一种架空裸导线绝缘材料涂覆装置的制作方法
1.本实用新型涉及对架空裸导线涂覆保护层的设备,尤其涉及一种架空裸导线绝缘材料涂覆装置。
背景技术:
2.目前,电力传输主要采取架空线路的形式,而早期规划的配网线路多以裸导线的形式投入使用,由于配网裸导线的架空高度低,易与逐年生长的树木、范围逐渐扩大的建筑物接触并发生短路,存在较多安全隐患。为了提高输电安全性,亟需对老旧架空裸导线进行绝缘化改造。传统的架空线路绝缘化改造方式是将整根裸导线更换,这种施工方式需要大面积停电,且需重新规划和架设杆塔,不仅费时、费力、费资金,而且效率极低。
3.现有技术中架空裸导线的涂覆装置,多采用轮式结构实现导线对涂覆头的支撑,但由于涂覆头本身重量原因和输送绝缘材料的管道张力原因,实际施工过程中,涂覆头出口边缘一般存在下沉的趋势力,导致绝缘涂层往往是偏心的,即裸导线的涂层上半弧面厚度偏薄,下半弧面涂层厚度偏厚,因耐压的短板效应,需要消耗大量的绝缘材料才能绝缘涂层厚度达到耐压要求,不仅导致绝缘材料浪费,而且涂覆效果不理想。此外,包覆于裸导线上下两侧的外壳无法实现自动安装,所以很难满足带电环境的作业要求,缺乏自动化能力。
技术实现要素:
4.本实用新型要解决的技术问题在于,针对现有技术的不足,提供一种能使裸导线表面的绝缘材料层厚度均匀,进而提高涂覆作业效果、避免材料浪费的架空裸导线绝缘材料涂覆装置。
5.为解决上述技术问题,本实用新型采用如下技术方案。
6.一种架空裸导线绝缘材料涂覆装置,所述涂覆装置包括有上壳和下壳,所述上壳罩设于所述下壳上且二者之间形成有一出料腔,所述上壳的前端和下壳的前端分别固定有前挡板,两个前挡板之间开设有可供裸导线穿过的前通孔,所述上壳的后端和下壳的后端分别固定有后挡板,两个后挡板之间开设有可供裸导线穿过的后通孔,所述后挡板的后端固定有定型板,两个定型板之间开设有可供裸导线穿过的定型孔,所述定型孔的孔径大于所述裸导线的直径,以令所述定型孔的孔壁与所述裸导线之间形成环状间隙,所述后挡板上开设有镂空孔,所述镂空孔贯穿于所述后挡板的前后两侧,且所述镂空孔与所述定型孔相连通。
7.优选地,所述下壳的侧部设有进料接头,所述进料接头连通于所述出料腔。
8.优选地,所述上壳固定有竖直设置的下壳升降滑轨,所述下壳开设有下壳升降滑道,所述下壳升降滑轨穿过所述下壳升降滑道且二者滑动连接,所述上壳设有用于驱使所述下壳上升或者下降的下壳升降驱动机构。
9.优选地,所述下壳升降驱动机构包括有依次传动连接的下壳升降驱动电机、下壳升降减速机构和下壳升降螺杆,所述下壳设有下壳升降螺母,所述下壳升降螺杆穿过所述
下壳升降螺母且二者相互螺合。
10.优选地,所述上壳的前端设有上安装架,所述上安装架的内侧设有上滚轮,所述上滚轮承载于所述裸导线的顶部。
11.优选地,所述下壳的前端设有下安装架,所述下安装架的内侧设有下滚轮,所述下滚轮抵接于所述裸导线的底部。
12.优选地,所述下安装架的内侧设有活动架,所述活动架的下端固定有活动限位杆,所述活动限位杆的下端穿过所述下安装架且二者活动链接,所述活动限位杆的下端固定有挡块,所述挡块抵挡于所述下安装架的底部,所述活动限位杆上套设有压紧弹簧,所述压紧弹簧夹设于所述活动架与所述下安装架之间,所述下滚轮安装于所述活动架上,借由所述压紧弹簧施加的弹力驱使所述下滚轮弹性抵紧于所述裸导线的底部。
13.优选地,所述活动架的下端设有两个活动限位杆,所述活动架上安装有两个下滚轮。
14.优选地,所述上壳的下端面固定有导向柱,所述下壳的上端面开设有导向孔,所述导向柱与所述导向孔相互对齐,当所述下壳与所述上壳相互抵紧时,所述导向柱插设于所述导向孔内。
15.优选地,所述上壳的前端固定有两个挂钩架,两个挂钩架分设于所述上安装架的两侧。
16.本实用新型公开的架空裸导线绝缘材料涂覆装置中,在两个后挡板的后端分别设置了定型板,两个定型板在拼接之后形成定型孔,因所述定型板设置于后挡板的外侧,可使得所述定型板不与所述裸导线接触,同时将所述定型孔的孔径设置为大于所述裸导线的直径,使得所述定型孔的孔壁与所述裸导线之间形成环状间隙,作业时,所述定型孔与所述裸导线保持在同轴心状态,在所述出料腔内绝缘材料压力作用下,绝缘材料经由所述后挡板上的镂空孔输出,再由上述环状间隙挤出,使得所述裸导线的周围均布绝缘材料层,因绝缘材料层厚度更加均匀,进而提高了涂覆作业效果,同时避免了浪费绝缘材料,较好地满足了涂覆作业要求,适合在架空裸导线绝缘材料自动涂覆设备中推广应用,并具有较好的应用前景。
附图说明
17.图1为涂覆装置闭合后的立体图;
18.图2为涂覆装置张开后的立体图一;
19.图3为下壳部分的分解图;
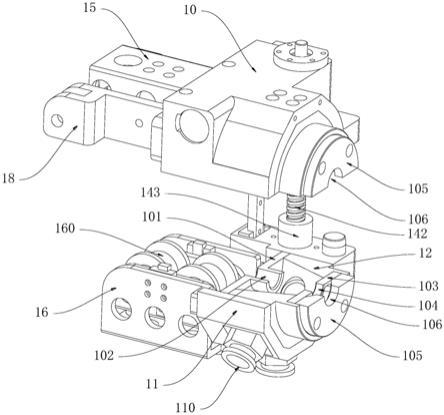
20.图4为涂覆装置张开后的立体图二;
21.图5为涂覆装置的剖面图一;
22.图6为上壳部分的结构图;
23.图7为下安装架与下滚轮部分的结构图;
24.图8为涂覆装置的侧视图;
25.图9为涂覆装置的剖面图二;
26.图10为架空裸导线绝缘材料自动涂覆设备的立体图;
27.图11为牵引装置的立体图一;
28.图12为牵引装置的立体图二;
29.图13为材料供给装置的立体图;
30.图14为材料供给装置的剖视图;
31.图15为材料供给装置的端面结构图;
32.图16为辅助输送装置的立体图;
33.图17为图16中a部分的放大图;
34.图18为图17的一种替换方案的结构图;
35.图19为装载机构的立体图;
36.图20为装载机构升起后的结构图;
37.图21为图20中b部分的放大图;
38.图22为装载机构的侧视图。
具体实施方式
39.下面结合附图和实施例对本实用新型作更加详细的描述。
40.实施例一
41.本实施例提供了一种架空裸导线绝缘材料涂覆装置,结合图1至图9所示,所述涂覆装置1包括有上壳10和下壳11,所述上壳10罩设于所述下壳11上且二者之间形成有一出料腔12,所述上壳10的前端和下壳11的前端分别固定有前挡板101,两个前挡板101之间开设有可供裸导线100穿过的前通孔102,所述上壳10的后端和下壳11的后端分别固定有后挡板103,两个后挡板103之间开设有可供裸导线100穿过的后通孔104,所述后挡板103的后端固定有定型板105,两个定型板105之间开设有可供裸导线100穿过的定型孔106,所述定型孔106的孔径大于所述裸导线100的直径,以令所述定型孔106的孔壁与所述裸导线100之间形成环状间隙,所述后挡板103上开设有镂空孔107,所述镂空孔107贯穿于所述后挡板103的前后两侧,且所述镂空孔107与所述定型孔106相连通。
42.上述装置中,在两个后挡板103的后端分别设置了定型板105,两个定型板105在拼接之后形成定型孔106,因所述定型板105设置于后挡板103的外侧,可使得所述定型板105不与所述裸导线100接触,同时将所述定型孔106的孔径设置为大于所述裸导线100的直径,使得所述定型孔106的孔壁与所述裸导线100之间形成环状间隙,作业时,所述定型孔106与所述裸导线100保持在同轴心状态,在所述出料腔12内绝缘材料压力作用下,绝缘材料经由所述后挡板103上的镂空孔107输出,再由上述环状间隙挤出,使得所述裸导线100的周围均布绝缘材料层,因绝缘材料层厚度更加均匀,进而提高了涂覆作业效果,同时避免了浪费绝缘材料,较好地满足了涂覆作业要求,适合在架空裸导线绝缘材料自动涂覆设备中推广应用,并具有较好的应用前景。
43.为了边缘注入绝缘材料,本实施例中,所述下壳11的侧部设有进料接头110,所述进料接头110连通于所述出料腔12。
44.为了在装载和取下所述涂覆装置自动张合,本实施例中,所述上壳10固定有竖直设置的下壳升降滑轨13,所述下壳11开设有下壳升降滑道130,所述下壳升降滑轨13穿过所述下壳升降滑道130且二者滑动连接,所述上壳10设有用于驱使所述下壳11上升或者下降的下壳升降驱动机构14。
45.关于所述下壳升降驱动机构14的具体结构,本实施例中,所述下壳升降驱动机构14包括有依次传动连接的下壳升降驱动电机140、下壳升降减速机构141和下壳升降螺杆142,所述下壳11设有下壳升降螺母143,所述下壳升降螺杆142穿过所述下壳升降螺母143且二者相互螺合。在所述下壳升降驱动机构14的驱使下,所述上壳10与所述下壳11可自动执行张开或者合拢动作,实际应用中只需远程操控所述下壳升降驱动机构14,使得本实施例涂覆装置可在带电条件下装载于所述裸导线100或者从所述裸导线100上取下,较好地满足了带电环境的作业要求,且更具自动化能力。
46.为了实现所述涂覆装置在所述裸导线100上行走,本实施例中,所述上壳10的前端设有上安装架15,所述上安装架15的内侧设有上滚轮150,所述上滚轮150承载于所述裸导线100的顶部。
47.进一步地,所述下壳11的前端设有下安装架16,所述下安装架16的内侧设有下滚轮160,所述下滚轮160抵接于所述裸导线100的底部。在所述上滚轮150与所述下滚轮160的配合作用下,将现有技术中的滑动摩擦变为滚动摩擦,大大减小了涂覆装置与裸导线100之间的摩擦力,进而提高涂覆效果。
48.本实施例具有下滚轮160自动弹性抵紧所述裸导线100的功能,具体是指,所述下安装架16的内侧设有活动架161,所述活动架161的下端固定有活动限位杆162,所述活动限位杆162的下端穿过所述下安装架16且二者活动链接,所述活动限位杆162的下端固定有挡块163,所述挡块163抵挡于所述下安装架16的底部,所述活动限位杆162上套设有压紧弹簧164,所述压紧弹簧164夹设于所述活动架161与所述下安装架16之间,所述下滚轮160安装于所述活动架161上,借由所述压紧弹簧164施加的弹力驱使所述下滚轮160弹性抵紧于所述裸导线100的底部。
49.作为一种优选结构,所述活动架161的下端设有两个活动限位杆162,所述活动架161上安装有两个下滚轮160。
50.本实施例中,所述上壳10的下端面固定有导向柱17,所述下壳11的上端面开设有导向孔170,所述导向柱17与所述导向孔170相互对齐,当所述下壳11与所述上壳10相互抵紧时,所述导向柱17插设于所述导向孔170内。在所述导向柱17与所述导向孔170的配合作用下,可使得所述上壳10与所述下壳11在合拢时以及作业过程中能保持对正,进而起到限位、导向作用。
51.作为一种优选结构,所述上壳10的前端固定有两个挂钩架18,两个挂钩架18分设于所述上安装架15的两侧。所述挂钩架18上开设有销钉孔180,所述涂覆装置与牵引装置可通过穿过所述销钉孔180的销钉进行连接,致使所述涂覆装置与牵引装置呈铰链连接关系,当牵引装置与所述涂覆装置执行爬坡动作,或者行走至所述裸导线100的弧形位置时,基于上述铰链关系,所述涂覆装置与牵引装置可在小角度范围内上下浮动、翻转,使得二者能顺滑地在所述裸导线100上行走,避免因刚性连接导致所述涂覆装置和牵引装置卡在所述裸导线100上。
52.实施例二
53.目前,随着机器人技术的发展,当前出现了采用机器人对架空裸导线进行绝缘化改造的技术,但现有技术仍存在诸多缺陷,此类设备中,涂覆头部分和供料部分是分开设置的,同时利用安装在架空裸导线上的绝缘机器人对涂覆头部分进行牵引,但是上述设备中,
因各部分都是分立设置的,使用过程中需要将各部分单独架设于裸导线上,不仅难于操作,而且各部分间的动作一致性不好。
54.此外,现有技术多采用半自动方式,将自动涂覆机构挂装到裸导线的过程中或多或少的需要操作人员手动参与,或手动操作设备锁紧装置,或手动扣回并锁紧涂覆装置。这在停电施工作业中尚可接受,但停电作业效率低,施工进行受供电部门停电计划的影响,实际需要绝缘化改造的老旧线路往往情况非常复杂,当遇到线路上有断股或结节时,因现有的解决方案都无法完成越障作业,所以在断股或结节部分只能停止作业,导致该部分无法涂覆绝缘材料,难以满足全面涂覆的施工要求。
55.为解决上述技术问题,本实施例提出了一种结构紧凑、动作一致性好、便于安装、更具自动化性能的带电作业型架空裸导线绝缘材料自动涂覆设备,结合图10至图15所示,其包括有:
56.一涂覆装置1,用于向裸导线100的表面涂覆绝缘材料;
57.一材料供给装置2,用于向所述涂覆装置1输送绝缘材料;
58.一牵引装置3,置于所述裸导线100上,所述涂覆装置1和材料供给装置2分别连接于所述牵引装置3,所述牵引装置3用于在裸导线100上行走并带动所述涂覆装置1和材料供给装置2相对所述裸导线100移动。
59.上述设备中,将所述牵引装置3直接连接于所述涂覆装置1前端,将所述材料供给装置2设置于牵引装置3上,在所述牵引装置3的驱使下,可带动涂覆装置1在裸导线100的表面涂覆绝缘材料,同时利用所述材料供给装置2为所述涂覆装置1输送绝缘材料。相比现有技术而言,本实用新型将牵引装置3、材料供给装置2和涂覆装置1集成为一个整机,无需另外配置机器人,施工时只需将所述自动涂覆设备整体装载于架空裸导线上,即可实现自动涂覆作业,不仅便于安装、易于操作,而且设备的整体结构更加紧凑、动作一致性更好,具有更优的自动化性能。
60.本实施例中,所述牵引装置3包括有牵引支架30,所述牵引支架30的内侧设有至少两个牵引滚轮31,所述牵引支架30的外侧设有用于驱使至少一个牵引滚轮31转动的牵引驱动机构32。本实施例通过牵引驱动机构32驱使牵引滚轮31运转,以令所述牵引滚轮31在裸导线100上行走,进而起到对所述涂覆装置1的牵引作用。
61.为了保证所述牵引滚轮31与所述裸导线100之间具有足够的摩擦力,进而提升所述牵引装置3的牵引能力,在本实施例中,所述牵引支架30的内侧设有压紧轮支架33,所述压紧轮支架33上设有压紧轮330,所述牵引滚轮31和压紧轮330分别抵紧于所述裸导线100的上下两侧。
62.作为一种优选结构,所述牵引支架30的内侧固定有两个竖直设置的压紧轮升降导轨331,每个压紧轮升降导轨331上设有一压紧轮升降滑块332且二者滑动连接,两个压紧轮升降滑块332均与所述压紧轮支架33固定连接,所述牵引支架30上开设有可供所述压紧轮支架33上升或者下降的避空槽口333,所述压紧轮支架33穿过所述避空槽口333,所述牵引支架30的外侧设有用于驱使所述压紧轮支架33上升或者下降的压紧轮升降驱动机构34。
63.上述结构中,在所述压紧轮升降驱动机构34的驱动下,可驱使所述压紧轮支架33和压紧轮330上升或者下降,当所述自动涂覆设备需要装载于所述裸导线100时,可先令所述压紧轮支架33和压紧轮330下降,使得所述压紧轮330与所述牵引滚轮31之间张开一定距
离,借助能够相互匹配的架空线路上下线辅助输送装置,将所述自动涂覆设备运送至所述裸导线100处,待所述裸导线100进入所述压紧轮330与所述牵引滚轮31之间时,再驱使所述压紧轮支架33与压紧轮330上升,直至所述压紧轮330和所述牵引滚轮31将所述裸导线100加紧,当需要取下所述自动涂覆设备时,只需反向执行上述动作即可。基于上述原理,本实施例可自动完成装载和取下所述自动涂覆设备,能够在带电环境下完成相应动作。特别是在遇到导线存在断股或结节时,可以在停止供料的前提下,控制所述压紧轮330和所述牵引滚轮31张开,当整个设备越过断股或结节后,再重新闭合所述压紧轮330和所述牵引滚轮31,进而达到越障的目的。
64.为了实现对所述压紧轮支架33与压紧轮330的升降控制,本实施例中,所述压紧轮升降驱动机构34包括有压紧升降电机340、压紧蜗轮传动组件341、压紧升降螺杆342和压紧升降螺母343,所述压紧升降电机340和所述压紧蜗轮传动组件341均固定于所述牵引支架30的外侧,所述压紧升降电机340、压紧蜗轮传动组件341和压紧升降螺杆342依次传动连接,所述压紧升降螺杆342穿过所述压紧升降螺母343且二者相互螺合,所述压紧升降螺母343与所述压紧轮支架33固定连接。
65.进一步地,本实施例可为牵引装置配置倾角传感器,根据设备水平倾角调整压紧升降电机340的截止扭矩,进而调节所述压紧轮330对裸导线的压紧力,同时调节所述牵引滚轮31与所述裸导线100之间的摩擦力,随之提高设备的爬坡能力,起到辅助爬坡的作用。
66.本实施例中的所述牵引滚轮31和所述压紧轮330均采用凹轮结构,用以与所述裸导线100紧密配合。
67.作为一种优选结构,所述牵引驱动机构32包括有牵引驱动电机320和牵引减速组件321,所述牵引滚轮31的转轴310穿过所述压紧轮支架33,所述转轴310上套设有皮带轮311且二者固定连接,两个皮带轮311之间通过皮带312连接,所述牵引驱动电机320的输出轴与所述牵引减速组件321的动力输入端传动连接,两个牵引滚轮31之一的转轴310与所述牵引减速组件321的动力输出端传动连接。本实施例优选采用皮带和皮带轮的配合实现动力传输,但是在实际应用中,还可以替换为其他的传动方式,例如链条链轮机构等等。
68.作为一种优选结构,所述牵引支架30是截面为倒“u”形的支架。为了便于安装所述压紧轮升降驱动机构34以及为所述压紧轮支架33提供升降空间,本实施例优选将所述牵引支架30的两个侧板设置为一长一短的形式,较长一侧的侧板可用于安装所述压紧轮升降驱动机构34和所述牵引驱动机构32,较短一侧的侧板下方可用于穿入所述裸导线100,上述结构设置更加合理,较好地满足了应用要求。
69.关于供料部分,本实施例中,所述材料供给装置2包括有供料支架20,所述供料支架20内设有电动推杆21,所述供料支架20的后端固定有绝缘材料腔室22,所述绝缘材料腔室22内设有推料活塞23且二者滑动连接,所述电动推杆21的驱动轴连接于所述推料活塞23,所述绝缘材料腔室22的后端设有出料接头24,所述出料接头24与所述涂覆装置1之间通过管路连通。本实施例优选将所述材料供给装置2直接吊装在所述牵引装置3的下方,不仅紧凑型更好,而且缩短了所述出料接头24与所述涂覆装置1之间的管路长度,绝缘材料在较短的管路内传输,可避免因管路过长而发生绝缘材料滞后输出的情况,进而满足作业要求。
70.本实施例将所述供料支架20直接固定在所述牵引装置3上,具体是指,所述牵引支架30的下端固定有角铝连接件300,所述角铝连接件300与所述供料支架20固定连接。
71.作为一种优选结构,所述绝缘材料腔室22的后端设有能够打开或者关闭的腔室盖板25,所述出料接头24设于所述腔室盖板25上。因所述腔室盖板25能够开合,因此方便了向所述绝缘材料腔室22内填装绝缘材料,本实施例中,所填装的绝缘材料优选是预制的袋装材料,使用时,需将所述腔室盖板25打开,然后将剪开口的绝缘材料袋装入所述绝缘材料腔室22,再将所述腔室盖板25关闭,当所述电动推杆21驱使所述推料活塞23向后推进时挤压绝缘材料袋,使得绝缘材料由所述出料接头24输送至涂覆装置1,当绝缘材料用毕,可将所述绝缘材料腔室22内被压缩的空袋取出并进行更换。
72.上述结构中,因采用了胶囊式软包装绝缘材料,有效减小了绝缘材料与所述绝缘材料腔室22内壁之间的粘滞阻力,大大降低了材料供给装置的功耗,同时,有效降低了绝缘材料的包装成本,提高了绝缘材料的密封性、可靠性和保存周期。
73.此外,所述涂覆装置1的作业端可以设置摄像头108,该摄像头108可通过无线图像传输技术将图像传送至地面接收端,便于观察涂覆效果。
74.实施例三
75.目前,架空输电线路分布广、距离长、线路环境复杂,架空线路已成为电力传输的主要形式,架空线路的完全稳定运行直接影响供电系统的可靠性,定期对架空线路进行巡检、维护是各地市供电部门的重要工作内容。现有技术中,对架空线路的巡检、维护大都采用人工巡检的方式,这种方式效率低、精度差,且危险系数高,随着机器人技术的发展,越来越多的机器人代替人类从事环境恶劣、工序复杂的工作,但如何迅速、可靠的将机器人吊装至指定线路位置,并在机器人完成特定作业任务后将机器人取下,是该机器人技术能否大面积应用推广的关键。当前电力机器人领域,主要研究机器人如何在线路上完成各种复杂任务,对机器人吊装上下线的研究比较少,普遍都采用绝缘斗臂车等大型吊装机械辅助机器人吊装上下线,若电杆设立在平地、交通条件较好的地方,绝缘斗臂车等大型吊装机械还可以到达,并完成辅助安装,但是对于设立在山区、农田等地的电杆而言,大型吊装机械将设备无法发挥作用。为了解决这些问题,现有技术中大多采用了如下办法:
76.1、公开号为cn 209088413 u的中国实用新型专利中,上下线装置及输电线铁塔通过在杆塔上安装上下线轨道,并在轨道上安装攀爬组件和搭载组件,可将电力机器人置于搭载组件上,随轨道移动至线路测,辅助完成机器人上下线;
77.2、公开号为cn202260340u的中国实用新型专利中,配电网架空线路绝缘塔头吊装工具通过在杆塔上安装下安装管、上安装管和滑轮架,实现对电力工具的吊装;
78.3、公开号为cn208150851u的中国实用新型专利中,配电网架空线路用吊装工具在电杆外侧壁上装两个卡接装置,加入转轴、套筒和托板,实现对电力工具或设备的吊装;
79.上述现有技术均通过在杆塔侧搭建简易吊装机构来实现电力设备或工具的吊装,虽然能够实现吊装作业,但操作过程重复、繁琐、费时费力,尤其是难以在裸导线带电状态下作业,无法满足上下线输送要求。
80.为解决上述技术问题,本实施例提出了一种无需大型吊装设备、便于地面操作、不受地理环境限制、可实现带电作业的架空线路上下线辅助输送装置,结合图16至图22所示,所述辅助输送装置4包括有两个翻斗滑车40、装载机构41和两个卷扬机42,两个翻斗滑车40分别对应所述装载机构41的左右两端,所述翻斗滑车40包括有一滑车支撑板400及一导向板401,所述滑车支撑板400是包括有竖向板402和横向板404的“l”形板,所述导向板401的
第一端与所述竖向板402的顶端一体成型,且所述导向板401与所述竖向板402之间形成有用于卡入裸导线100的卡装位410,所述横向板404与所述导向板401的第二端之间形成有安装口405,所述横向板404的底部设有定滑轮406以及绕过所述定滑轮406的升降拉线407,所述升降拉线407的第一端连接于所述装载机构41,所述升降拉线407的第二端连接于所述卷扬机42,所述导向板401的第二端连接有绝缘上拉线408,所述竖向板402的外侧设有绝缘下拉线409,所述竖向板402的外侧设有用于驱使所述滑车支撑板400向外偏摆的绝缘下拉线409,所述绝缘上拉线408的端部和所述绝缘下拉线409的端部均延伸至地面。
81.上述辅助输送装置在操作过程中,先将待输送的自动涂覆设备或者机器人等器材装入所述装载机构41,再利用无人机等器材携带绝缘上拉线408绕过裸导线100后回到地面,然后操作人员拉动绝缘上拉线408,使得所述翻斗滑车40随之上升,直至所述导向板401的第二端滑过裸导线100,即所述裸导线100卡入所述卡装位410内,按照相同操作将两个翻斗滑车40均装载于所述裸导线100上,之后启动两个卷扬机42,通过所述卷扬机42对所述升降拉线407施加拉力,通过两条升降拉线407带动所述装载机构41上升,直至将所述装载机构41上搭载的器材输送至所述裸导线100的相邻处,配合相应的动作或者相应的机械手等设施将这些器材装载于所述裸导线100,进而实现了由地面向所述裸导线100的输送过程。当自动涂覆设备或者机器人等器材装载于所述裸导线100上之后,需将辅助输送装置从裸导线100上取下,以便于自动涂覆设备或者机器人等器材在裸导线100上行走,此时,先控制所述装载机构41下降至地面,然后向外拉动所述绝缘下拉线409,令所述裸导线100从安装口405脱出,缓慢放松所述绝缘上拉线408,直至所述翻斗滑车40下降至地面。整个过程中,用户只需在地面即可完成操控,进而实现了在所述裸导线100带电条件下的输送作用,同时该辅助输送装置无论在平坦场地还是山区坡地均能使用,无需大型吊装机械设备,不受地理环境限制,较好地满足多场合以及带电作业要求。
82.从裸导线100上取下所述翻斗滑车40时,为了便于所述绝缘下拉线409向所述滑车支撑板400施加拉力,本实施例中,所述竖向板402的外侧设有偏摆拉杆411,所述偏摆拉杆411的上端与所述竖向板402的顶端铰链连接,所述绝缘下拉线409连接于所述偏摆拉杆411的下端。该偏摆拉杆411连接于所述竖向板401的外侧顶端,所以有助于向所述滑车支撑板400施加偏转拉力。
83.本实施例中,所述导向板401呈“z”形,且所述导向板401的第二端向斜下方倾斜。其中,“z”形的导向板401,有助于在所述导向板401与所述竖向板402之间形成卡装位410,同时,所述导向板401的第二端设置为向斜下方倾斜的形状,方便于所述裸导线100滑入所述安装口405或者从所述安装口405脱出。
84.进一步地,所述卡装位410内安装有一滑车滚轮403,所述滑车滚轮403抵接于裸导线100的顶端。但是这仅是一种优选的应用方式,在实际应用中,还可以采用如图18所示的替换结构,将所述导向板401设置为倾斜板状,将所述卡装位410设置为内凹的弧面,同样可以起到方便装载或者取下所述翻斗滑车40的作用。
85.作为一种优选结构,所述装载机构41为顶部开口的绝缘箱体,所述装载机构41的底部形成有分别向左右两侧凸出的吊装底板413,两条升降拉线407分别连接于两个吊装底板413。
86.本实施例中,所述装载机构41的左右两端分别形成有向上延伸的y形叉件43,所述
y形叉件43的中间处开设有可供裸导线100穿过的竖向槽口430。在上述y形叉件43的作用下,当所述装载机构41上升至接近所述裸导线100的位置时,所述裸导线100可预先穿过所述竖向槽口430,在所述裸导线100与所述y形叉件43的配合作用下,可防止所述装载机构41发生翻转,进而提高所述装载机构41上升过程的稳定性。例如,当所述装载机构41接近所述裸导线100后,如果所述装载机构41内装载的器材是主动式机器人,则机器人会发出相应的动作并将其自身吊装于所述裸导线100上,此类吊装动作或者外界风力将会导致所述装载机构41发生轻微的摇晃,而通过所述裸导线100与所述y形叉件43的配合,有效降低了所述装载机构41的摇晃程度,同时可防止所述装载机构41出现大角度摇摆、翻转等危险情况,进而起到防护、限制作用。
87.本实施例中,所述竖向槽口430内设有竖向滑块431且二者滑动连接,所述装载机构41的左右两侧分别设有向外凸出的滑杆下载台44,所述滑杆下载台44上固定有滑杆440,所述滑杆440滑动连接于所述竖向滑块431,所述滑杆下载台44上套设有滑杆弹簧441,所述滑杆弹簧441夹设于所述滑杆下载台44与所述竖向滑块431之间。当所述裸导线100穿过所述竖向槽口430后,所述裸导线100对所述竖向滑块431施加压力,在所述滑杆弹簧441的顶升作用下,所述竖向滑块431与所述裸导线100保持在弹性抵紧的状态,使得本实施例辅助输送装置4与所述裸导线100之间关系更加紧密,安全性更好。
88.作为一种优选结构,所述竖向滑块431的外侧设有滑杆上载台442,所述滑杆440穿过所述滑杆上载台442且二者滑动连接,所述滑杆上载台442上开设有可供所述升降拉线407穿过的穿线孔443。因所述升降拉线407穿过所述穿线孔443而连接于所述吊装底板413,使得所述装载机构41更加稳定地保持在竖直状态。
89.为使得所述竖向滑块431与所述裸导线100良好配合,本实施例中,所述竖向滑块431的顶端开设有用于卡入所述裸导线100的卡线凹槽432。
90.当所述装载机构41上装载被动式器材时,为了便于将这些器材吊装于所述裸导线100上,所述装载机构41应当能够产生相应动作,在本实施例中,所述装载机构41内设有能够在预设角度内翻转的翻板45,所述装载机构41的底部设有用于驱使所述翻板45翻转的翻板驱动机构46。
91.实施例四
92.作为一种应用举例,上述三个实施例可以结合使用,进而组成一个完整的辅助输送、自动涂覆系统,结合图1至图22所示,该系统的工作过程如下:
93.步骤s1,初始步骤:牵引装置3中的牵引滚轮31和压紧轮330呈张开状态,涂覆装置1中的上壳10和下壳11亦呈张开状态,为所述材料供给装置2填装剪有开口的绝缘材料袋。
94.步骤s2,输送步骤:将涂覆装置1、材料供给装置2和牵引装置3组成的自动涂覆设备放置于所述装载机构41的翻板45上,利用无人机等设备携带绝缘上拉线408绕过裸导线100后回到地面,拉动所述绝缘上拉线408直至将两个翻斗滑车40挂接于所述裸导线100上,之后启动卷扬机42,利用两个卷扬机42牵拉所述装载机构41,使得所述装载机构41平直上升,当所述装载机构41上的自动涂覆设备靠近所述裸导线100,并且所述裸导线100穿过所述y形叉件43的竖向槽口430时,所述卷扬机42暂时停机,控制所述翻板驱动机构46运动并驱使所述翻板45翻转预设角度,所述自动涂覆设备随之翻转,使得所述牵引滚轮31和压紧轮330之间的开口、所述上壳10和下壳11之间的开口均朝向所述裸导线100,然后再次启动
所述卷扬机42,所述装载机构41继续上升,直至所述裸导线100位于所述牵引滚轮31与压紧轮330之间的开口外侧以及所述上壳10与所述下壳11之间的开口外侧,然后控制所述翻板45反向翻转,使所述裸导线100穿过所述牵引滚轮31与压紧轮330之间的开口以及所述上壳10与所述下壳11之间的开口,然后控制所述压紧升降电机340运转并驱使所述压紧轮330上升,同时控制所述下壳升降驱动电机140运转并驱使所述下壳11上升,利用所述牵引滚轮31和压紧轮330将所述裸导线100夹紧,所述上滚轮150和所述下滚轮160将所述裸导线100夹紧,此时,将所述自动涂覆设备吊装于所述裸导线100上,然后控制所述装载机构41下降,再从所述裸导线100上取下所述翻斗滑车40,输送、吊装工序完成。
95.步骤s3,绝缘材料涂覆步骤:所述牵引装置3启动并带动所述涂覆装置1和材料供给装置2相对所述裸导线100移动,同时,所述材料供给装置2中的电动推杆21驱使所述推料活塞23运动并向所述涂覆装置1输送绝缘材料,在所述电动推杆21施加的压力作用下,绝缘材料经由所述镂空孔107以及所述定型孔106挤出,进而在所述裸导线100的表层涂覆厚度均匀的绝缘材料层,当所述牵引装置3和所述涂覆装置1遇到断股或结节时,可控制所述牵引滚轮31与压紧轮330相对张开、所述上壳10与所述下壳11相对张开,待所述牵引装置3和所述涂覆装置1越过断股或结节后,控制所述牵引滚轮31与压紧轮330相对闭合、所述上壳10与所述下壳11相对闭合,以便于继续执行绝缘材料涂覆工序;
96.步骤s4,回收步骤:参照步骤s2,先吊装所述翻斗滑车40,而后控制所述装载机构41上升直至所述翻板45抵接于自动涂覆设备的底部,然后控制所述牵引滚轮31与压紧轮330相对张开、所述上壳10与所述下壳11相对张开,再控制所述装载机构41上升至牵引滚轮31离开所述裸导线100,然后控制所述翻板45翻转预设角度,同时,所述自动涂覆设备与所述裸导线100脱离,再控制所述装载机构41下降,并暂时停留在所述裸导线100靠近所述竖向槽口430顶端开口的位置,然后控制所述翻板45反向翻转直至所述自动涂覆设备回到竖直状态,最后控制所述装载机构41下降、取下翻斗滑车40,完成系统作业。
97.上述步骤s1至步骤s4仅仅作为应用举例,用于对本实用新型作出更加清楚的说明,然而本实用新型在实际应用中却不限于此,即实际应用中,上述实施例一至实施例三均可以单独使用或者与其他现有的设备结合使用,因此,该三个实施例不唯一地限于上述应用过程,因此上述三个实施例既可以作为独立的技术方案,也可以相互结合使用,用户和根据需要进行灵活选用和组合。
98.以上所述只是本实用新型较佳的实施例,并不用于限制本实用新型,凡在本实用新型的技术范围内所做的修改、等同替换或者改进等,均应包含在本实用新型所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1