一种易拆卸、可修复高耐磨陶瓷合金复合磨辊的制作方法
1.本实用新型涉及一种易拆卸、可修复高耐磨陶瓷合金复合磨辊,可适用于火力发电、水泥、冶金、矿山等行业的磨辊。
背景技术:
2.在电力、水泥、冶金、矿山等行业,磨辊在制粉系统中被广泛使用,它作为主要的耐磨件,磨辊的耐磨性能直接影响到制粉的作业率、煤粉质量、磨辊消耗和生产成本。由于任何磨辊材料,在制粉工况条件下,都有较为严重的磨损,当磨辊磨损出现较严重的凹坑、沟槽后,会导致磨煤机煤粉效率下降,磨煤机出力不足。
3.目前火力发电厂所用的磨辊大部分为高铬铸铁整体铸造而成,成本较高,且打磨加工困难。运行磨损后在其上面反复堆焊耐磨合金层可以提高磨辊的使用寿命,但次数有限,且成本较高,容易出现堆焊层脱落的现象,同时电厂频繁的停机检修造成了极大的经济损失,寿命一般6000
‑
8000小时。
4.为了提高磨辊使用寿命,目前电厂逐渐开始采用金属陶瓷复合磨辊,寿命可达堆焊材料的2
‑
3倍。金属陶瓷复合磨辊比较成熟的结构形式有两种,一次浇注成型和二次浇注成型。一次浇注成型工艺是指将陶瓷芯板一次浇注高铬铸铁材料而成,提升磨辊使用寿命,但磨损后废旧磨辊不能堆焊再使用,废旧磨辊也无法进行直接回炉使用,需要花费大量的碳刨及人工成本,同时严重影响中频炉炉衬材料的使用频次,增加中频炉维护成本。二次浇注成型工艺制备复合磨辊,首先采用高铬铸铁浇铸陶瓷网格体制备出金属陶瓷复合耐磨件,然后对金属陶瓷复合耐磨件二次浇铸球墨铸铁制备出复合磨辊,较高铬铸铁整体浇铸磨辊降低成本,但使用后的磨辊也不能堆焊使用,废旧磨辊再次回炉使用成本较高。对于用户来说,虽然金属陶瓷磨辊使用可以实现原堆焊材料的2
‑
3倍,但是后期不能堆焊再次使用成为两种工艺存在的缺点,再次采购金属陶瓷复合磨辊又需要大量的资金成本,该问题成为产品不能普遍推广的重要原因。
技术实现要素:
5.实用新型目的:本实用新型的目的是为了解决现有技术中的不足,提供一种易拆卸、可修复高耐磨陶瓷合金复合磨辊,其辊皮衬板与辊芯大量采用键槽与卡槽等内固定,替代了辊皮衬板端面螺栓结构,减少了打孔等机加工步骤;磨辊后期磨损后,无需更换辊芯,可以打磨焊缝,取出树脂垫片,将磨损严重的辊皮衬板拆掉,安装更换新的辊皮衬板后即可,可实现陶瓷磨辊的可修复,大大降低磨辊的采购成本。
6.技术方案:本实用新型所述的一种易拆卸、可修复高耐磨陶瓷合金复合磨辊,包括陶瓷预制件、金属陶瓷复合辊皮衬板、磨辊辊芯、卡槽、球形螺栓堵头、销轴、树脂垫片、键槽以及扁铁,所述的金属陶瓷复合辊皮衬板是由陶瓷预制件与耐磨合金材料结合而成,所述陶瓷预制件固定在辊皮衬板铸型型腔表面,通过浇注耐磨合金金属液,得到表面由陶瓷预制件与耐磨合金材料结合的金属陶瓷复合辊皮衬板;所述的磨辊辊芯是由母体金属材料浇
铸而成,基准辊皮衬板上端面钻有螺纹孔,所述磨辊辊芯和非基准辊皮衬板上端接触面均设有键槽,非基准辊皮衬板的小头依次装配在设有卡槽的磨辊辊芯小头内,所述非基准辊皮衬板的大头与磨辊辊芯大头通过在所述键槽中敲入扁铁将两者固定,再将销轴插入辊皮衬板侧面的半圆形凹槽中,在安装相邻辊皮衬板时使两块衬板压紧固定销轴;基准辊皮衬板的大头装配在磨辊辊芯设有螺纹孔的对应位置,使用球形螺栓堵头将基准辊皮衬板固定在磨辊辊芯表面,将销轴穿过磨辊辊芯的通孔并插入两块衬板侧面接触面间的孔中,在球形螺栓堵头和销轴上覆盖树脂垫片并满焊焊接固定。
7.进一步的,所述陶瓷预制件的表面呈蜂窝状或网格状,预制件厚度为 10
‑
60mm,陶瓷预制件的表面为平面或曲面。
8.进一步的,所述耐磨合金材料采用高铬铸铁或高锰钢。
9.进一步的,所述母体金属材料为球墨铸铁、低碳钢或中碳钢中的一种。
10.进一步的,所述键槽的形状为梯形或长方形,且辊皮处键槽与磨辊中心的距离稍大于磨辊辊芯处键槽到磨辊中心的距离。
11.进一步的,所述卡槽为圆弧或倒角状,角度小于90
°
。
12.进一步的,所述金属陶瓷复合辊皮衬板内弧面设有凹槽。
13.进一步的,所述凹槽的面积占内弧面面积的50
‑
70%。
14.进一步的,所述金属陶瓷复合辊皮衬板侧面设有半圆形凹槽。
15.进一步的,所述金属陶瓷复合辊皮衬板由陶瓷预制件与耐磨合金、碳钢结合而成。
16.有益效果:本实用新型的有益效果如下:
17.(1)辊皮衬板内弧安装面采用凹槽状结构,和辊芯装配时可以减少打磨面积,降低生产成本;
18.(2)辊皮衬板与辊芯大量采用键槽与卡槽等内固定,通过敲入的扁铁形变产生的弯曲应力使辊皮衬板固定在辊芯上,替代了辊皮衬板端面螺栓结构,减少了打孔等机加工步骤,同时,即使磨辊端面磨损也不会磨损到孔内球形堵头和销轴以及键槽内的扁铁,同时销轴也可以使辊皮衬板在磨损产生裂纹后仍能固定在辊芯表面,保证设备运行安全、可靠;
19.(3)辊芯采用普通金属材料,硬度低,容易加工,大大降低机加工成本;
20.(4)磨辊后期磨损后,无需更换辊芯,可以打磨焊缝,取出树脂垫片,将磨损严重的辊皮衬板拆掉,安装更换新的辊皮衬板后即可,可实现陶瓷磨辊的可修复,大大降低磨辊的采购成本;
21.(5)磨辊工作面由耐磨合金和金属陶瓷复合材料交错构成,呈蜂窝状,具有双重耐磨性能,较高铬铸铁磨辊寿命提高至2倍以上。
附图说明
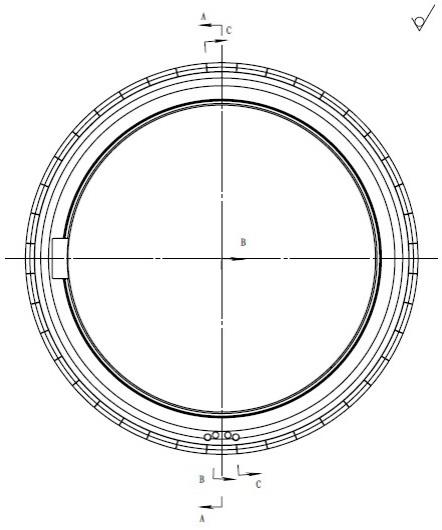
22.图1为本实用新型复合磨辊的俯视图;
23.图2为本实用新型复合磨辊的立体结构示意图;
24.图3为本实用新型复合磨辊的剖视图;
25.图4为本实用新型复合磨辊的a
‑
a局部剖视图;
26.图5为本实用新型复合磨辊的b
‑
b局部剖视图;
27.图6为本实用新型复合磨辊的c
‑
c局部剖视图;
28.图7为本实用新型蜂窝状陶瓷预制件的结构示意图;
29.图8为图7的结构剖视图;
30.图9为本实用新型开孔辊皮衬板的结构示意图;
31.图10为本实用新型设有键槽结构的辊皮衬板的结构示意图;
32.图11为本实用新型辊芯的结构示意图;
33.图12为本实用新型另一个实施例的辊皮衬板结构示意图。
具体实施方式
34.下面详细描述本实用新型的实施方式,所述实施方式的示例在附图中示出。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能解释为对本实用新型的限制。
35.实施例1
36.如图1到图11所示的一种易拆卸、可修复高耐磨陶瓷合金复合磨辊,包括陶瓷预制件1、金属陶瓷复合辊皮衬板2、磨辊辊芯3、卡槽4、球形螺栓堵头5、销轴6、树脂垫片7、键槽8以及扁铁9,金属陶瓷复合辊皮衬板2是由陶瓷耐磨合金复合材料制成,其中陶瓷耐磨合金复合材料具体是由陶瓷预制件1与耐磨合金材料结合而成,将陶瓷预制件1固定在陶瓷合金耐磨件铸型型腔表面,然后浇注耐磨合金金属液,得到表面由陶瓷预制件与耐磨合金材料结合(陶瓷耐磨合金复合材料)的金属陶瓷复合辊皮衬板2,耐磨合金金属液采用高铬铸铁或高锰钢。
37.磨辊辊芯3是由母体金属材料浇铸而成,基准辊皮衬板上端面钻有螺纹孔,所述磨辊辊芯3和非基准辊皮衬板上端接触面均设有键槽8,非基准辊皮衬板的小头依次装配在设有卡槽4的磨辊辊芯小头内,所述非基准辊皮衬板的大头与磨辊辊芯大头通过在所述键槽8中敲入扁铁9将两者固定,再将销轴6插入辊皮衬板侧面的半圆形凹槽中,在安装相邻辊皮衬板时使两块衬板压紧固定销轴;基准辊皮衬板的大头装配在磨辊辊芯设有螺纹孔的对应位置,使用球形螺栓堵头5将基准辊皮衬板固定在磨辊辊芯表面,将销轴6穿过磨辊辊芯的通孔并插入两块衬板侧面接触面间的孔中,在球形螺栓堵头5和销轴6上覆盖树脂垫片7并满焊焊接固定。
38.本实施例中优选地,陶瓷预制件1的表面呈蜂窝状或网格状,陶瓷预制件厚度为10
‑
60mm,陶瓷预制件底面为平面或曲面。
39.磨辊辊芯3是由母体金属材料浇铸而成,首先母体金属材料形成金属液,然后浇注进入铸型型腔,得磨辊辊芯3。母体金属材料为球墨铸铁、低碳钢或中碳钢中的一种。
40.本实施例中优选地,如图3和图4所示,所述辊芯和辊皮衬板上端接触面均设有键槽8,键槽8的形状为梯形或长方形,且辊皮处键槽与磨辊中心的距离稍大于辊芯处键槽到磨辊中心的距离。
41.本实施例中优选地,如图9所示,所述辊皮衬板侧面设有半圆形凹槽。
42.本实施例中优选地,如图10所示,所述金属陶瓷复合辊皮衬板2内弧面设有凹槽,所述凹槽的面积占该曲面面积的50
‑
70%。
43.具体装配非基准辊皮衬板时,将机加工后的金属陶瓷复合辊皮衬板2 小头装配在设有卡槽4的辊芯小头,卡槽4为圆弧状或倒角,角度小于 90
°
。如图4所示,每安装1块辊皮
衬板的大头时,将扁铁9敲入辊芯和辊皮衬板上端接触面的键槽8中锁死固定,再将销轴6插入辊皮衬板侧面的半圆形凹槽中,在安装相邻辊皮衬板时使两块衬板压紧固定销轴。
44.基准辊皮衬板安装时,将基准辊皮衬板大头装配在磨辊辊芯3设有螺纹孔的对应位置,如图5所示;使用球形螺栓堵头5将基准辊皮衬板固定在辊芯表面,将销轴6穿过辊芯的通孔插入两块衬板侧面接触面间的孔中,如图6所示,在球形螺栓堵头和销轴上覆盖树脂垫片7并满焊,得到金属陶瓷复合辊皮衬板与辊芯复合的易拆卸、可修复高耐磨陶瓷合金复合磨辊。
45.本实施例中的一种易拆卸、可修复高耐磨陶瓷合金复合磨辊具体制造工艺包括:
46.(1)将粒径为8
‑
30目的陶瓷颗粒进行表面金属化预处理;
47.(2)将预处理后的陶瓷颗粒与粘结剂按一定比例均匀混合,其中粘结剂的加入量是陶瓷颗粒质量的2%
‑
8%;
48.(3)在步骤(2)混合物中加入一定比例陶瓷粉末并混合均匀,得颗粒混合物,其中陶瓷粉末的粒径为200
‑
500目,加入量是混合物质量的1%
‑
6%;
49.(4)将步骤(3)颗粒混合物均匀装入泡沫陶瓷舟模具,紧实后陶瓷舟整体放入干燥箱中50℃
‑
200℃干燥24
‑
72小时,干燥出箱后脱模后得陶瓷预制件;
50.(5)将步骤(4)陶瓷预制件固定在辊皮衬板铸型型腔表面,然后浇注耐磨合金金属液,得到表面由陶瓷预制件与耐磨合金材料呈冶金结合的金属陶瓷复合辊皮衬板;
51.(6)将步骤(5)金属陶瓷复合辊皮衬板进行热处理,使其工作表面硬度达到58
‑
62hrc;
52.(7)将步骤(6)金属陶瓷复合辊皮衬板进行机加工,基准衬板上端面钻有螺纹孔,其他衬板上端面开有键槽;
53.(8)熔炼母体金属材料形成金属液,然后浇注进入铸型型腔,得到磨辊辊芯,将步骤(7)开有键槽的辊皮衬板小头依次装配在设有卡槽结构的辊芯小头,每安装1块辊皮衬板,将扁铁敲入辊芯和辊皮衬板上端接触面的键槽中锁死固定,再将销轴插入辊皮衬板侧面的半圆形凹槽中,在安装相邻辊皮衬板时使两块衬板压紧固定销轴;将基准辊皮衬板大头装配在辊芯设有螺纹孔的对应位置,使用球形螺栓堵头将基准辊皮衬板固定在辊芯表面,将销轴穿过辊芯的通孔并插入两块衬板侧面接触面间的孔中,在球形螺栓堵头和销轴上覆盖树脂垫片并满焊,得到金属陶瓷复合辊皮衬板与辊芯复合的易拆卸、可修复、高耐磨陶瓷合金复合磨辊。
54.实施例2
55.与实施例1中不同的是,如图12所示,本实施例中的金属陶瓷复合辊皮衬板2采用陶瓷预制件1与耐磨合金10、碳钢11相结合。将陶瓷预制件1固定在辊皮衬板铸型型腔表面,先后顺次浇注耐磨合金金属液、碳钢金属液两种材料,耐磨合金优先浸渗陶瓷预制体,碳钢再与耐磨合金呈冶金结合,得到由工作面垂直向下分别为陶瓷预制件/耐磨合金/碳钢三层的金属陶瓷复合辊皮衬板2。
56.具体装配时,将机加工后的金属陶瓷复合辊皮衬板2小头装配在设有卡槽4的辊芯小头内,卡槽为圆弧状或倒角,角度小于90
°
。使用圆周卡箍将金属陶瓷复合辊皮衬板2固定在磨辊辊芯3表面,对金属陶瓷辊皮衬板大头打焊接坡口,并与辊芯大头进行满焊,焊接完成后拆掉卡箍,得到金属陶瓷复合辊皮衬板2与磨辊辊芯3复合的陶瓷复合磨辊。
57.本实施例中的金属陶瓷复合磨辊,磨辊工作面由耐磨合金和金属陶瓷复合材料交错构成,呈蜂窝状,具有双重耐磨性能,较高铬铸铁磨辊寿命提高至2倍以上;磨辊后期磨损后,无需更换辊芯,可以打磨焊缝,将磨损严重的辊皮衬板拆掉,安装更换新的辊皮衬板后焊接即可,可实现陶瓷磨辊的可修复,大大降低磨辊的采购成本。
58.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1