一种大型压铸机喷涂线脉冲喷涂装置的制作方法
[0001]
本发明涉及喷涂设备技术领域,特别涉及一种大型压铸机喷涂线脉冲喷涂装置。
背景技术:
[0002]
压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件,这样的零件通常就被叫做压铸件。压铸件在不同的地方有不同的叫法,如压铸零件、压力铸件、压铸件、压铸铝、压铸锌件、压铸铜件、铜压铸件、锌压铸件、铝压铸件铝压铸件、铝压合金铸件、铝合金压铸零件等,由于金属铜、锌、铝及铝合金具有很好的流动性和可塑性,而且铸造加工是在有压力的压铸机中铸造,因此铝压铸件可以做出各种较复杂的形状,也可作出较高的精度和光洁度,从而很大程度的减少了铸件的机械加工量和金属铜、锌、铝或铝合金的铸造余量,不仅节约了电力、金属材料、还大大节约了劳动成本;而铜、锌、铝及铝合金具有优良的导热性,较小的比重和高可加工性;从而压铸件被广泛应用于汽车制造、内燃机生产、摩托车制造、电动机制造、油泵制造、传动机械制造、精密仪器、园林美化、电力建设、建筑装饰等各个行业,而一般其压铸铝制品从压铸机去除后,需要通过机器人及喷涂装置在模具上喷涂一层脱模剂,在模具表面形成涂层,以防止在下一循环时,铝水在模具表面形成粘结、烧伤等,造成生产出来的铝制品存在缺陷,导致报废,但是,现有的压铸生产工艺,需要喷涂大量的脱模剂,一方面为了在模具表面形成涂层,另一方面也是为了冷却模具,保证产品工艺的稳定性,但这样会造成需要喷涂大量的脱模剂,不管是不是需要这么多量的地方,都是进行大量喷涂,虽然温度高的地方温度降下来了,但温度低的地方,会导致局部温度太冷,且脱模剂的浪费非常严重,成本高且不环保,并且,随着模具设计制造技术的提升,模具内冷效果越来越好,就不需要喷涂大量的脱模剂来进行冷却,因此急需一种喷涂装置来解决所述问题。
技术实现要素:
[0003]
本发明的目的在于提供一种大型压铸机喷涂线脉冲喷涂装置,可以有效解决背景技术中的问题。
[0004]
为实现上述目的,本发明采取的技术方案为:一种大型压铸机喷涂线脉冲喷涂装置,包括安装架,所述安装架前端壁体上设有若干个安装底座,所述安装底座上设有脉冲喷嘴,所述脉冲喷嘴一侧壁体上还设有快速接头,所述安装架前端外壁壁体上还设有可移动侧安装板,所述安装架底部两侧壁体上分别设有封板,所述安装架底部前端与后端在两个封板之间的壁体上分别设有吹气板,所述安装架两侧壁体上分别设有减压阀安装板,两个所述减压阀安装板上分别设有若干个调压阀,两个所述减压阀安装板上方壁体上还分别对称设有两个中继盒,所述安装架顶部中间位置设有连接手臂,所述连接手臂底部两侧与安装架顶部位置的壁体上设有分配块,所述安装架顶部两侧壁体上还分别设有原液注入口,所述安装架顶部前端与后端两侧壁体上还分别设有
接线头。
[0005]
优选的,所述安装底座固定安装在安装架前端的壁体中,并且所述脉冲喷嘴固定安装在安装底座内,并且所述安装底座前端外侧壁体上固定安装有罩壳,所述罩壳将其脉冲喷嘴外侧四周壁体进行遮盖。
[0006]
优选的,所述安装架底部还设有若干个吹气喷嘴,所述吹气喷嘴固定安装在安装架底部对应的固定座上,并且所述吹气喷嘴一端穿过对应的吹气板一侧的壁体上的通孔延伸之外部。
[0007]
优选的,所述原液注入口在安装架内的端口上还固定安装有内部管线,并且所述内部管线穿插安装在安装架内对应的腔体中,所述内部管线上各个接头分别固定连接在对应的脉冲喷嘴上的快速接头上,并且通过其内部管线将其若干个脉冲喷嘴串联,所述内部管线另一端固定连接在吹气板内对应的吹气喷嘴一侧接口上。
[0008]
优选的,所述减压阀安装板一侧开口处分别通过其透明的有机玻璃进行覆盖,并且所述减压阀安装板前端与后端的上方与下方位置的壁体上分别固定安装有卡扣,所述卡扣将其透明有机玻璃与减压阀安装板固定连接在一起。
[0009]
优选的,所述快换把手通过下方的卡槽转动连接在其分配块一侧对应的固定块上,并通过固定轴将其快换把手的卡槽与分配块一侧的固定块进行固定限位,与将其连接手臂底部的块体锁紧在安装架上的分配块上。
[0010]
优选的,所述连接手臂上方壁体固定件与外部的喷涂机器人的机械臂进行固定连接。
[0011]
与现有技术相比,本发明具有如下有益效果:本发明所述的一种大型压铸机喷涂线脉冲喷涂装置,利用脉冲喷嘴的涂布效果好、可控性强、喷涂量少,根据模具的形状进行脉冲喷嘴的排布,实现专用脉冲喷涂的功能,喷涂时,机器人动作少,喷涂时间也少,大大节约喷涂时间,降低生产成本,提高单位时间生产效率,符合环保要求,另外,将脱模剂的压力设定进行分组控制,且调整压力的调压阀直接直接在喷涂器上进行压力的设定调整,减少设定完成后的压力在管路中的损耗,并且,采用快换式样进行设计,可以直接通过快换把手和分配板进行喷涂器之间的切换,节约系统切换时间。
附图说明
[0012]
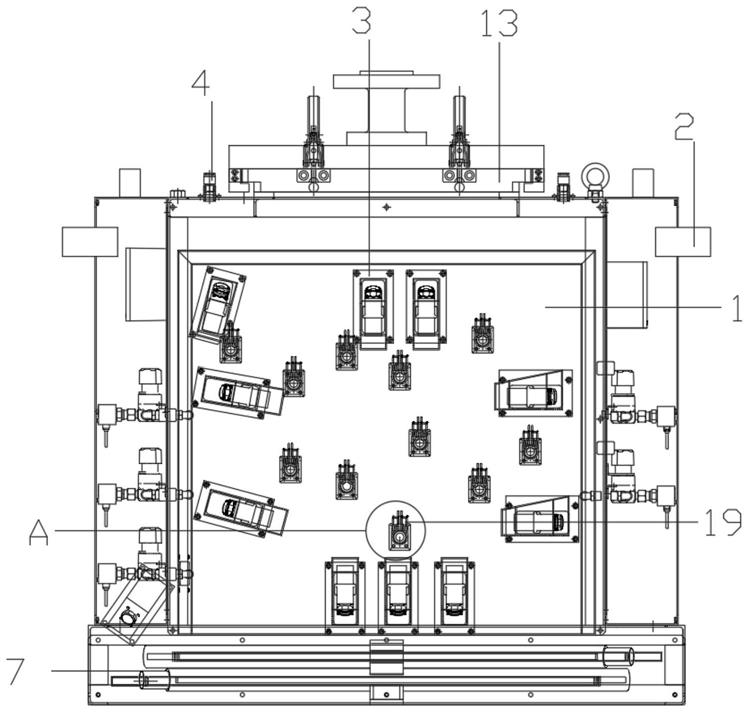
图1为本发明一种大型压铸机喷涂线脉冲喷涂装置的主体结构正视图;图2为本发明一种大型压铸机喷涂线脉冲喷涂装置的主体结构侧视图;图3为图1中a处的放大图。
[0013]
图中:1、安装架;2、卡扣;3、罩壳;4、原液注入口;5、封板;6、可移动侧安装板;7、吹气板;8、减压阀安装板;9、中继盒;10、接线头;11、连接手臂;12、快换把手;13、分配块;14、内部管线;15、脉冲喷嘴;16、安装底座;17、调压阀;18、吹气喷嘴;19、快速接头。
具体实施方式
[0014]
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
[0015]
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0016]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0017]
如图1-3所示,本发明提供的一种大型压铸机喷涂线脉冲喷涂装置,包括安装架1,安装架1前端壁体上设有若干个安装底座16,安装底座16上设有脉冲喷嘴15,脉冲喷嘴15一侧壁体上还设有快速接头19,安装架1前端外壁壁体上还设有可移动侧安装板6,安装架1底部两侧壁体上分别设有封板5,安装架1底部前端与后端在两个封板5之间的壁体上分别设有吹气板7,安装架1两侧壁体上分别设有减压阀安装板8,两个减压阀安装板8上分别设有若干个调压阀17,两个减压阀安装板8上方壁体上还分别对称设有两个中继盒9,安装架1顶部中间位置设有连接手臂11,连接手臂11底部两侧与安装架1顶部位置的壁体上设有分配块13,安装架1顶部两侧壁体上还分别设有原液注入口4,安装架1顶部前端与后端两侧壁体上还分别设有接线头10。
[0018]
安装底座16固定安装在安装架1前端的壁体中,并且脉冲喷嘴15固定安装在安装底座16内,并且安装底座16前端外侧壁体上固定安装有罩壳3,罩壳3将其脉冲喷嘴15外侧四周壁体进行遮盖。
[0019]
安装架1底部还设有若干个吹气喷嘴18,吹气喷嘴18固定安装在安装架1底部对应的固定座上,并且吹气喷嘴18一端穿过对应的吹气板7一侧的壁体上的通孔延伸之外部。
[0020]
原液注入口4在安装架1内的端口上还固定安装有内部管线14,并且内部管线14穿插安装在安装架1内对应的腔体中,内部管线14上各个接头分别固定连接在对应的脉冲喷嘴15上的快速接头19上,并且通过其内部管线14将其若干个脉冲喷嘴15串联,内部管线14另一端固定连接在吹气板7内对应的吹气喷嘴18一侧接口上,通过内部管线14将其脉冲喷嘴15连接,将其脱模机与压缩空气输入到对应的脉冲喷嘴15上。
[0021]
减压阀安装板8一侧开口处分别通过其透明的有机玻璃进行覆盖,并且减压阀安装板8前端与后端的上方与下方位置的壁体上分别固定安装有卡扣2,卡扣2将其透明有机玻璃与减压阀安装板8固定连接在一起,通过卡口2的设置,能够将其减压阀安装板8上的透明有机玻璃进行快速的拆装,而不需要拆装多颗螺丝来实现透明有机玻璃的安装与拆卸。
[0022]
快换把手12通过下方的卡槽转动连接在其分配块13一侧对应的固定块上,并通过固定轴将其快换把手12的卡槽与分配块13一侧的固定块进行固定限位,与将其连接手臂11底部的块体锁紧在安装架1上的分配块13上,通过快换把手12的设置,能够将其连接手臂11快速的在安装架1上进行拆装。
[0023]
连接手臂11上方壁体固定件与外部的喷涂机器人的机械臂进行固定连接。
[0024]
需要说明的是,本发明为一种大型压铸机喷涂线脉冲喷涂装置,在使用时,先将其
分配块13放置在安装架1顶部,随后,将其安装架1顶部壁体两侧的快换把手12分别向一侧掰动,进而使得两个快换把手12上的卡齿分别卡入到连接手臂11下方两侧的壁体上,进而将其连接手臂11,进而将其连接手臂11与分配块13固定连接在一起,进而将其连接手臂11与安装架1固定连接在一起,随后,通过连接构件将其连接手臂11与外部的喷涂机器人上的机械臂固定连接,并且通过其快换把手12与分配块13的设置能够将其整个装置从分配块13上分离,进而对其能够对其二者进行快速的分离,进而实现压铸系统生产不同品种的产品时能够快速的更换其喷涂机械臂,另外,在喷涂之间,先将其其脱模机与压缩空气通过外部设备加压并通过连接管连接到对应的原液注入口4上,进而通过原液注入口4将其脱模机与压缩空气输入到安装架1内,随后,可通过其脉冲喷嘴15底部的安装底座16来对其脉冲喷嘴15的喷涂角度进行调整,以应对模具不同的点位,进而能够通过改变脉冲喷嘴15的数量、排布位置以及外形尺寸来设计制作不同的喷涂器去对应不同的产品,随后,当其脉冲喷嘴15对其模具喷涂完成后通过吹气喷嘴18对其模具进行扫吹,以便于快捷的对其模具进行降温,另外其供应其脉冲喷嘴15的脱脱模剂压力可以通过设置在安装架1两侧减压阀安装板8上的调压阀17对其脱模剂的压力进行调节,以调整其脉冲喷嘴15的喷涂效果,另外,通过减压阀安装板8上的透明有机玻璃能够直接在外部观察脱模剂压力的情况,并且,通过两个减压阀安装板8上的卡扣2的设置,能够便捷的对其对应的减压阀安装板8上的透明有机玻璃进行拆卸,使得在检修时直接打开即可,不需要拆装多个螺丝。
[0025]
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1