一种烧结过程风箱自动控制的方法与流程
本发明涉及自动控制方法的,具体而言,尤其涉及一种烧结过程风箱自动控制方法。
背景技术:
1、在烧结开机过程中,操作工需要在现场观察料头位置并远程与主控室联系进行开机布料过程风箱的控制,此种控制方式不仅耗费大量时间,牵扯多个人的精力,而且肉眼观察料层厚度及料头位置受环境及可视度的影响尤其在夜间开机时不能保证精准,停机排料时亦是如此。在烧结生产过程由于风箱开板闭合时卡料,导致风箱未能及时闭合,不仅能源消耗增高,风箱开板损坏加剧,而且对烧结矿终点位置以及烧结矿质量有一定影响。
技术实现思路
1、根据上述背景技术中提到的技术问题,本发明的目的为提供一种风箱自动控制方法,通过精准跟踪料头、料尾位置,排查风箱卡料等操作,实现了风箱在开机、停机、更换台车、异常排查等环节的自动控制,解决了此几个阶段风箱控制太过耗费人力的问题。本发明提供的风箱自动控制方法通过在烧结开机布料、停机排料、更换台车时精准判断并跟踪台车位置以及定周期排查卡料检测异常等方式,实现风箱在开机、停机、更换台车、异常排查等环节的自动控制,减少了操作工的工作量,使开停机过程风箱控制更加平稳,减少了烧结矿质量的波动,提高烧结矿合格率。
2、本发明采用的技术手段如下:一种风箱自动控制方法,包括:
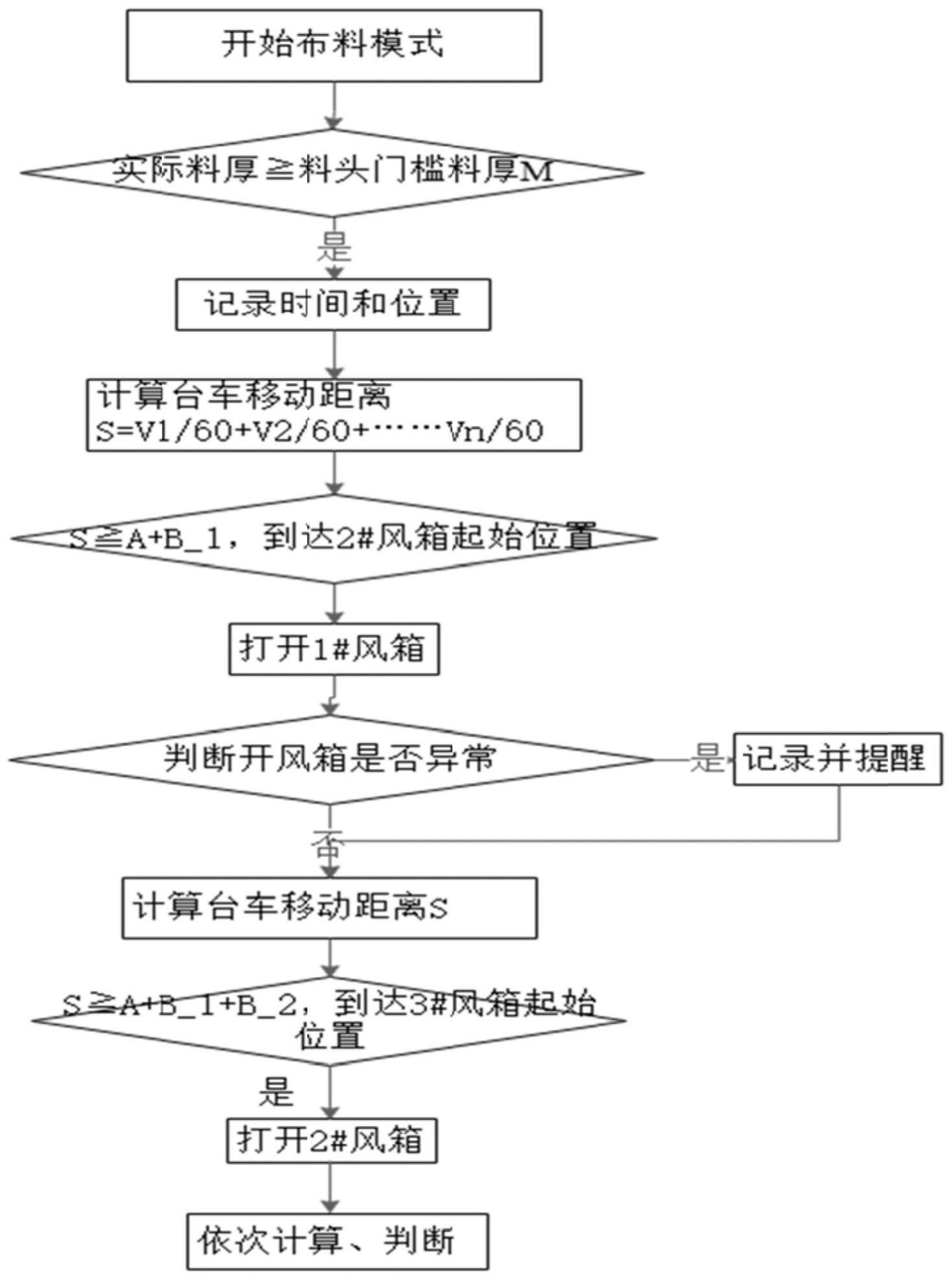
3、开机布料风箱控制;在开机过程中,实时采集料层厚度检测值;对料头定位跟踪,当料头到达第一风箱的结束位置时,将第一风箱打开到最大开度值;当料头到达下一风箱的结束位置时,将下一风箱打开到指定开度,依次类推,当最后一个风箱打开到最大开度值时,则开机风箱自动控制完成,实现开机风箱的自动控制;
4、风箱异常巡检控制;在生产过程中定周期对各风箱进行打开/关闭操作,逐一判断风箱当前状态,将异常风箱进行声光报警并等待进入下一周期;
5、停机进行排料风箱控制;在停机过程中,实时采集料层厚度检测值判断料尾位置,并对料尾定位跟踪,当料尾到达第一风箱的风箱头位置时,将1#风箱关闭;当料尾到达下一风箱头位置时,将下一风箱关闭,依次类推,当最后一个风箱关闭后,则停机风箱自动控制完成,停止计算;
6、换台车风箱控制;在生产过程中当出现台车异常需要换台车时,根据料厚情况精准定位需更换的台车位置,对该台车进行跟踪,将台车开始位置到达第一风箱时,将第一风箱关闭,到达下一风箱时,将下一风箱关闭,依此类推,待台车完全离开第一风箱后,将第一风箱打开并恢复到之前开度,离开下一风箱后将下一风箱恢复之前开度,依此类推;当到达更换台车指定位置后,提醒使用者减少主抽风机并进行换台车操作。
7、较现有技术相比,本发明具有以下优点:
8、本发明提供的风箱自动控制方法通过在烧结开机布料、停机排料、更换台车时精准判断并跟踪台车位置以及定周期排查卡料检测异常等方式,实现风箱在开机、停机、更换台车、异常排查等环节的自动控制,减少了操作工的工作量,使开停机过程风箱控制更加平稳,减少了烧结矿质量的波动,提高烧结矿合格率。
技术特征:
1.一种风箱自动控制方法,其特征在于,包括:
2.根据权利要求1所述的一种风箱自动控制方法,其特征在于,在开机过程中对料头位置进行自动判断,并以秒级频率对料头位置准确跟踪。
3.根据权利要求1所述的一种风箱自动控制方法,其特征在于,所述自动判断料尾位置并完成定位跟踪。
4.根据权利要求1所述的一种风箱自动控制方法,其特征在于,所述在换台车过程中根据料厚和负压自动定位异常台车位置。
5.根据权利要求1所述的一种风箱自动控制方法,其特征在于,所述在生产过程中定周期为1.5小时-3小时小时。
技术总结
本发明提供一种风箱自动控制方法,通过在烧结开机布料、停机排料、更换台车时精准判断并跟踪台车位置以及定周期排查卡料检测异常等方式,实现风箱在开机、停机、更换台车、异常排查等环节的自动控制,减少了操作工的工作量,使开停机过程风箱控制更加平稳,减少了烧结矿质量的波动,提高烧结矿合格率。
技术研发人员:何天庆,王光伟,刘宝奎,胡德顺,吕宝栋,李晓明,周智超,关爽,李亚娜,刘金存
受保护的技术使用者:鞍钢集团朝阳钢铁有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!