低能耗分离草酸二甲酯和碳酸二甲酯的系统
1.本实用新型属于化工分离技术领域,尤其是涉及低能耗分离草酸二甲酯和碳酸二甲酯的系统。
背景技术:
2.草酸二甲酯(dmo)是一种重要的有机合成原料,以合成气气相反应生产dmo,再加氢生产乙二醇的两步法技术路线是普遍采用的“煤化工路线”合成乙二醇方法,具有良好的经济性和竞争力。该工艺主要分为酯化和偶联以及加氢三个步骤:第一步酯化是以一氧化氮、氧气和甲醇为原料,生成亚硝酸甲酯(mn);第二步偶联是以一氧化碳、mn为原料,生成dmo,并有副反应产生少量碳酸二甲酯(dmc);第三步加氢是以氢气、dmo为原料,生成乙二醇。目前酯化和偶联过程普遍采用如专利cn 101190884b公布的工艺方法,偶联反应后的物料进入醇洗塔,气体物料在醇洗塔顶部冷却后循环回酯化反应器,冷凝液和补充甲醇从醇洗塔顶喷入,偶联反应生成的dmo、dmc、淋洗甲醇从醇洗塔的塔釜出来再进一步分离。
3.此工艺方法存在两方面操作和控制问题:
4.首先,补充的喷淋甲醇量难以控制。由于气体物料量大,补充甲醇量太少难以满足喷淋密度技术下限要求,即使微量dmo从塔顶混入气体物料,将可能影响循环气压缩机的平稳运行;目前工业实践中的补充甲醇量普遍较大,所以醇洗塔釜的液体物料含大量甲醇,之后进入醇回收塔,需要将大量低沸点甲醇的和共沸夹带的dmc蒸发到塔顶后冷凝,且醇回收塔塔釜为沸点较高的dmo,需要较高的加热蒸汽压力。醇洗塔釜的大量甲醇还带来dmc的分离困难,通常采用专利cn101381309b公布的双塔变压精馏系统。dmo和dmc的分离过程的蒸汽和冷凝水消耗量可观。
5.其次,由于工业实践中的补充甲醇量普遍较大,醇洗塔塔釜温度不仅普遍低于专利cn101190884b中公布的70
‑
100℃的范围,也经常低于dmo的熔点54℃,导致塔釜和出口管路dmo浓度高的局部析出固体,引发堵塞结垢等问题。
技术实现要素:
6.本实用新型的目的在于提供一种低能耗分离草酸二甲酯和碳酸二甲酯的系统,解决的技术问题是:确保醇洗塔喷淋密度前提下,降低醇洗塔釜的甲醇浓度,从而降低dmo和dmc分离过程的能耗,并避免醇洗塔釜的堵塞结垢。
7.本实用新型的目的可以通过以下技术方案来实现:
8.本实用新型提供一种低能耗分离草酸二甲酯和碳酸二甲酯的系统,包括醇洗塔、冷却器、醇回收塔、分离塔
9.所述醇洗塔分为下部凝结区和上部吸收区两部分,中间设液体搜集器和侧线出口;
10.所述醇洗塔底部用于接收偶联反应产物物流,以及排出醇洗塔底部液体物流,所述醇洗塔顶部用于接收醇洗塔顶部补充甲醇,以及排出醇洗塔顶部出口气体物流,醇洗塔
中部侧线出口用于将醇洗塔内吸收区下行到塔中部的液体全部或部分采出,得到醇洗塔侧线出口物流,
11.所述冷却器用于将醇洗塔顶部出口气体物流冷却,并产生冷却器冷凝液,
12.所述醇回收塔用于将醇洗塔底部液体物流分离为醇回收塔塔顶采出物流和醇回收塔底部物流,醇回收塔塔顶采出物流为含一定浓度dmc的甲醇,醇回收塔底部物流为含有dmo和dmc的混合物;
13.所述分离塔用于将醇回收塔底部物流分离以分别得到塔顶dmc产品和塔底dmo产品。
14.在本实用新型的一个实施方式中,醇洗塔的下部凝结区采用大孔径筛板、穿流或喷射形式的板式塔内购件。
15.在本实用新型的一个实施方式中,醇洗塔的下部凝结区理论板数3
‑
10。
16.在本实用新型的一个实施方式中,醇洗塔的上部吸收区采用高空隙率填料。
17.在本实用新型的一个实施方式中,醇洗塔的上部吸收区理论板数5
‑
15。
18.在本实用新型的一个实施方式中,还包括有甲醇储罐,
19.所述甲醇储罐用于接收醇洗塔侧线出口物流以及醇回收塔塔顶采出物流。
20.在本实用新型的一个实施方式中,所述甲醇储罐引出通入醇洗塔中部的醇洗塔中部补充甲醇。
21.在本实用新型的一个实施方式中,还包括偶联反应器与反应气换热器,
22.所述偶联反应器用于使偶联反应原料物流反应生成偶联反应产物物流,
23.所述反应气换热器用于使偶联反应原料物流与偶联反应产物物流进行换热。
24.在本实用新型的一个实施方式中,还包括粗dmo储罐,
25.所述粗dmo储罐用于接收反应气换热器冷却产生的反应气换热器冷凝液,以及用于接收醇洗塔底部液体物流。
26.所述粗dmo储罐引出醇回收塔进料物流,所述回收塔进料物流通入醇回收塔。
27.在本实用新型的一个实施方式中,醇洗塔的塔釜及其与粗dmo储罐、醇回收塔连接管路可以采用保温层、夹套或电加热方式,确保设备和管路内壁面温度在60℃以上。
28.与现有技术相比,本实用新型可以在确保醇洗塔喷淋密度前提下,降低醇洗塔釜的甲醇浓度,从而降低dmo和dmc分离过程的能耗,并避免醇洗塔釜的堵塞结垢问题。
附图说明
29.图1为本实用新型实施方式提供的低能耗分离草酸二甲酯和碳酸二甲酯的系统结构示意图;
30.图中:
31.主要设备:
32.偶联反应器r1;醇洗塔t1;冷却器c1;反应气换热器c2;
33.醇回收塔t2;分离塔t3;甲醇储罐b1;粗dmo储罐b2;
34.物流:
35.偶联反应原料物流s1;偶联反应产物物流s2;醇洗塔顶部补充甲醇s3;
36.醇洗塔顶部出口气体物流s4;冷却器出口气体物流s5;冷却器冷凝液s6;
37.醇洗塔侧线出口物流s7;醇洗塔中部补充甲醇s8;醇洗塔底部液体物流s13;
38.醇回收塔进料物流s9;醇回收塔塔顶采出物流s10;醇回收塔底部物流s11;
39.反应气换热器冷凝液s14。
具体实施方式
40.参考图1,本实用新型还提供一种低能耗分离草酸二甲酯和碳酸二甲酯的系统,包括醇洗塔t1、冷却器c1、醇回收塔t2、分离塔t3、甲醇储罐b1、偶联反应器r1、反应气换热器c2、粗dmo储罐b2。
41.所述偶联反应器r1用于使偶联反应原料物流s1反应生成偶联反应产物物流s2,所述反应气换热器c2用于使偶联反应原料物流s1与偶联反应产物物流s2进行换热。
42.所述醇洗塔t1分为下部凝结区和上部吸收区两部分,中间设液体搜集器和侧线出口;所述醇洗塔t1底部用于接收偶联反应产物物流s2,以及排出醇洗塔底部液体物流s13,所述醇洗塔t1顶部用于接收醇洗塔顶部补充甲醇s3,以及排出醇洗塔顶部出口气体物流s4,醇洗塔t1中部侧线出口用于将醇洗塔内吸收区下行到塔中部的液体全部或部分采出,得到醇洗塔侧线出口物流s7。
43.所述冷却器c1用于将醇洗塔顶部出口气体物流s4冷却,并产生冷却器冷凝液s6。
44.所述粗dmo储罐b2用于接收反应气换热器c2冷却产生的反应气换热器冷凝液s14,以及用于接收醇洗塔底部液体物流s13。所述粗dmo储罐b2引出醇回收塔进料物流s9,所述回收塔进料物流s9通入醇回收塔t2。
45.所述醇回收塔t2用于将回收塔进料物流s9分离为醇回收塔塔顶采出物流s10和醇回收塔底部物流s11,醇回收塔塔顶采出物流s10为含一定浓度dmc的甲醇,醇回收塔底部物流s11为含有dmo和dmc的混合物。
46.所述分离塔t3用于将醇回收塔底部物流s11分离以分别得到塔顶dmc产品和塔底dmo产品。
47.所述甲醇储罐b1用于接收醇洗塔侧线出口物流s7以及醇回收塔塔顶采出物流s10,所述甲醇储罐b1引出通入醇洗塔t1中部的醇洗塔中部补充甲醇s8。
48.在本实用新型的一个实施方式中,醇洗塔t1的下部凝结区采用大孔径筛板、穿流或喷射形式的板式塔内购件,醇洗塔t1的下部凝结区理论板数3
‑
10,醇洗塔t1的上部吸收区采用高空隙率填料,醇洗塔t1的上部吸收区理论板数5
‑
15。
49.在本实用新型的一个实施方式中,醇洗塔t1的塔釜及其与粗dmo储罐b2、醇回收塔t2连接管路可以采用保温层、夹套或电加热方式,确保设备和管路内壁面温度在60℃以上。
50.还提供一种低能耗分离草酸二甲酯和碳酸二甲酯的方法,主要操作为:
51.偶联反应产物物流s2从底部进入醇洗塔t1,醇洗塔t1分为下部凝结区和上部吸收区两部分,中间设液体搜集器和侧线出口;
52.醇洗塔顶部出口气体物流s4进入冷却器c1冷却后的冷却器出口气体物流s5循环回酯化反应器,冷却器c1冷却产生的冷却器冷凝液s6和醇洗塔顶部补充甲醇s3从醇洗塔t1顶部喷入;
53.足量的甲醇在醇洗塔t1的上部吸收区与上升的气体物流逆流接触,醇洗塔内吸收区下行到塔中部的液体被全部或部分从侧线出口采出,为醇洗塔侧线出口物流s7,
54.控制一定量的甲醇进入醇洗塔t1的下部凝结区与底部进入的偶联反应产物物流s2逆流接触,从醇洗塔底部液体物流s13采出偶联反应生成的dmo、dmc和少量甲醇。
55.其中,醇洗塔侧线出口物流s7进入甲醇储罐b1,醇回收塔塔顶采出物流s10进入甲醇储罐b1,甲醇储罐b1引出通入醇洗塔t1中部的醇洗塔中部补充甲醇s8。
56.其中,偶联反应原料物流s1经过反应气换热器c2换热后进入偶联反应器r1反应,得到偶联反应产物物流s2,偶联反应产物物流s2经过反应气换热器c2换热后底部进入醇洗塔t1。
57.其中,反应气换热器c2冷却产生的反应气换热器冷凝液s14进入粗dmo储罐b2,醇洗塔底部液体物流s13也进入粗dmo储罐b2,粗dmo储罐b2引出醇回收塔进料物流s9,回收塔进料物流s9通入醇回收塔t2,醇回收塔塔顶采出物流s10为含一定浓度dmc的甲醇,醇回收塔底部物流s11为含有dmo和dmc的混合物,醇回收塔底部物流s11通入分离塔t3分离,分别得到塔顶dmc产品和塔底dmo产品。
58.在本实用新型的一个实施方式中,控制进入醇洗塔t1的下部凝结区的甲醇量,使得醇回收塔进料物流s9中的甲醇质量百分数浓度为1
‑
15%,优选范围2
‑
5%。
59.在本实用新型的一个实施方式中,控制进入醇洗塔t1的下部凝结区的甲醇量的方式为:通过控制醇洗塔侧线出口物流s7的采出量实现,或从醇洗塔t1侧线出口全部采出醇洗塔内吸收区下行到塔中部的液体后,通过向醇洗塔t1的中部通入醇洗塔中部补充甲醇s8来实现。
60.在本实用新型的一个实施方式中,控制进入醇洗塔t1的下部凝结区的甲醇量:可将醇洗塔底部液体物流s13温度作为控制指标,控制醇洗塔底部液体物流s13温度在65
‑
90℃,具体与进入醇洗塔下部凝结区的甲醇量、醇洗塔底部偶联反应产物物流s2温度、喷淋甲醇温度有关,如果偶联反应气换热冷却产生的反应气换热器冷凝液s14与偶联反应产物物流s2一并通入醇洗塔t1塔釜,醇洗塔底部液体物流s13温度将控制在75
‑
90℃。醇洗塔塔釜及其与粗dmo储罐、醇回收塔连接管路可以采用保温层、夹套或电加热方式,确保设备和管路内壁面温度在60℃以上。
61.下面结合附图和具体实施例对本实用新型进行详细说明。
62.对比例:
63.典型的偶联反应物流含dmo浓度18.7%(质量百分数,下同),dmc浓度3.3%,甲醇浓度7%,其余为氮气、mn、no、co等组分,经换热降温到94℃,气体部分进入醇洗塔,甲醇从醇洗塔顶部通入,喷淋喷淋密度为2.5t/m2h并全部从底部采出,醇洗塔底部液体物流温度54℃,醇回收塔t2的进料液体物流中dmo浓度71.8%,dmc浓度8.6%,甲醇浓度16.1%,另有mn和少量偶联反应副产杂质组分,醇洗塔底部液体物流管路存在结垢堵塞现象;醇回收塔的塔釜再沸器和塔顶冷凝器能耗,每100kmol的dmo产品对应加热能耗3gcal(折合蒸汽5.5吨),及冷却能耗2gcal(折合冷却水用量280吨);dmc与甲醇分离采取间歇操作,另有蒸汽和冷却水消耗。
64.实施例
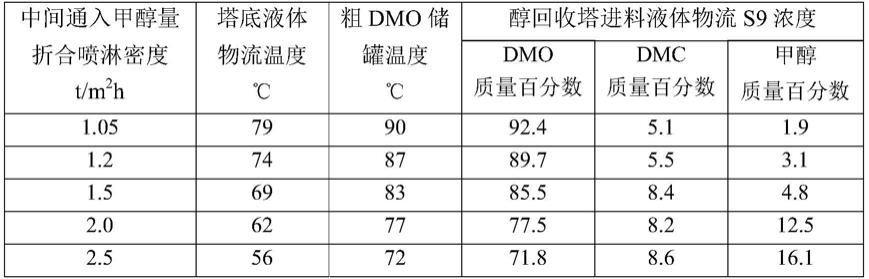
65.采用图1所述低能耗分离草酸二甲酯和碳酸二甲酯的系统,偶联反应产物物流含dmo浓度18.7%(质量百分数,下同),dmc浓度3.3%,甲醇浓度7%,其余为氮气、mn、no、co等组分,经换热降温到94℃进入醇洗塔,醇洗塔顶部操作压力3.3atm;醇洗塔分为下部凝结区
和上部吸收区两部分,中间设液体搜集器和侧线出口,醇洗塔下部凝结区采用大孔径筛板,理论板数5,醇洗塔上部吸收区采用丝网波纹填料,理论板数10;塔顶冷凝液和补充甲醇从塔顶喷入,喷淋密度为2.5t/m2h,喷淋甲醇在醇洗塔的上部吸收区与上升的气体物流逆流接触,然后经醇洗塔中间的液体搜集器从侧线出口全部采出,进入甲醇储罐,一定量的甲醇从醇洗塔的中间通入醇洗塔凝结区顶部筛板供液的降液管,折合喷淋密度为1.2t/m2h,通入的甲醇在醇洗塔凝结区与底部进入的高温偶联反应气体物流逆流接触,下行的甲醇逐渐大部分汽化,甲醇汽化吸热导致上升的偶联反应气体物流逐渐降温并凝结出dmo和dmc液体,醇洗塔底部液体物流温度74℃,粗dmo储罐温度(对应偶联反应气换热冷却产生的凝结液通入醇洗塔塔釜时的醇洗塔塔釜温度)87℃,粗dmo储罐dmo浓度89.7%,dmc浓度5.5%,甲醇浓度3.1%,另有少量mn和偶联反应副产杂质组分;从醇洗塔的中间通入甲醇量越多,醇洗塔底部液体物流及粗dmo储罐温度越低,粗dmo储罐或醇回收塔进料中的甲醇浓度越高,下表为计算模拟的对应结果;
[0066][0067]
醇洗塔底部液体物流经过一段蒸汽伴热的管路通入粗dmo储罐再通入醇回收塔t2,醇回收塔30理论板,中间进料,塔顶操作压力0.8atm,塔顶温度50℃,塔顶采出液体物流中dmc浓度14%,甲醇浓度83%,醇回收塔底部温度150℃,塔底采出液体物流中dmo浓度95.0%,dmc浓度4.9%;醇回收塔底采出液体物流通入分离塔t3分离,分离塔30理论板,中间进料,塔顶操作压力0.5atm,塔顶温度75℃,塔底温度150℃,分别得到塔顶dmc产品和塔底dmo产品,两种产品纯度均在99%以上,醇回收塔t2和分离塔t3每100kmol的dmo产品对应加热能耗1.15gcal(折合蒸汽2.1吨,其中t2消耗蒸汽1.5吨,t3消耗蒸汽0.6吨),及冷却能耗0.7gcal(折合冷却水用量100吨,其中t2和t3各使用冷却水50吨)。
[0068]
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1