一种安全、高效的旋风筒伞顶耐火材料的修补方法与流程
1.本发明涉及旋风筒修补,具体地,涉及一种安全、高效的旋风筒伞顶耐火材料的修补方法。
背景技术:
2.在水泥烧成系统中要有耐火材料的保护水泥熟料才能进行,如果耐火材料损坏了,就必须停窑维修。预热器旋风筒伞顶耐火材料在运行中要承受机械应力、化学侵蚀、工艺煅烧等影响,时间长伞顶浇筑料会出现局部剥落、磨损严重等现象,造成壳体高温破损。通常造成耐火材料损坏原因有很多种,例如:低品位石灰石等生产原料的采用、无烟煤、劣质煤以及固体废弃物的煅烧,造成窑系统内各部位的挥发性组分碱、氯、硫等成分明显增加,它们的循环、富集对各部位的耐火浇注料的侵蚀也更突出,在一定程度上影响了浇注料的使用周期,失去耐火材料的保护,就不能正常生产。
3.但是一般对于这种出现局部浇注料脱落和磨损,通常先将预热器旋风筒伞顶浇注料外部开孔拆除,在通过内部搭架子支模施工更换修补。对于这种常规旋风筒伞顶修补搭设脚手架和防护层作业,时间消耗长,需要在内部操作,安全风险大,通常对于抢修,业主给的时间短,任务急,进度要快。
技术实现要素:
4.本发明的目的是提供一种安全、高效的旋风筒伞顶耐火材料的修补方法,该修补方法具有耗时短、安全系数高的特点。
5.为了实现上述目的,本发明提供了一种安全、高效的旋风筒伞顶耐火材料的修补方法,其特征在于,包括:
6.1)对旋风筒伞顶的损坏处浇注料的位置进行标记,在旋风筒伞顶的外面对损坏处浇注料进行开孔拆除;
7.2)将锚固件敷设在开孔处,接着在伞顶的顶部向下支模,然后向开孔处进行浇注。
8.优选地,在步骤1)之前,所述修补方法还包括将窑冷却24h以上。
9.优选地,在步骤1)中,在所述开孔拆除的过程中,打开孔门保持空气流通。
10.优选地,在步骤1)中,所述开孔拆除包括:在伞顶磨损上方铁板使用气割枪割除铁板,在接通风镐后拆除。
11.优选地,所述开孔拆除包括:在磨损部位较严重的地方开孔,以圆心向四周拆除,直到拆除到浇注料厚度符合要求。
12.优选地,在步骤2)中,所述锚固件的敷设包括:将角铁焊接在伞顶二侧铁板上,将锚固件焊接在角铁上。
13.优选地,所述锚固件的焊接采用挂焊;所述角铁的宽度为4-6cm。
14.优选地,所述锚固件的规格为s(8-12)*(250-260)mm,所述角铁两端搭在伞顶铁板上的长度为5cm以上,相邻的两个锚固件之间的间距为240-260cm。
15.优选地,在步骤2)中,所述支模满足以下条件:按照每1.4-1.6平方设置一道膨胀缝,所述膨胀缝的规格为(8-12)cm*(90-100)cm。
16.优选地,所述浇注完成后带模养护12小时以上。
17.在上述技术方案中,本发明提供的修补方法,包括:损坏处浇注料标记拆除
→
锚固件焊接
→
支模
→
浇筑;在具体操作中,旋风筒伞顶烧损浇注料在外面拆除,在外面焊接、在外面支模、在外浇筑,整个施工流程简洁安全,便捷。
18.相对于现有技术,该方案的有益效果如下:
19.1、一般修补需要1天,但伞顶整体更换需要2天,如采用吊模方案进行处理节约1天时间;以5000t/d为例:1天时间能生产5000吨熟料;
20.2、该施工方法不需要搭设任何脚手架跟防护层施工,作业安全性能高,目前在国内外是最安全的的一种施工工法。
21.3、该施工方法为国家节约了大量的钢材,也节约了大量的劳动力,提高了生产力,节约了成本目前也是国内外最节能环保的工法。
22.本发明的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
23.附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:
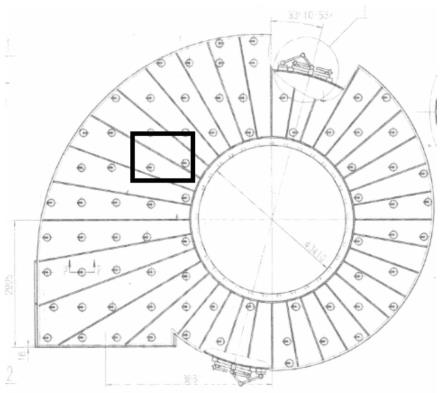
24.图1是本发明提供的修补方法中损坏处浇注料的位置进行标记的实物图;
25.图2是本发明提供的修补方法中开孔拆除的实物图;
26.图3是本发明提供的修补方法中锚固件敷设的实物图;
27.图4是本发明提供的修补方法中浇注完成后的实物图。
具体实施方式
28.以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
29.在本发明中,在未作相反说明的情况下,“上、下、顶、底”等包含在术语中的方位词仅代表该术语在常规使用状态下的方位,或为本领域技术人员理解的俗称,而不应视为对该术语的限制。
30.本发明提供了一种安全、高效的旋风筒伞顶耐火材料的修补方法,其特征在于,包括:
31.1)对旋风筒伞顶的损坏处浇注料的位置进行标记,在旋风筒伞顶的外面对损坏处浇注料进行开孔拆除;
32.2)将锚固件敷设在开孔处,接着在伞顶的顶部向下支模,然后向开孔处进行浇注。
33.在本发明中,为了确保修补过程中的安全,优选地,在步骤1)之前,所述修补方法还包括将窑冷却24h以上。
34.在本发明中,为了确保修补过程中的安全,优选地,在步骤1)中,在所述开孔拆除的过程中,打开孔门保持空气流通。
35.在本发明中,所述开孔拆除的具体操作具有多种选择,但是为了提高修复效率,优
选地,在步骤1)中,所述开孔拆除包括:在伞顶磨损上方铁板使用气割枪割除铁板,在接通风镐后拆除。
36.在上述实施方式中,为了进一步提高开孔拆除的效果和效率,优选地,所述开孔拆除包括:在磨损部位较严重的地方开孔,以圆心向四周拆除,直到拆除到浇注料厚度符合要求。
37.在本发明中,所述锚固件的敷设方法可以具有多种选择方式,但是为了进一步提高敷设效率,优选地,在步骤2)中,所述锚固件的敷设包括:将角铁焊接在伞顶二侧铁板上,将锚固件焊接在角铁上。
38.在上述实施方式中,所述锚固件的焊接方式以及所述角铁的规格可以在宽的范围内选择,但是为了进一步提高锚固件的稳定性,优选地,所述锚固件的焊接采用挂焊;所述角铁的宽度为4-6cm,所述角铁的长度根据拆除宽度来确定。
39.在上述实施方式中,所述角铁的长度以及所述锚固件的规格、敷设密度可以在宽的范围内选择,但是为了进一步提高锚固件的稳定性,优选地,所述锚固件的规格为s(8-12)*(250-260)mm,所述角铁两端搭在伞顶铁板上的长度为5cm以上,相邻的两个锚固件之间的间距为240-260cm。
40.在上述实施方式中,所述支模的规格可以在宽的范围内选择,但是为了进一步提高浇注的效果,优选地,在步骤2)中,所述支模满足以下条件:按照每1.4-1.6平方设置一道膨胀缝,所述膨胀缝的规格为(8-12)cm*(90-100)cm。
41.在上述实施方式中,所述支模厚度后的养护时间可以在宽的范围内选择,但是为了进一步提高浇注的效果,优选地,所述浇注完成后带模养护12小时以上。
42.以下通过实施例对本发明进行进一步说明。
43.步骤1(如图1所示,图中黑色框即为浇注料磨损部位被标记出):
44.1、必须在冷窑24h后进行;
45.2、在拆除前,预热器系统所有孔门打开保持空气流通;
46.3、确定好浇注料磨损部位,在伞顶磨损上方铁板使用气割枪割除铁板,在接通风镐后拆除。
47.步骤2(如图2所示):
48.1;准备好风镐和气管,正确佩戴好劳保防护用品,检查伞顶四周防护栏杆是否完好,佩戴好安全带,高挂低用,在磨损部位较严重的地方开孔,以圆心向四周拆除,直到拆除到浇注料厚度符合要求。
49.步骤3:
50.1、根据浇注料的拆除面积,准备好角铁宽度5cm(长度根据拆除宽度来确定)
51.2、准备好焊机、手电钻、纤维棉、模板、s10*270的锚固件
52.步骤4(如图3所示):
53.1、把提前的准备好的角铁焊接在伞顶二侧铁板,角铁两端搭在伞顶铁板上的长度必须达到5cm以上。
54.2、在使用焊机把s10*270mm的锚固件焊接在角铁上(挂焊),锚固件之间的间距保持在250cm。
55.步骤5:
56.1、支模前把四周旧浇注料清理干净才可以支模;
57.2、准备好10cm*100cm的膨胀缝,在支模时按照1.5平方放一道膨胀缝。
58.3、在伞顶顶部向下支模完成后,准备开始浇筑,浇筑完成带模养护12小时,这样就完成伞顶浇注料的修补,浇筑完成后效果如图4所示。
59.以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
60.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
61.此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1