一种拼接式喷射管及其导气孔和本体的制作方法与流程
1.本发明涉及气体喷射管的技术领域,具体涉及一种拼接式喷射管,一种拼接式喷射管的导气孔制作方法,一种拼接式喷射管的本体的制作方法。
背景技术:
2.硅片热处理是半导体或集成电路加工过程中一个重要的步骤,热处理的效果好坏直接关系到硅片的最终性能。硅片热处理包含氧化、扩散、退火等工序,在热处理时,半导体硅片需要放置在炉体内,而这时候就需要一种用于往炉体内送气的管道,这种管道在业内被称作喷射管。喷射管作为将工艺气体导入炉腔内的关键性零部件,直接影响硅片的热处理效果。
3.喷射管大多先由硅材料一体化成型至棒状的胚体,随后再通过钻头进行钻孔,使得胚体的中心形成轴向的导气孔。喷射管用于插入炉体的那端一般为l形,这就导致喷射管内需要加工两个相互垂直的导气孔。然而,由于喷射管的尺寸往往较长,钻孔往往较深,这就导致加工出的导气孔的垂直度和加工均匀性较差,影响送气效果。
技术实现要素:
4.本发明的目的是解决现有技术中的喷射管在加工时,由于钻孔较深使得导气孔的加工精度无法保证,进而影响送气效果的问题。
5.为解决上述问题,本发明提供一种拼接式喷射管,包括l型硅管、转接硅管和尾硅管,所述l型硅管的一端部设有沿轴向凸起的圆环形的螺接头,所述转接硅管的一端设有沿轴向开设的螺接孔且另一端设有沿轴向凸起的圆环形的螺接头;所述尾硅管的一端部设有沿轴向开设的螺接孔,所述转接硅管的螺接孔连接至所述l型硅管的螺接头,所述转接硅管的螺接头连接至所述尾硅管螺接孔,所述l型硅管、转接硅管和尾硅管均设有沿轴向设置的导气孔,所述l型硅管、转接硅管和尾硅管的导气孔依次导通。
6.上述方案通过将喷射管分为三段,其中l型硅管用于伸入炉体内实现送气,尾硅管则用于连通至气源实现进气,而转接硅管则在l型硅管导气和尾硅管之间实现导气,从而使得l型硅管、转接硅管和尾硅管能够各自独立加工导气孔,缩短了所需的钻孔深度,有效提升了导气孔的加工精度;同时由于螺接头和螺接孔的设置,使得l型硅管、转接硅管和尾硅管之间的组装高效便捷,无需消耗大量的电能熔接,节省成本,解决了现有技术中的一体式喷射管大深径比钻孔的难题,保证了导气孔的加工精度和加工均匀性,且由于螺接头能够插接至螺接孔的内部,密封性好,避免了漏气问题。
7.本发明还提供一种拼接式喷射管的导气孔制作方法,应用于如上所述的拼接式喷射管,包括如下步骤:
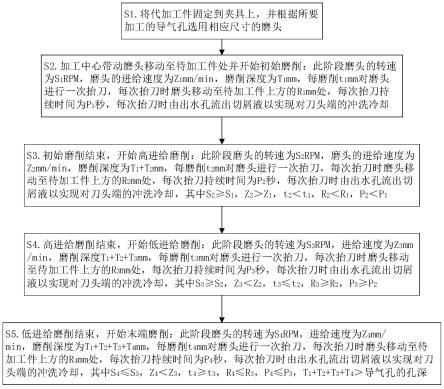
8.s1、将待加工件粘蜡后沿竖向固定在夹具上,根据所要加工的导气孔的孔径选用相应尺寸的磨头,磨头的刀头端设有沿轴向开设的容纳槽以使得刀头端形成筒形,容纳槽的槽底设有出水孔;
9.s2、加工中心带动磨头移动至待加工件处并开始初始磨削:此阶段磨头的转速为s1rpm,磨头的进给速度为z1mm/min,磨削深度为t1mm,每磨削t1mm对磨头进行一次抬刀,每次抬刀时磨头移动至待加工件上方的r1mm处,每次抬刀持续时间为p1秒,每次抬刀时由出水孔流出切屑液以实现对刀头端的冲洗冷却;
10.s3、初始磨削结束,开始高进给磨削:此阶段磨头的转速为s2rpm,磨头的进给速度为z2mm/min,磨削深度为t1+t2mm,每磨削t2mm对磨头进行一次抬刀,每次抬刀时磨头移动至待加工件上方的r2mm处,每次抬刀持续时间为p2秒,每次抬刀时由出水孔流出切屑液以实现对刀头端的冲洗冷却,其中s2≥s1,z2>z1,t2<t1,r2<r1,p2<p1;
11.s4、高进给磨削结束,开始低进给磨削:此阶段磨头的转速为s3rpm,进给速度为z3mm/min,磨削深度t1+t2+t3mm,每磨削t3mm对磨头进行一次抬刀,每次抬刀时磨头移动至待加工件上方的r3mm处,每次抬刀持续时间为p3秒,每次抬刀时由出水孔流出切屑液以实现对刀头端的冲洗冷却,其中s3≥s2,z3<z2,t3≤t2,r3≥r2,p3≥p2;
12.s5、低进给磨削结束,开始末端磨削:此阶段磨头的转速为s4rpm,进给速度为z4mm/min,磨削深度为t1+t2+t3+t4mm,每磨削t4mm对磨头进行一次抬刀,每次抬刀时磨头移动至待加工件上方的r4mm处,每次抬刀持续时间为p4秒,每次抬刀时由出水孔流出切屑液以实现对刀头端的冲洗冷却,其中s4≤s3,z4<z3,t4≥t3,r4≤r3,p4≤p3,t1+t2+t3+t4>导气孔的孔深。
13.上述方案通过将对导气孔的加工分为四个阶段,并在每个阶段对磨头设定不同的磨削参数,其中初始磨削阶段实现了对待加工件的导气孔的初步定位,高进给磨削阶段实现了对导气孔的主体部分的快速加工,低进给磨削阶段实现了对导气孔深处的稳定加工,而末端磨削则实现了对导气孔的末端的收尾加工,每个阶段各有侧重,最终实现了对导气孔的精确、高效的加工。同时,上述方案还对磨头的刀头端进行了设计,使得磨削过程中的废屑能够暂存在容纳槽内,随后在每次抬刀时出水孔流出的切屑液能够对容纳槽内的废屑进行冲洗,为后续的再次磨削提供了便利。
14.作为优选的,所述磨头的刀头端电镀有金刚石镀层,所述容纳槽的槽壁设有若干沿周向分布的排屑通槽,从而使得磨头能够更稳定地对待加工件进行磨削,而磨削出的废屑能够由排屑通槽排出。
15.作为优选的,所述出水孔的出水压力为40mpa,从而实现对磨头的有效冲洗。
16.本发明还提供一种拼接式喷射管的本体的制作方法,应用于如上所述的拼接式喷射管,包括如下步骤:
17.s1、将待加工件粘蜡后平卧固定在夹具上,根据所要加工的外管管径选用相应尺寸的铣刀,铣刀的刀头端设有沿轴向开设的容置槽以使得刀头端形成筒形,容置槽的槽底设有出液孔;
18.s2、加工中心带动铣刀移动至待加工件处开始铣削:铣刀的转速至少为3000rpm,进给速度不超过50mm/min,下刀量不超过0.1mm,平移速度不超过100mm/min;
19.s3、加工中心带动铣刀移动至待加工件的轴向侧面处,对待加工件的螺接头和/或螺接孔进行加工:加工螺接头阶段,铣刀上装配螺纹攻丝刀,铣刀的转速至少为5000rpm,进给速度不超过100mm/min,下刀量不超过0.05mm,螺牙的牙顶至牙底距离k1至少为0.5mm;加工螺接孔阶段,铣刀上先装配金刚石铣头,并在待加工件的端部铣出底孔,此时铣刀的转速至少为4000rpm,进给速度不超过200mm/min,下刀量不超过0.05mm,随后用螺纹攻丝刀替换
金刚石洗头装配到铣刀上,并对底孔进行攻丝,此时铣刀的转速至少为5000rpm,进给速度不超过100mm/min,下刀量不超过0.05mm,螺牙的牙顶至牙底距离k2至少为0.5mm;
20.s4、得到加工完成的l型硅管、转接硅管和尾硅管,将所述转接硅管的螺接孔连接至所述l型硅管的螺接头,将所述转接硅管的螺接头连接至所述尾硅管螺接孔。
21.上述方案在步骤s2中通过铣刀实现对待加工件的外管壁实现了铣削,随后在步骤s3中实现了对待加工件的螺接头和螺接孔的有效加工,进而使得加工完成的l型硅管、转接硅管和尾硅管能够准确且方便地组装起来;同时,上述方案还对铣刀的刀头端进行了设计,使得铣削过程中的废屑能够暂存在容置槽内,随后在每次抬刀时出液孔流出的切屑液能够对容置槽内的废屑进行冲洗,为后续的再次铣削提供了便利。
22.作为优选的,所述铣刀的刀头端电镀有金刚石镀层,所述容置槽的槽壁设有若干沿周向分布的出屑通槽,从而使得铣刀能够更稳定地对待加工件进行铣削,而铣削出的废屑能够由排屑通槽排出。
23.作为优选的,所述出液孔的出液压力至少为40mpa,从而实现对铣刀的有效冲洗。
24.作为优选的,步骤s3中铣出的底孔深度大于螺接头的轴向长度0.01~0.02mm,且底孔孔径大于螺接头的外径0.01~0.02mm,k2的值大于k1的值0.01~0.03mm,通过控制螺接头和螺接孔的装配间隙预留量,可避免喷射管漏气的缺陷。
附图说明
25.图1为一种拼接式喷射管的导气孔制作方法的流程图;
26.图2为一种拼接式喷射管的本体制作方法的流程图;
27.图3为一种拼接式喷射管的轴测示意图;
28.图4为一种拼接式喷射管的横截面的剖视示意图;
29.图5为一种拼接式喷射管的导气孔制作方法的磨头的横截面示意图;
30.图6为一种拼接式喷射管的本体制作方法的铣刀的横截面示意图。
31.附图标记说明,
32.1、l型硅管;2、转接硅管;3、尾硅管;4、螺接头;5、螺接孔;6、导气孔;7、磨头;71、容纳槽;72、排屑通槽;73、出水孔;8、铣刀;81、容置槽;82、出屑通槽;83、出液孔。
具体实施方式
33.为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。另外需要说明的是,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后、内、外)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
34.实施例1
35.请参阅图3和图4,本发明的实施例提供的一种拼接式喷射管,包括l型硅管1、转接
硅管2和尾硅管3,l型硅管1的一端部设有沿轴向凸起的圆环形的螺接头4,转接硅管2的一端设有沿轴向开设的螺接孔5且另一端设有沿轴向凸起的圆环形的螺接头4;尾硅管3的一端部设有沿轴向开设的螺接孔5;l型硅管1和转接硅管2的螺接头4均设有外螺纹,转接硅管2和尾硅管3的螺接孔5均设有内螺纹,转接硅管2的螺接孔5连接至l型硅管1的螺接头4,转接硅管2的螺接头4连接至尾硅管3螺接孔5,l型硅管1、转接硅管2和尾硅管3均设有沿轴向设置的导气孔6,l型硅管1、转接硅管2和尾硅管3的导气孔6依次导通。
36.应当说明,转接硅管2的个数可以是多个且依次连接,如图1中即有两个转接硅管2。通过调整转接硅管2的总个数改变喷射管的总长度,调节简单方便。
37.上述方案通过将喷射管分为三段,其中l型硅管1用于伸入炉体内实现送气,尾硅管3则用于连通至气源实现进气,而转接硅管2则在l型硅管1导气和尾硅管3之间实现导气,从而使得l型硅管1、转接硅管2和尾硅管3能够各自独立加工导气孔6,缩短了所需的钻孔深度,有效提升了导气孔6的加工精度;同时由于螺接头4和螺接孔5的设置,使得l型硅管1、转接硅管2和尾硅管3之间的组装高效便捷,无需消耗大量的电能熔接,节省成本,解决了现有技术中的一体式喷射管大深径比钻孔的难题,保证了导气孔6的加工精度和加工均匀性,且由于螺接头4能够插接至螺接孔5的内部,密封性好,避免了漏气问题。
38.实施例2
39.结合图1和图5所示,本发明的实施例2还提供一种拼接式喷射管的导气孔的制作方法,应用于如上的拼接式喷射管,包括如下步骤:
40.s1、将待加工件粘蜡后沿竖向固定在夹具上,根据所要加工的导气孔6的孔径选用相应尺寸的磨头7,磨头7的刀头端设有沿轴向开设的容纳槽71以使得刀头端形成筒形,容纳槽71的槽底设有出水孔73;
41.s2、加工中心带动磨头7移动至待加工件处并开始初始磨削:此阶段磨头7的转速s1为4000rpm,磨头7的进给速度z1为3-5mm/min,磨削深度t1为5-10mm,每磨削t1=2mm对磨头7进行一次抬刀,每次抬刀时磨头7移动至待加工件上方的r1=0.3mm处,每次抬刀持续时间为p1=0.6秒,每次抬刀时由出水孔73流出切屑液以实现对刀头端的冲洗冷却;
42.s3、初始磨削结束,开始高进给磨削:此阶段磨头7的转速s2为4000rpm,磨头7的进给速度z2为10-15mm/min,磨削深度t1+t2为导气孔6总深度的70%,每磨削t2=1mm对磨头7进行一次抬刀,每次抬刀时磨头7移动至待加工件上方的r2=0.2mm处,每次抬刀持续时间为p2=0.5秒,每次抬刀时由出水孔73流出切屑液以实现对刀头端的冲洗冷却,其中s2≥s1,z2>z1,t2<t1,r2<r1,p2<p1;
43.s4、高进给磨削结束,开始低进给磨削:此阶段磨头7的转速s3为4000rpm,进给速度z3为8-10mm/min,磨削深度为t1+t
2+
t3为导气孔6总深度的90%,每磨削t3=0.5mm对磨头7进行一次抬刀,每次抬刀时磨头7移动至待加工件上方的r3=0.2mm处,每次抬刀持续时间为p3=0.5秒,每次抬刀时由出水孔73流出切屑液以实现对刀头端的冲洗冷却,其中s3≥s2,z3<z2,t3≤t2,r3≥r2,p3≥p2;
44.s5、低进给磨削结束,开始末端磨削:此阶段磨头7的转速s4为4000rpm,进给速度z4为3-5mm/min,磨削深度t1+t
2+
t
3+
t4>导气孔6的孔深,每磨削t4=0.5mm对磨头7进行一次抬刀,每次抬刀时磨头7移动至待加工件上方的r4=0.2mm处,每次抬刀持续时间为p4=0.5秒,每次抬刀时由出水孔73流出切屑液以实现对刀头端的冲洗冷却,其中s4≤s3,z4<z3,t4≥
t3,r4≤r3,p4≤p3,t1+t2+t3+t4>导气孔6的孔深。
45.进一步的,磨头7的刀头端电镀有金刚石镀层,容纳槽71的槽壁设有两个沿周向分布的排屑通槽72,从而使得磨头7能够更稳定地对待加工件进行磨削,而磨削出的废屑能够由排屑通槽72排出。出水孔73的出水压力为40mpa,从而实现对磨头7的有效冲洗。
46.实施例3
47.结合图2和图6所示,本发明还提供一种拼接式喷射管的本体的制作方法,应用于如上的拼接式喷射管,包括如下步骤:
48.s1、将待加工件粘蜡后沿竖向固定在夹具上,根据所要加工的导气孔6的孔径选用相应尺寸的磨头7,磨头7的刀头端设有沿轴向开设的容纳槽71以使得刀头端形成筒形,容纳槽71的槽底设有出水孔73;
49.s2、加工中心带动磨头7移动至待加工件处并开始初始磨削:此阶段磨头7的转速为s1rpm,磨头7的进给速度为z1mm/min,磨削深度为t1mm,每磨削t1mm对磨头7进行一次抬刀,每次抬刀时磨头7移动至待加工件上方的r1mm处,每次抬刀持续时间为p1秒,每次抬刀时由出水孔73流出切屑液以实现对刀头端的冲洗冷却;
50.s3、初始磨削结束,开始高进给磨削:此阶段磨头7的转速为s2rpm,磨头7的进给速度为z2mm/min,磨削深度为t1+t2mm,每磨削t2mm对磨头7进行一次抬刀,每次抬刀时磨头7移动至待加工件上方的r2mm处,每次抬刀持续时间为p2秒,每次抬刀时由出水孔73流出切屑液以实现对刀头端的冲洗冷却,其中s2≥s1,z2>z1,t2<t1,r2<r1,p2<p1;
51.s4、高进给磨削结束,开始低进给磨削:此阶段磨头7的转速为s3rpm,进给速度为z3mm/min,磨削深度t1+t2+t3mm,每磨削t3mm对磨头7进行一次抬刀,每次抬刀时磨头7移动至待加工件上方的r3mm处,每次抬刀持续时间为p3秒,每次抬刀时由出水孔73流出切屑液以实现对刀头端的冲洗冷却,其中s3≥s2,z3<z2,t3≤t2,r3≥r2,p3≥p2;
52.s5、低进给磨削结束,开始末端磨削:此阶段磨头7的转速为s4rpm,进给速度为z4mm/min,磨削深度为t1+t2+t3+t4mm,每磨削t4mm对磨头7进行一次抬刀,每次抬刀时磨头7移动至待加工件上方的r4mm处,每次抬刀持续时间为p4秒,每次抬刀时由出水孔73流出切屑液以实现对刀头端的冲洗冷却,其中s4≤s3,z4<z3,t4≥t3,r4≤r3,p4≤p3,t1+t2+t3+t4>导气孔6的孔深;
53.s6、将加工完导气孔6后的待加工件粘蜡后平卧固定在夹具上,根据所要加工的外管管径选用相应尺寸的铣刀8,铣刀8的刀头端设有沿轴向开设的容置槽81以使得刀头端形成筒形,容置槽81的槽底设有出液孔83;
54.s7、加工中心带动铣刀8移动至待加工件处开始铣削:铣刀8的转速至少为3000rpm,进给速度不超过50mm/min,下刀量不超过0.1mm,平移速度不超过100mm/min;此处应当说明的是,若待加工件为l型硅管1或转接硅管2,则需要在代加工件的一端加工出直径减小的阶梯轴,阶梯轴经套丝加工后即为螺接头4
55.s8、加工中心带动铣刀8移动至待加工件的轴向侧面处,若待加工件为l型硅管1,则进入加工螺接头4阶段;若待加工件为尾硅管3,则进入加工螺接孔5阶段;若待加工件为转接硅管2,则依次进行螺接头4和螺接孔5的加工;在加工螺接头4阶段,铣刀8上装配螺纹攻丝刀,铣刀8的转速至少为5000rpm,进给速度不超过100mm/min,下刀量不超过0.05mm,螺牙的牙顶至牙底距离k1至少为0.5mm;在加工螺接孔5阶段,铣刀8上先装配金刚石铣头,并
在待加工件的端部铣出底孔,此时铣刀8的转速至少为4000rpm,进给速度不超过200mm/min,下刀量不超过0.05mm,随后用螺纹攻丝刀替换金刚石洗头装配到铣刀8上,并对底孔进行攻丝,此时铣刀8的转速至少为5000rpm,进给速度不超过100mm/min,下刀量不超过0.05mm,螺牙的牙顶至牙底距离k2至少为0.5mm;
56.s9、得到加工完成的l型硅管1、转接硅管2和尾硅管3,将转接硅管2的螺接孔5连接至l型硅管1的螺接头4,将转接硅管2的螺接头4连接至尾硅管3螺接孔5。
57.进一步的,铣刀8的刀头端电镀有金刚石镀层,容置槽81的槽壁设有若干沿周向分布的出屑通槽82,从而使得铣刀8能够更稳定地对待加工件进行铣削,而铣削出的废屑能够由排屑通槽72排出。出液孔83的出液压力至少为40mpa,从而实现对铣刀8的有效冲洗。
58.此外,步骤s3中铣出的底孔深度大于螺接头4的轴向长度0.01~0.02mm,且底孔孔径大于螺接头4的外径0.01~0.02mm,k2的值为大于k1的值0.01~0.03mm,通过控制螺接头4和螺接孔5的装配间隙预留量,可避免喷射管漏气的缺陷。
59.虽然本公开披露如上,但本公开的保护范围并非仅限于此。对本领域技术人员来说,在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1