耐火预制块制备用成型平台的制作方法
1.本实用新型涉及耐火砖生产技术领域,尤其涉及耐火预制块制备用成型平台。
背景技术:
2.耐火材料一般分为两种,即不定型耐火材料和定型耐火材料,不定型耐火材料也叫浇注料,是由多种骨料或集料和一种或多种粘和剂组成的混合粉状颗料,使用时必须和一种或多种液体配合搅拌均匀,具有较强的流动性;定型耐火材料一般指耐火砖,其形状有标准规则,也可以根据需要筑切时临时加工耐火砖简称火砖;用耐火黏土或其他耐火原料先制成预制块,在对预制块进行烧制成的耐火材料,淡黄色或带褐色,主要用于砌冶炼炉。
3.现有的技术存在以下问题:
4.根据中国专利号cn211842447u,提供了一种耐火砖的成型装置,包括工作台,所述工作台底部表面的四角均固定连接有支撑腿,所述工作台顶部的表面固定连接有承载框,所述承载框顶部表面的中心处固定连接有液压油箱。本实用通过设置挡板、输送斜板、第二轴承座、承载框、正旋螺杆、第二定位模具、主动齿轮、传动电机、第一定位模具、从动齿轮、反旋螺杆、连接杆、移动套、刮板和清理板的配合使用,可对耐火砖成型过程中的多余部分进行清理,这样生产出的耐火砖表面更加洁净,解决了成型装置在生产时,因不能对多余原料进行清理,使得压制后大量原料附着在耐火砖表面,造成耐火砖表面杂物较多,从而导致生产出的耐火砖出现质量不高的问题。
5.上述专利在使用过程中,定位模具对接后,没有结构对定位模具进行固定,在进行后续步骤时,容易受力发生松动,对平台上的定位模具的连接还可以进一步改善。
6.我们为此,提出了耐火预制块制备用成型平台解决上述弊端。
技术实现要素:
7.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的耐火预制块制备用成型平台。
8.为了实现上述目的,本实用新型采用了如下技术方案:耐火预制块制备用成型平台,包括工作台,所述工作台上表面分别对称设置有第一定位模具、第二定位模具,所述第二定位模具开设有第二插槽,且第二插槽内开设有限位槽,所述第一定位模具滑动连接有按压杆,且按压杆一端焊接有第二插块,且第二插块安装有限位块,所述第二插块滑动连接有导向杆,所述第一定位模具表面固定连接有复位弹簧,且复位弹簧位于按压杆表面外侧,所述第二定位模具开设有第一插槽,所述第一定位模具安装有第一插块,所述工作台表面安装有承载框,且承载框安装有液压缸,所述液压缸底端连接有压板。
9.优选的,所述承载框表面安装有第一电机,且第一电机输出端连接有螺纹杆,所述螺纹杆表面螺旋连接有螺纹筒,所述螺纹筒表面固定安装有第二电机,且第二电机输出端连接有传动轴,所述传动轴左表面安装有橡胶软棍,所述传动轴右表面安装有清洁刷,所述传动轴通过轴承连接有滑套,所述滑套内滑动连接有滑杆。
10.优选的,所述第二插块设置有两组。
11.优选的,所述橡胶软棍设置有多组。
12.优选的,所述导向杆设置有两组。
13.优选的,所述第一插块与第一插槽配合使用,所述第一插块与第一插槽对称设置有两组。
14.优选的,所述限位块设置有倾斜面。
15.与现有技术相比,本实用新型的有益效果是;
16.1、本实用新型,通过设置第一插块、第一插槽、第二插块、第二插槽、限位槽、限位块、按压杆和弹簧的配合使用,便于对第一定位模具和第二定位模具进行连接固定,第一定位模具和第二定位模具进行拼接式时,第一插块插入第一插槽内部,限位块与第二插块通过倾斜面滑动插入第二插槽内部,插入时,限位块移动,对弹簧进行压缩,当限位块与第二插块进入到第二插槽内部后,复位弹簧的弹力伸开,通过连接杆带动第二插块移动,使限位块进入限位槽内部,进行限位,完成连接固定,防止连接松动,拆卸时,按压按压杆,带动第二插块和限位块移动,使限位块脱离限位槽,取消连接的固定,在对第一定位模具和第二定位模具进行分开。
17.2、本实用新型,通过设置第一电机、螺纹杆、螺纹筒、第二电机、传动轴、清洁刷和橡胶软棍的配合使用,也便于对耐火砖成型过程中多余的原料进行清洁,第一电机带动螺纹杆转动,从而带动螺纹筒运动,螺纹筒带动第二电机进行运动,第二电机带动传动轴转动,从而带动表面设置的清洁刷和橡胶软棍进行转动,清洁刷转动时对第一定位模具和第二定位模具进行刷动清洁,橡胶软棍转动时对第一定位模具和第二定位模具进行敲击振动,对第一定位模具和第二定位模具内的原料进行振动,增加原料紧密程度,便于后续挤压成型。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍。
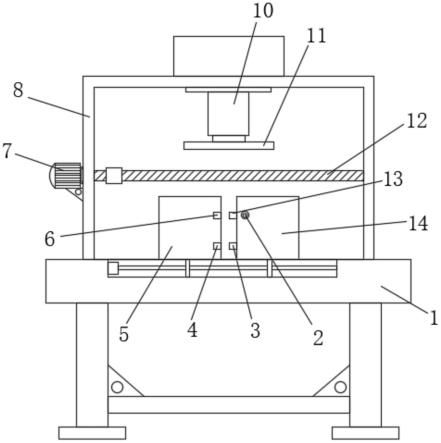
19.图1为本实用新型提出的耐火预制块制备用成型平台的结构示意图;
20.图2为本实用新型提出的耐火预制块制备用成型平台a放大示意图;
21.图3为本实用新型提出的耐火预制块制备用成型平台清洁刷示意图;
22.图4为本实用新型提出的耐火预制块制备用成型平台第二插块示意图。
23.图例说明:
24.1、工作台;2、按压杆;3、第一插块;4、第一插槽;5、第二定位模具;6、第二插槽;7、第一电机;8、承载框;9、复位弹簧;10、液压缸;11、压板;12、螺纹杆;13、第二插块;14、第一定位模具;15、清洁刷;16、滑套;17、传动轴;18、橡胶软棍;19、螺纹筒;20、第二电机;21、限位块;22、限位槽;23、导向杆;24、滑杆。
具体实施方式
25.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要
限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
26.请参照图1-4,耐火预制块制备用成型平台,包括工作台1,所述工作台1上表面分别对称设置有第一定位模具14、第二定位模具5,所述第二定位模具5开设有第二插槽6,且第二插槽6内开设有限位槽22,所述第一定位模具14滑动连接有按压杆2,且按压杆2一端焊接有第二插块13,且第二插块13安装有限位块21,所述第二插块13滑动连接有导向杆23,所述第一定位模具14表面固定连接有复位弹簧9,且复位弹簧9位于按压杆2表面外侧,所述第二定位模具5开设有第一插槽4,所述第一定位模具14安装有第一插块3,所述工作台1表面安装有承载框8,且承载框8安装有液压缸10,所述液压缸10底端连接有压板11,第一插块3与第一插槽4配合使用,所述第一插块3与第一插槽4对称设置有两组,限位块21设置有倾斜面。
27.本实施方案中:通过设置第一插块3、第一插槽4、第二插块13、第二插槽6、限位槽22、限位块21、按压杆2和弹簧的配合使用,便于对第一定位模具14和第二定位模具5进行连接固定,第一定位模具14和第二定位模具5进行拼接式时,第一插块3插入第一插槽4内部,限位块21与第二插块13通过倾斜面滑动插入第二插槽6内部,插入时,限位块21移动,对弹簧进行压缩,当限位块21与第二插块13进入到第二插槽6内部后,复位弹簧9的弹力伸开,通过连接杆带动第二插块13移动,使限位块21进入限位槽22内部,进行限位,完成连接固定,防止连接松动,拆卸时,按压按压杆2,带动第二插块13和限位块21移动,使限位块21脱离限位槽22,取消连接的固定,在对第一定位模具14和第二定位模具5进行分开。
28.具体的,承载框8表面安装有第一电机7,且第一电机7输出端连接有螺纹杆12,所述螺纹杆12表面螺旋连接有螺纹筒19,所述螺纹筒19表面固定安装有第二电机20,且第二电机20输出端连接有传动轴17,所述传动轴17左表面安装有橡胶软棍18,所述传动轴17右表面安装有清洁刷15,所述传动轴17通过轴承连接有滑套16,所述滑套16内滑动连接有滑杆24。
29.本实施方案中:通过设置第一电机7、螺纹杆12、螺纹筒19、第二电机20、传动轴17、清洁刷15和橡胶软棍18的配合使用,也便于对耐火砖成型过程中多余的原料进行清洁,第一电机7带动螺纹杆12转动,从而带动螺纹筒19运动,螺纹筒19带动第二电机20进行运动,第二电机20带动传动轴17转动,从而带动表面设置的清洁刷15和橡胶软棍18进行转动,清洁刷15转动时对第一定位模具14和第二定位模具5进行刷动清洁,橡胶软棍18转动时对第一定位模具14和第二定位模具5进行敲击振动,对第一定位模具14和第二定位模具5内的原料进行振动,增加原料紧密程度,便于后续挤压成型。
30.具体的,第二插块13设置有两组。
31.本实施方案中:通过设置两组第二插块13,增加连接固定的稳定。
32.具体的,橡胶软棍18设置有多组。
33.本实施方案中:通过设置多组橡胶软棍18,便于对第一定位模具14和第二定位模具5进行敲击振动。
34.具体的,导向杆23设置有两组。
35.本实施方案中:通过设置两组导向杆23,增加第二插块上下13运动稳定。
36.工作原理:工作时第一定位模具14和第二定位模具5进行拼接式时,第一插块3插
入第一插槽4内部,限位块21与第二插块13通过倾斜面滑动插入第二插槽6内部,插入时,限位块21移动,对弹簧进行压缩,当限位块21与第二插块13进入到第二插槽6内部后,复位弹簧9的弹力伸开,通过连接杆带动第二插块13移动,使限位块21进入限位槽22内部,进行限位,完成连接固定,防止连接松动,拆卸时,按压按压杆2,带动第二插块13和限位块21移动,使限位块21脱离限位槽22,取消连接的固定,在对第一定位模具14和第二定位模具5进行分开,第一电机7带动螺纹杆12转动,从而带动螺纹筒19运动,螺纹筒19带动第二电机20进行运动,第二电机20带动传动轴17转动,从而带动表面设置的清洁刷15和橡胶软棍18进行转动,清洁刷15转动时对第一定位模具14和第二定位模具5进行刷动清洁,橡胶软棍18转动时对第一定位模具14和第二定位模具5进行敲击振动,对第一定位模具14和第二定位模具5内的原料进行振动,增加原料紧密程度,便于后续挤压成型。
37.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
38.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1