气在混风室混合(9-2),形成低温混合烟气进入第二收尘器(9-3),然后通过第二循环风机(9-4)通入篦冷机(5)的前室(5-1)中;第二管路(13-2)与供氧系统(10)汇合形成以co2、o2为主要成分的气体,与来自旁路放风系统(9)的低温混合烟气一起鼓入篦冷机(5)的前室(5-1),通过与回转窑(4)导入篦冷机(5)的高温熟料换热,形成co2、o2为主要成分的热气体,分别进入回转窑(4)、分解炉(2),供回转窑(4)、分解炉(2)里的燃料燃烧用。
12.s2:回转窑(4)与分解炉(2)内燃料燃烧以及水泥生料中碳酸盐分解形成更高二氧化碳浓度的烟气并进入预热器系统(1)且与喂入预热器系统(1)的生料进行换热,预热后的生料送入分解炉(2)进行碳酸盐分解,同时高温烟气被生料预热吸热形成中低温烟气后排出预热器系统(1)并进入窑尾烟气循环系统(8)。
13.s3:窑尾循环烟气由两部分组成,一部分来自烟室旁路放风系统(9)的温度烟气与预热器系统(1)出口废气降温后的第一管路(13-1)烟气混合而成,另一部分烟气是预热器出口废气降温后的第二管路(13-2)烟气,两路烟气与供氧系统(10)提供的全氧一起进入篦冷机(5)的前室(5-1);预热器出口废气降温后的第三管路(13-3)烟气送入二氧化碳捕集提纯系统(11),该部分烟气是高二氧化碳浓度的烟气,对其进行捕集提纯,与普通水泥窑系统烟气捕集提纯相比,捕集效率更高、成本更低。
14.s4:通过循环烟气、全氧比例的调节,将进入篦冷机(5)的前室(5-1)的混合烟气中的氧气含量控制在21~35%、二氧化碳含量控制在40~75%,既满足烟气中较高的二氧化碳浓度,又保证分解炉(2)、回转窑(4)内燃料燃烧所需的氧气量,进一步保证了燃料燃烧速率与高的燃尽率,为水泥窑系统稳定可靠的热工制度提供保证。
15.s5:供氧系统(10)将氧气分为两路,一路与第一循环风机(13)出口的第二管路(13-2)烟气汇合,形成co2/o2为主的冷却气体,进入篦冷机前端(5-1);另一路与第二循环风机(9-4)出口的烟气汇合,形成co2/o2为主的冷却气体,进入篦冷机前端(5-1)。两路进入篦冷机前端(5-1)的气体可以分开通入,且氧气含量可以存在差别,即入回转窑、入分解炉的供燃料燃烧气体中氧气含量可以通过供氧比例进行调节,为高二氧化碳浓度环境下的熟料煅烧提供方便。
16.与现有技术相比,本发明的优点在于:
17.本发明可实现水泥窑协同处置废弃物与全氧燃烧二氧化碳富集,通过旁路放风系统降低水泥窑系统有害成分,保证系统的正常稳定运行,同时实现二氧化碳富集。
18.本发明将整个系统高温烟气冷却、循环与全氧供应相结合,基本无空气进入系统,最大程度地降低了进入系统的氮气量,可较大幅度降低nox生成。
19.本发明可以实现窑尾烟气二氧化碳富集,烟气中二氧化碳浓度可达到≥80%,可大幅提高二氧化碳捕集提纯效率、降低二氧化碳捕集提纯成本。
20.本发明可实现高浓度二氧化碳的全部捕集,可实现水泥窑系统二氧化碳的零排放。
21.本发明将水泥窑协同处置、旁路放风、全氧燃烧、烟气循环、二氧化碳捕集结合在一起,实现水泥工业的绿色、低碳发展。
附图说明
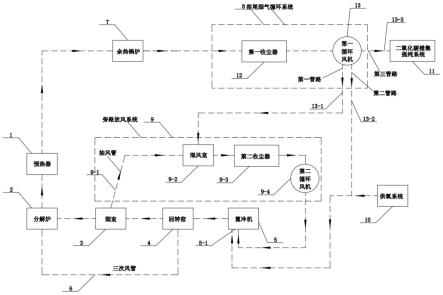
22.图1为本发明的工艺流程图;
23.图2为本发明的第一控制阀、第二控制阀和第三控制阀的安装位置图;
24.图3为本发明的冷凝除水器的安装位置图;
25.图4为本发明的耐高温风阀的安装位置图。
具体实施方式
26.除非另外定义,本发明使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
27.为了保持本发明实施例的以下说明清楚且简明,本发明省略了已知功能和已知部件的详细说明。
28.如图1所示,一种带旁路放风的全氧燃烧系统,包括沿气路走向依次设置的篦冷机(5)、回转窑(4)、烟室(3)、分解炉(2)、预热器(1)和余热锅炉(7),还包括连接在分解炉(2)与回转窑(4)之间的三次风管(6);还包括窑尾烟气循环系统(8)、旁路放风系统(9)、供氧系统(10)和二氧化碳捕集提纯系统(11);窑尾烟气循环系统(8)包括第一收尘器(12)和第一循环风机(13),第一收尘器(12)的进风口与余热锅炉(7)的出风口相连,第一收尘器(12)的出风口与第一循环风机(13)的进风口相连,第一循环风机(13)的出风口形成有并联设置的第一管路(13-1)、第二管路(13-2)和第三管路(13-3);旁路放风系统(9)包括烟室抽风管(9-1)、混风室(9-2)、第二收尘器(9-3)和第二循环风机(9-4);烟室抽风管(9-1)的两端分别与烟室(3)和混风室(9-2)的内部相互连通,第二收尘器(9-3)的进风口与混风室(9-2)的出风口相连,第二收尘器(9-3)的出风口与第二循环风机(9-4)的进风口相连,第二循环风机(9-4)的出风口接入到篦冷机(5)的前室(5-1)内部;第一管路(13-1)的端部与混风室(9-2)相连,第二管路(13-2)的端部与供氧系统(10)的出风口并联后接入到篦冷机的前室(5-1)内部,第三管路(13-3)的端部与二氧化碳捕集提纯系统(11)的进风口相连。
29.如图2所示,第一管路(13-1)上还设有第一控制阀(14),第二管路(13-2)上还设有第二控制阀(15),第三管路(13-3)上还设有第三控制阀(16),通过第一控制阀(14)、第二控制阀(15)和第三控制阀(16)来分别调节第一管路(13-1)、第二管路(13-2)和第三管路(13-3)中的烟气风量大小,以实现旁路放风系统(9)的高温烟气降低,保证进入篦冷机(5)的冷却烟气量适中且烟气中具有合理稳定的氧气浓度与二氧化碳浓度。
30.如图3所示,第一收尘器(12)的出风口与第一循环风机(13)的进风口之间还设有冷凝除水器(17)以将预热器系统(1)出口烟气中的水份除去,进而提高烟气中二氧化碳含量并进一步降低烟气温度;由于废弃物或替代燃料中含水、含氢较多,水泥窑系统窑尾烟气中的水汽含量往往较大,加设冷凝除水器(17),可以降低烟气中水汽含量,通过烟气循环也降低了窑炉内燃料燃前气体中的水汽含量。
31.如图4所示,烟室抽风管(9-1)上还设有耐高温风阀(18),可以根据有害成分数据配合第二循环风机(9-4)调节旁路放风量;在有害成分较低、不需开旁路放风时,通过耐高温风阀(18)关闭实现旁路放风系统(9)的关闭,而不影响系统的正常运行。
32.一种带旁路放风的全氧燃烧系统的工艺原理,包括以下步骤:
33.s1:旁路放风系统(9)从烟室(3)抽取的热烟气依次进入混风室(9-2)、第二收尘器(9-3)、第二循环风机(9-4);第一管路(13-1)的循环烟气与烟室(3)抽取的热烟气在混风室混合(9-2),形成低温混合烟气进入第二收尘器(9-3),然后通过第二循环风机(9-4)通入篦冷机(5)的前室(5-1)中;第二管路(13-2)与供氧系统(10)汇合形成以co2、o2为主要成分的气体,与来自旁路放风系统(9)的低温混合烟气一起鼓入篦冷机(5)的前室(5-1),通过与回转窑(4)导入篦冷机(5)的高温熟料换热,形成co2、o2为主要成分的热气体,分别进入回转窑(4)、分解炉(2),供回转窑(4)、分解炉(2)里的燃料燃烧用。
34.s2:回转窑(4)与分解炉(2)内燃料燃烧以及水泥生料中碳酸盐分解形成更高二氧化碳浓度的烟气并进入预热器系统(1)且与喂入预热器系统(1)的生料进行换热,预热后的生料送入分解炉(2)进行碳酸盐分解,同时高温烟气被生料预热吸热形成中低温烟气后排出预热器系统(1)并进入窑尾烟气循环系统(8)。
35.s3:窑尾循环烟气由两部分组成,一部分来自烟室旁路放风系统(9)的温度烟气与预热器系统(1)出口废气降温后的第一管路(13-1)烟气混合而成,另一部分烟气是预热器出口废气降温后的第二管路(13-2)烟气,两路烟气与供氧系统(10)提供的全氧一起进入篦冷机(5)的前室(5-1);预热器出口废气降温后的第三管路(13-3)烟气送入二氧化碳捕集提纯系统(11),该部分烟气是高二氧化碳浓度的烟气,对其进行捕集提纯,与普通水泥窑系统烟气捕集提纯相比,捕集效率更高、成本更低。
36.s4:通过循环烟气、全氧比例的调节,将进入篦冷机(5)的前室(5-1)的混合烟气中的氧气含量控制在21~35%、二氧化碳含量控制在40~75%,既满足烟气中较高的二氧化碳浓度,又保证分解炉(2)、回转窑(4)内燃料燃烧所需的氧气量,进一步保证了燃料燃烧速率与高的燃尽率,为水泥窑系统稳定可靠的热工制度提供保证。
37.s5:供氧系统(10)将氧气分为两路,一路与第一循环风机(13)出口的第二管路(13-2)烟气汇合,形成co2/o2为主的冷却气体,进入篦冷机前端(5-1);另一路与第二循环风机(9-4)出口的烟气汇合,形成co2/o2为主的冷却气体,进入篦冷机前端(5-1)。两路进入篦冷机前端(5-1)的气体可以分开通入,且氧气含量可以存在差别,即入回转窑、入分解炉
的供燃料燃烧气体中氧气含量可以通过供氧比例进行调节,为高二氧化碳浓度环境下的熟料煅烧提供方便。
38.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行同等替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神与范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1