一种电解液自动压滤机及其工作方法与流程
[0001]
本发明涉及压滤机技术领域,具体公开一种电解液自动压滤机及其工作方法。
背景技术:
[0002]
电解机床是利用电化学反应中阳极溶解的原理去除材料并将工件加工成型的设备,在加工某些零件时,相比机械加工设备,其具有加工效率高、表面质量好、加工过程中不产生应力和变形等优点。但是,随着加工的进行,电解液中的电解产物含量增加,会使电解液成为糊状,严重时将堵塞加工间隙,造成短路。所以必须对电解液进行过滤。
[0003]
现有的电解机床普遍采用板框压滤机进行过滤,即用装有筛孔尺寸为0.07-0.15的尼龙丝网的板框对电解液进行过滤,滤除其中的氢氧化物、固体杂质小屑和腐蚀冲刷下来的金属晶粒。待滤网堵塞后,打开滤板,人工去除滤网上的废渣。由于航空工业电解加工的镍铬合金零件的废渣中含有有害物质,人工去除存在不利于健康的因素。
技术实现要素:
[0004]
本发明的目的在于提供一种电解液自动压滤机及其工作方法,解决了需要人工去除滤网上的废渣对人体健康不利的问题。
[0005]
本发明是通过以下技术方案来实现:
[0006]
一种电解液自动压滤机,包括机架,在机架上设有驱动装置和多个串接在一起的过滤板框,每个过滤板框均为空腔,相邻两个过滤板框的内腔连通,驱动装置与位于一侧的过滤板框连接;
[0007]
在机架一侧开有与待滤电解液箱连通的进液口和出液口,进液口和出液口与位于另一侧的过滤板框连通;
[0008]
在每个过滤板框的顶部开有进气口,在位于一侧的过滤板框的侧壁上开有反吹气口,反吹气口和进气口连接有气源;
[0009]
在机架下方从上至下设有振动器、光幕传感器和废料收集箱;
[0010]
驱动装置连接有液压控制回路,进气口和气源之间设有压缩空气控制回路,进液口和出液口连接有电解液控制回路,液压控制回路、压缩空气控制回路、电解液控制回路、振动器及光幕传感器均与控制单元连接。
[0011]
进一步,在过滤板框的四角开有液孔,液孔与滤网间的滤后腔室相通,板框贴紧后,四角液孔形成滤后通道。
[0012]
进一步,过滤板框之间通过缆绳相连,靠近第一安装架的过滤板框连接有推进板,滚轮设置在推进板下方。
[0013]
进一步,振动器包括电动机和与电动机连接的转动连杆,沿着转动连杆的轴向设有若干个振动爪,且在转动连杆的两个方向上均设有振动爪。
[0014]
进一步,液压控制回路上设有油箱、液压泵、第一压力开关和电磁阀;
[0015]
液压泵设在油箱内,驱动装置采用液压缸,液压缸的无杆腔一端与第一压力开关
连接,第一压力开关与电磁阀连接,电磁阀与液压泵连接,液压缸的有杆腔一端与电磁阀连接后与油箱连通。
[0016]
进一步,在机架一侧设有接近开关,接近开关与控制单元连接。
[0017]
进一步,电解液控制回路上设有过滤泵、第二压力开关、进液电磁阀、出液电磁阀和回流电磁阀;过滤泵、第二压力开关和进液电磁阀设置在待滤电解液箱和进液口之间,出液电磁阀设置在滤后电解液箱和出液口之间。
[0018]
进一步,压缩空气控制回路上设有第三压力开关、吹气电磁阀、增压缸、反吹电磁阀及排气电磁阀,第三压力开关、吹气电磁阀及增压缸依次连接,增压缸的出口与进气口之间设有第一单向阀;排气电磁阀通过第四压力开关与增压缸出口相连,反吹电磁阀与过滤板框反吹气口之间设有第二单向阀。
[0019]
进一步,排气电磁阀的出气端口连接有消音器。
[0020]
本发明还公开了所述的电解液自动压滤机的工作方法,包括以下步骤:
[0021]
s1、驱动装置推动过滤板框移动,对过滤板框进行挤压;
[0022]
s2、挤压完成后,从进液口进入待滤电解液,过滤板框对电解液进行过滤,过滤后的电解液从出液口流出;当过滤板框上的电解泥堵塞电解液回路时,电解液回路压力升高,电解液控制回路控制电解液不再进入;
[0023]
s3、堵塞后,压缩空气控制回路开始工作,从过滤板框的进气口吹入压缩空气,压缩空气吹干过滤板框上的水分,固体杂质被吹干;
[0024]
s4、驱动装置带动过滤板框向反方向移动,将过滤板框拉开;
[0025]
s5、振动器启动,将过滤板框上的废渣振掉,振掉的废渣落入废料收集箱中;在振动过程中,光幕传感器对光信号进行检测,当检测到不再有废渣落下,振动器关闭;
[0026]
s6、重复步骤s1;
[0027]
s7、从过滤板框的反吹气口吹入压缩空气,压缩空气将过滤板框上的颗粒反吹回电解液槽内,停止吹起,打开出液口;该自动压滤机的一个工作循环完成。
[0028]
与现有技术相比,本发明具有以下有益的技术效果:
[0029]
本发明公开了一种电解液自动压滤机,包括驱动装置、过滤板框、振动器和光幕传感器,驱动装置连接有液压控制回路,进气口和气源之间设有压缩空气控制回路,进液口和出液口连接有电解液控制回路,液压控制回路、压缩空气控制回路、电解液控制回路、振动器及光幕传感器均与控制单元连接。通过进气口给待滤腔室通入压缩空气,使气、液分离,采用增压压缩空气复压技术,在短时间内使废渣含水量大幅度减少,使排渣效率提高,一般压滤机采用压滤后自然晾干的途径使卸渣排水,等待时间过长,影响排渣效率;采用振动器自动振动除渣、压缩空气反吹和光幕传感器检测技术,自动去除滤网上的废渣,减轻工人劳动强度,保护人身健康;在一侧的过滤板框的侧壁上开有反吹气口,用压缩空气反吹,对滤网进行清洁,提高滤网利用率;采用光幕设计,用于感应是否还有废渣落下,不需要人工现场时刻观察,完全实现自动化。
[0030]
进一步,液压控制回路上设有油箱、液压泵、第一压力开关和电磁阀;驱动装置采用液压缸,液压缸的无杆腔一端与第一压力开关连接,第一压力开关与电磁阀连接,电磁阀与液压泵连接,液压缸的有杆腔一端与电磁阀连接后与油箱连通;系统上电后,电磁阀得电,压力油进入液压缸,液压缸开始对过滤板框进行挤压,随着挤压的进行,液压回路的压
力不断升高,当升高到第一压力开关的设定值后,第一压力开关动作,电磁阀断电,过滤板框处于压紧状态。通过液压控制回路控制驱动装置的动作,做到自动化控制。
[0031]
进一步,在机架上设有接近开关,当驱动装置移动且到达接近开关附近时,接近开关感应到信号,发信号给控制单元,控制单元控制电磁阀断电,驱动装置停止移动,避免了驱动装置所带动的推进板回退时碰撞到机架上。
[0032]
进一步,振动器包括电动机和转动连杆,沿着转动连杆的轴向设有若干个振动爪,且在转动连杆的两个方向上均设置振动爪。在过滤板框的前后方各放置一个振动器,当电动机转动后,带动转动连杆旋转,连杆上的振动爪拨动板框上下振动,从而振掉滤网上的废渣。振动器上振动爪数量多,去除效率高,结构简单,成本低。
[0033]
进一步,电解液控制回路上设有过滤泵、第二压力开关、进液电磁阀、出液电磁阀和回流电磁阀,在进行复压吹干和振动除渣时,需要由进液电磁阀关闭进液口;在进行反吹时,需要回流电磁阀接通另一路电解液通路,同时通过出液电磁阀关闭电解液出液口。当过滤板框上的电解泥堆积到一定程度后会堵塞电解液回路,使电解液回路压力升高,当压力升高到第二压力开关的设定值后,第二压力开关动作发出信号,进液电磁阀关闭,过滤泵停止,此时不再进入电解液。通过设计的控制回路,使电解液的进出得到自动化控制,不需要人工操作。
[0034]
进一步,压缩空气控制回路上设有增压缸和压力开关,增压缸对压缩空气进行增压,可以快速将过滤板框内废渣吹干,便于排渣;压力开关用于检测增压后的压缩空气压力。
[0035]
进一步,在排气管路上还安装了消音器,消除噪音。
[0036]
本发明还公开了所述电解液自动压滤机的工作方法,全程自动化控制,采用自动振动除渣后,避免操作者与废渣的直接接触,有利于操作者的身体健康,显著改善操作者劳动条件。
附图说明
[0037]
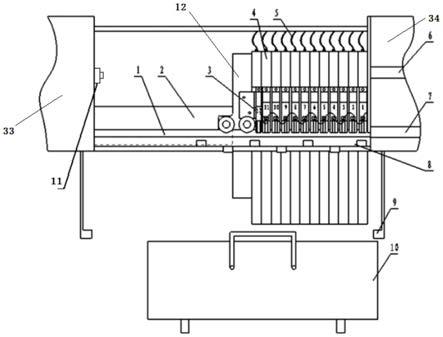
图1为本发明的电解液自动压滤机的结构示意图;
[0038]
图2为本发明的液压控制回路的原理示意图;
[0039]
图3为本发明的过滤板框的结构示意图;
[0040]
图4为本发明的振动器结构示意图;
[0041]
图5为图4的侧视图;
[0042]
图6为本发明的电解液控制回路的原理示意图;
[0043]
图7为本发明的压缩空气控制回路的原理示意图。
[0044]
其中,1为导轨,2为驱动装置,3为连接缆绳,4为过滤板框,5为进气口,6为进液口,7为出液口,8为振动器,9为光幕传感器,10为废料收集箱,11为接近开关,12为推进板;
[0045]
13为第一压力开关,14为挤压电磁阀,15为拉开电磁阀;
[0046]
16为电动机,17为转动连杆,18为振动爪;
[0047]
19为过滤泵,20为第二压力开关,21为进液电磁阀,22为回流电磁阀,23为出液电磁阀;
[0048]
24为第三压力开关,25为吹气电磁阀,26为排气电磁阀,27为增压缸,28为反吹电
磁阀,29为第四压力开关,30为消音器,31为第一单向阀,32为第二单向阀;
[0049]
33为第一安装架,34为第二安装架;
[0050]
41为滤网,42为液孔,43为废渣。
具体实施方式
[0051]
下面结合具体的实施例对本发明做进一步的详细说明,所述是对本发明的解释而不是限定。
[0052]
如图1所示,本发明公开的一种电解液自动压滤机,包括机架、设置在机架一侧的第一安装架33和设置在机架另一侧的第二安装架34,在机架上设有驱动装置2和多个串接在一起的过滤板框4,每个过滤板框4均为空腔,相邻两个过滤板框4的内腔连通,驱动装置2与靠近第一安装架33的过滤板框4连接,在驱动装置2的作用下,过滤板框4沿着导轨1横向滑动;在第二安装架34内开有与待滤电解液箱连通的进液口6和与滤后电解液箱连通的出液口7,进液口6和出液口7与靠近第二安装架34的过滤板框4连通;在每个过滤板框4的顶部开有进气口5,在与靠近第一安装架33的过滤板框4的侧壁上开有反吹气口,反吹气口和进气口5连接有气源,用于通入压缩空气;在机架下方从上至下设有振动器8、光幕传感器9和废料收集箱10;振动器8用于振掉滤网41上的废渣43,光幕传感器9用于感应是否还有废渣43落下;驱动装置2连接有液压控制回路,进气口5和气源之间设有压缩空气控制回路,进液口6和出液口7连接有电解液控制回路,液压控制回路、压缩空气控制回路、电解液控制回路、振动器8及光幕传感器9均与控制单元连接。
[0053]
机架外围有护罩,护罩可打开和关闭。
[0054]
各部分功能如下:
[0055]
驱动装置2采用液压缸,其控制原理如图2所示,用来将过滤板框4压紧和拉开。液压控制回路上设有油箱、液压泵、第一压力开关13和电磁阀;液压泵设在油箱内,液压缸的无杆腔一端与第一压力开关13连接,第一压力开关13与电磁阀连接,电磁阀与液压泵连接,液压缸的有杆腔一端与电磁阀连接后与油箱连通;系统上电后,电磁阀得电,压力油进入液压缸,液压缸开始对过滤板框4进行挤压,随着挤压的进行,液压回路的压力不断升高,当升高到第一压力开关13的设定值后,第一压力开关13动作,电磁阀断电,过滤板框4处于压紧状态。
[0056]
过滤板框4如图3所示,十个左右的过滤板框4挤压在一起,通过滚轮放置于导轨1之上。过滤板框4之间通过连接缆绳3相连,过滤完成后由液压缸沿导轨1可依次拉开。每个板框沿电解液流动方向两侧为滤网41,中间开孔为待滤液通道,板框贴紧后,板框之间形成待滤腔室。四角也开有液孔42,与滤网41间的滤后腔室相通,板框贴紧后,四角的液孔42形成滤后通道,过滤后的电解液从此通道流出。
[0057]
更优地,靠近第一安装架33的过滤板框4连接有推进板12,滚轮设置在推进板12下方,比在过滤板框4下方设置滚轮的结构更简单一些。
[0058]
本发明的过滤板框4的推进板12有压缩空气入口进入待滤腔室,在过滤完成后,用增压的压缩空气进行复压,进一步加压吹干滤网41上的电解泥,以利于振动除渣。同时,过滤板框4的推进板12也有反吹气口进入滤后腔室,振动除渣后,由这一路压缩空气进行反吹,清洁滤网41。这两处进气孔均要加装单向阀,保证压缩空气进入腔室,而腔室内的电解
液不会进入气路。
[0059]
振动器8结构简图如图4和5所示,由电动机16、转动连杆17和振动爪18组成,沿着转动连杆17的轴向设有若干个振动爪18,且在转动连杆17的两个方向上均设置振动爪18。在过滤板框4的前后方各放置一个振动器8,当电动机16转动后,带动转动连杆17旋转,连杆上的振动爪18拨动板框上下振动,从而振掉滤网41上的废渣43。
[0060]
电解液控制回路的控制原理如图6所示:电解液控制回路上设有过滤泵19、第二压力开关20、进液电磁阀21、出液电磁阀23和回流电磁阀22。过滤泵19、第二压力开关20和进液电磁阀21设置在待滤电解液箱和进液口6之间,出液电磁阀23设置在出液口7和滤后电解液箱之间,回流电磁阀22设置在待滤电解液箱和进液口6之间。
[0061]
在进行复压吹干和振动除渣时,需要由进液电磁阀21关闭进液口6;在进行反吹时,需要回流电磁阀22接通另一路电解液通路,同时通过出液电磁阀23关闭电解液出液口7。
[0062]
压缩空气控制回路的控制原理如图7所示:压缩空气控制回路上设有第三压力开关24、吹气电磁阀25、增压缸27及反吹电磁阀28,第三压力开关24、吹气电磁阀25及增压缸27依次连接,增压缸27的出口与过滤板框4上的进气口5之间设有第一单向阀31;排气电磁阀26通过第四压力开关29与增压缸27出口相连,反吹电磁阀28与过滤板框4反吹气口之间设有第二单向阀32。
[0063]
引入压缩空气,用增压缸27对压缩空气进行增压,在过滤完成后进行复压吹干;在振动除渣完成后,用压缩空气进行反吹,清洁滤网41。第三压力开关24用来检测压缩空气压力,第四压力开关29用来检测增压后的压缩空气压力,第一单向阀31和第二单向阀32用来保证电解液不会进入压缩空气回路。
[0064]
为实现自动过滤除渣功能,本装置由可编程控制器plc进行控制,控制程序按下述步骤进行。图2~图7为说明该步骤的附图。
[0065]
系统上电后,挤压电磁阀14得电,压力油进入液压缸,液压缸活塞杆开始动作对过滤板框4进行挤压。过滤板框4沿导轨1移动,随着挤压的进行,液压回路的压力不断升高,当升高到第一压力开关13的设定值后,第一压力开关13动作,表明挤压到位,第一压力开关13传递信号给控制单元,控制单元控制挤压电磁阀14断电。
[0066]
如图6所示,加工后的待滤电解液通过过滤泵19经打开的进液电磁阀21进入过滤板框4入口,回流电磁阀22关闭,出液电磁阀23打开,对电解液进行过滤,过滤后的电解液从过滤板框4出口流出。当过滤板框4上的电解泥堆积到一定程度后会堵塞电解液回路,使电解液回路压力升高,当压力升高到第二压力开关20的设定值后,第二压力开关20动作发出信号,进液电磁阀21关闭,过滤泵19停止,此时不再进入电解液。
[0067]
然后,吹气电磁阀25打开、排气电磁阀26关闭,从过滤板框4顶部吹入经增压缸27增压后的压缩空气,称为复压,增压后的压缩空气进一步加压吹干过滤板框4上的水分。根据实际的复压排液情况,复压的时间可以人为调整。复压完成后,吹气电磁阀25关闭、排气电磁阀26打开,气路中的压缩空气通过排气电磁阀26后,经消音器30消音排出。
[0068]
待复压完成后,拉开电磁阀15得电,液压缸活塞杆松开,将通过连接缆绳3连接的过滤板框4沿导轨1依次拉开,当拉开到接近开关11感应到信号后,表明过滤板框4拉开到位。这时拉开电磁阀15断电,液压缸活塞杆停止拉开。
[0069]
然后振动器8电机得电转动,振动爪18拨动过滤板框4振动,将过滤板框4上的废渣43振掉。振掉的废渣43落入废料收集箱10。进入这一过程后,程序对光幕信号进行检测,如有废渣43落下,光幕信号受到阻隔,输出为0,当不再有废渣43下落后,光幕信号输出为1,表明废渣43振落完成。
[0070]
然后,挤压电磁阀14得电,液压缸活塞杆开始动作,对过滤板框4进行挤压,当挤压到第一压力开关13的设定值后,活塞杆停止挤压,过滤板框4处于压紧状态。
[0071]
这时反吹电磁阀28打开,出液电磁阀23关闭,回流电磁阀22打开,压缩空气通过反吹电磁阀28吹入过滤板框4进行反吹,由于出液电磁阀23封闭出口,压缩空气将过滤板框4上的细小颗粒通过回流电磁阀22反吹回待滤电解液箱内,反吹定时一段时间后,反吹电磁阀28关闭压缩空气,停止吹气,出液电磁阀23打开出液口7,回流电磁阀22关闭。
[0072]
至此,自动压滤机的一个工作循环完成。
[0073]
然后,进液电磁阀21打开,过滤泵19启动,待滤电解液从进液口6进入,进行过滤,开始进行一个新的工作循环。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1