一种固体颗粒半成品煅烧用回转窑的制作方法
本技术属于固体颗粒产品生产,具体涉及一种固体颗粒半成品煅烧用回转窑。
背景技术:
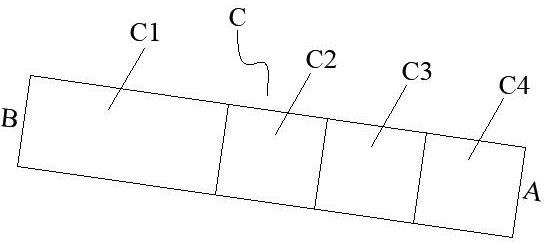
1、固体颗粒类产品广泛用于各行各业,固体颗粒产品的生产工艺流程为:原料混合粉碎、造粒、筛分、煅烧、冷却、收集包装。原料在经过粉碎、造粒、筛分后获得固体颗粒半成品,固体颗粒半成品送去煅烧,煅烧设备通常为回转窑。如图1-2所示,回转窑包括窑头a和窑尾b,窑头a和窑尾b的中间部分为窑体c,回转窑自窑尾b向窑头a方向向下倾斜设置(即窑尾b位置高、窑头a位置低),倾斜角度通常为3-6°,窑体c内衬有第一耐火砖层,第一耐火砖层由若干个第一耐火砖1构成,窑体c自窑尾b端至窑头a端依次为预热段c1、分解段c2、烧成段c3、冷却段c4,其中,以占整个窑体c长度计量,各段长度为:预热段c1 30-35%、分解段c215-20%、烧成段c3 15-20%,其余为冷却段c4。固体颗粒半成品3在回转窑内由窑尾b向窑头a运动,当回转窑旋转时,固体颗粒半成品3从窑体c底部被窑壁带起并在回转窑内形成一个斜坡(如图2所示),当固体颗粒半成品3被带到最高位置时,由于固体颗粒半成品3本身重力作用而翻滚下落,因回转窑有一定的倾斜度,滑落下来的固体颗粒半成品3不会再落到原来的地方,而是由高端的窑尾b向低端的窑头a移动一段距离,这样反复不断被带起,翻滚下落,使固体颗粒半成品3不断向前运动,完成煅烧过程。固体颗粒半成品3在回转窑预热段c1的升温过程,主要依靠两方面作用:(1)热传导:燃料自窑头a端喷入,在空气助燃下燃烧放热并产生高温热气,热气在风机的驱动下形成窑内热风,自窑头a向窑尾b流动,而固体颗粒半成品3自窑尾b向窑头a流动,因此固体颗粒半成品3与窑内热风在逆向运动过程中进行热量交换,窑内热风把固体颗粒半成品3烤热,(2)热辐射:回转窑的窑皮温度高,回转窑旋转过程中,固体颗粒半成品3落到窑皮上,窑皮把固体颗粒半成品3烤热。但是由图2可知固体颗粒半成品3的表面和整个窑体c的接触面积很少,导致大部分热量都没有得到很好地利用而被浪费掉。因此,亟待研发一种热量利用率比较高的固体颗粒半成品煅烧用回转窑。
技术实现思路
1、为解决现有技术中回转窑内热量没有得到很好利用而被浪费的问题,本实用新型的目的在于提供一种热量利用率比较高的固体颗粒半成品煅烧用回转窑。
2、为实现上述目的,本实用新型采取的技术方案为:
3、一种固体颗粒半成品煅烧用回转窑,包括窑头和窑尾,窑头和窑尾的中间部分为窑体,回转窑自窑尾向窑头方向向下倾斜设置,窑体自窑尾端至窑头端依次为预热段、分解段、煅烧段、冷却段,其特别之处在于:预热段、分解段、煅烧段、冷却段对应的窑体均内衬有第一耐火砖层,第一耐火砖层由若干个第一耐火砖构成;围绕窑体的周向间隔分布设置有若干排平行于预热段窑体中心轴线的第二耐火砖层,第二耐火砖层由若干个第二耐火砖构成;第一耐火砖和第二耐火砖的长度方向平行于窑体的中心轴线,第一耐火砖和第二耐火砖的厚度方向平行于窑体的径向;预热段窑体的径向截面中,第二耐火砖间隔分布对应的圆心角为60-120°并且每90°圆心角对应分布有5-7块第二耐火砖,厚度方向的相对两端面中一端面第一耐火砖和第二耐火砖两者贴合窑体内壁、另一端面第二耐火砖突出于第一耐火砖。
4、较好地,第二耐火砖突出第一耐火砖14-16cm;第二耐火砖的宽度为2-3cm。第二耐火砖的宽度不能太宽,本实用新型优选2-3cm,太宽的话,会占据空间,影响产量。
5、较好地,第一耐火砖的厚度为16-28cm。
6、有益效果:本实用新型在回转窑旋转过程中,将固体颗粒半成品带起来再从上面翻滚落下,翻滚落下时,由于第二耐火砖突出于第一耐火砖,固体颗粒半成品不再像改造之前形成斜坡堆在窑皮上而是分散开来,窑内热风中分散的固体颗粒半成品中穿过,固体颗粒半成品与窑内热风能更好地进行热量交换;回转窑预热段温差大,温差越大,达到热平衡的效率越高,因此,固体颗粒半成品在预热段能迅速得到升温。综上,本实用新型吸热快、热量利用率比较高,因此可以提高回转窑的转速,从而提高产量。
技术特征:
1.一种固体颗粒半成品煅烧用回转窑,包括窑头和窑尾,窑头和窑尾的中间部分为窑体,回转窑自窑尾向窑头方向向下倾斜设置,窑体自窑尾端至窑头端依次为预热段、分解段、煅烧段、冷却段,其特征在于:预热段、分解段、煅烧段、冷却段对应的窑体均内衬有第一耐火砖层,第一耐火砖层由若干个第一耐火砖构成;预热段的第一耐火砖层中围绕窑体的周向间隔分布设置有若干排平行于预热段窑体中心轴线的第二耐火砖层,第二耐火砖层由若干个第二耐火砖构成;第一耐火砖和第二耐火砖的长度方向平行于窑体的中心轴线,第一耐火砖和第二耐火砖的厚度方向平行于窑体的径向;预热段窑体的径向截面中,第二耐火砖间隔分布对应的圆心角为60-120°并且每90°圆心角对应分布有5-7块第二耐火砖,厚度方向的相对两端面中一端面第一耐火砖和第二耐火砖两者贴合窑体内壁、另一端面第二耐火砖突出于第一耐火砖。
2.如权利要求1所述的固体颗粒半成品煅烧用回转窑,其特征在于:第二耐火砖突出第一耐火砖14-16cm;第二耐火砖的宽度为2-3cm。
3.如权利要求1或2所述的固体颗粒半成品煅烧用回转窑,其特征在于:第一耐火砖的厚度为16-28cm。
技术总结
本技术属于固体颗粒产品生产领域,公开一种固体颗粒半成品煅烧用回转窑。预热段、分解段、煅烧段、冷却段对应的窑体均内衬有第一耐火砖层,第一耐火砖层由若干个第一耐火砖构成;预热段围绕窑体的周向间隔分布设置有若干排平行于预热段窑体中心轴线的第二耐火砖层,第二耐火砖层由若干个第二耐火砖构成;第一耐火砖和第二耐火砖的长度方向平行于窑体的中心轴线,第一耐火砖和第二耐火砖的厚度方向平行于窑体的径向;第二耐火砖间隔分布对应的圆心角为60‑120°并且每90°圆心角对应分布有5‑7块第二耐火砖,厚度方向的相对两端面中一端面第一耐火砖和第二耐火砖两者贴合窑体内壁、另一端面第二耐火砖突出于第一耐火砖。本技术热量利用率比较高。
技术研发人员:王长太,贾留千
受保护的技术使用者:新密市万力实业发展有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!