一种粉料定量均匀配料装置的制作方法
1.本实用新型属于冶金矿业选矿设备领域,涉及一种粉料定量均匀配料装置。
背景技术:
2.随着环保压力的不断加大,冶金行业对冶金原材料的堆存要求越来越高。为解决客户堆存难点,减轻客户环保压力,尽最大可能满足客户质量要求,为客户提供优质原材料,铁前作业环节需将生产供应的两种或多种原料按客户要求进行定量均匀混合,形成均一物化性质的混合物,为客户提供高质量的产品供应。目前国内粉料混匀基本上采用干式堆混匀法或干式连续混匀法,受粉料输送、给料等设备无法定量均匀配料的制约,此方法存在混合物料均一性差、混合过程作业环境差或无法实现连续作业等问题。因此,亟需一种自动化程度高的粉料定量均匀配料装置,来解决该问题。
技术实现要素:
3.针对上述背景技术中现有粉料配料设备无法定量均匀连续配料的技术问题,本实用新型提供一种粉料定量均匀配料装置,应用本实用新型可以确保定量均匀混料,实现铁前物料定量配比,保证混合产品均匀稳定,为钢铁行业提供高质量原材料,减少炼铁前配料工序,进而降低炼铁生产成本,实现供需双方共赢。
4.本实用新型解决技术问题的技术方案如下:
5.本实用新型一种粉料定量均匀配料装置,它的创新点是,包括自上而下依次设置的存料漏斗、振动漏斗、圆盘给料机、计量皮带和控制器;所述存料漏斗的出料口位于振动漏斗的进料口内,两者外侧四周通过若干弹性组件弹性连接;所述圆盘给料机包括变频电机;所述计量皮带上设置有称重传感器;所述变频电机和称重传感器分别通过线路接入控制器。
6.作为本实用新型技术方案的进一步改进,所述振动漏斗外侧壁上还设置有若干振动电机,该振动电机分别通过线路接入控制器。
7.作为本实用新型技术方案的进一步改进,所述振动电机为两台,对称设置在振动漏斗的两侧。
8.作为本实用新型技术方案的进一步改进,所述控制器为plc。
9.作为本实用新型技术方案的进一步改进,所述弹性组件包括分别对应设置在存料漏斗和振动漏斗上的上连接块和下连接块,该上连接块和下连接块上竖向贯穿设置有连接杆,该连接杆的外侧设置有两端分别与上连接块和下连接块内侧紧密接触的弹簧。
10.本实用新型所述的一种粉料定量均匀配料装置,其设计新颖合理,结构简单,制作方便,能够很好的实现粉料的定量连续均匀混料,实现铁前物料定量配比,保证混合物料产品的均匀稳定,该配料装置通过plc控制器进行控制,可以根据计量皮带上的物料重量控制圆盘给料机的转速增加或减小,同时,将圆盘给料机上方的给料漏斗设置成存料漏斗和振动漏斗,以避免粉料在漏斗内造成堵塞,或者在粉料堵塞漏斗时进行疏通,其应用效果好,
粉料连续配料效率高,实用性强。
附图说明
11.下面结合附图和具体实施方式对本实用新型作进一步说明:
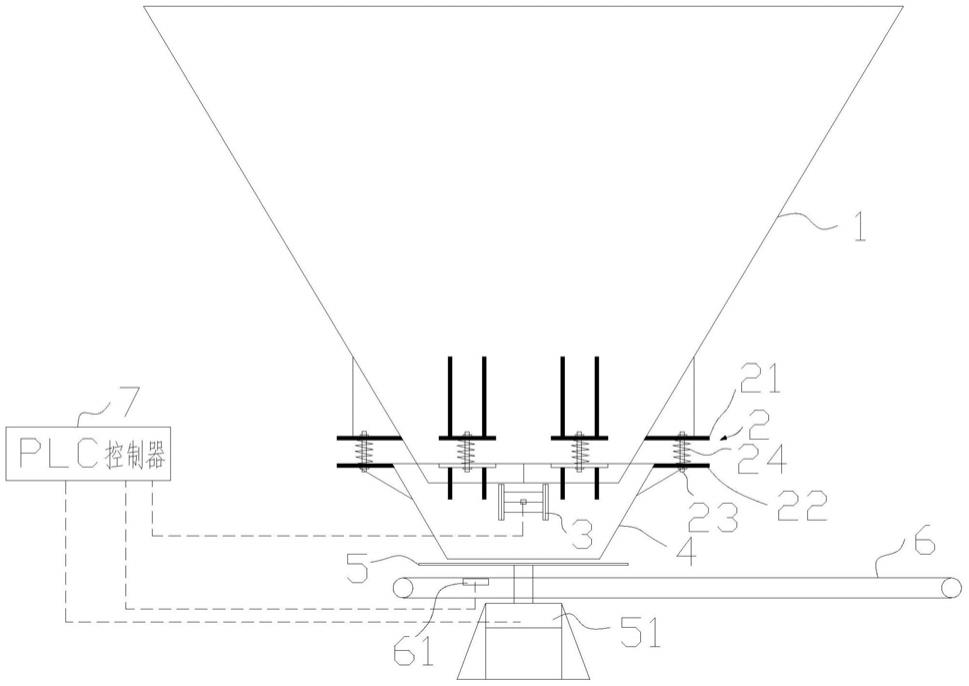
12.图1:本实用新型的结构示意图;
13.图中:1、存料漏斗,2、弹性组件,3、振动电机,4、振动漏斗,5、圆盘给料机,51、变频电机,6、计量皮带,61、称重传感器,7、控制器。
具体实施方式
14.如图1所示,本实用新型一种粉料定量均匀配料装置,它的创新之处是,它包括自上而下依次设置的存料漏斗1、振动漏斗4、圆盘给料机5、计量皮带 6和控制器7;所述存料漏斗1的出料口位于振动漏斗4的进料口内,两者外侧四周通过若干弹性组件2弹性连接;所述圆盘给料机5包括变频电机51;所述计量皮带6上设置有称重传感器61;所述变频电机51和称重传感器61分别通过线路接入控制器7,该控制器7可以设置为plc控制器,便于设置及控制。
15.本实施例中,所述振动漏斗4外侧壁上还设置有若干振动电机3,进一步地,所述振动电机3为两台,对称设置在振动漏斗4的两侧。所述振动电机3分别通过线路接入控制器7。所述振动电机3用于振落振动漏斗4内壁上粘结的物料。
16.本实施例中,所述弹性组件2可以进一步设置为,包括分别对应设置在存料漏斗1和振动漏斗4上的上连接块21和下连接块22,该上连接块21和下连接块22上竖向贯穿设置有连接杆23,该连接杆23的外侧设置有两端分别与上连接块21和下连接块22内侧紧密接触的弹簧24,通过上连接块21、下连接块 22、弹簧24及连接杆23实现弹性连接,避免存料漏斗1和振动漏斗4之间硬性连接,同时也便于振动漏斗4在运行过程中的疏通。
17.应用时,设需要通过本实用新型所述的配料装置将一种粉料a定量均匀混入物料b的矿浆中,经后期过滤脱水形成具有均一物化性质的混合物物料ab以满足客户需求。首先,物料a经抓斗放入存料漏斗1内,再经振动漏斗2的出料口送至圆盘给料机5上,再经圆盘给料机5给入计量皮带6实现定量给料,再经过计量皮带6给入物料b的矿浆中。为实现定量均匀给料,事先在控制器7 中设定计量皮带6单位时间的输送物料的设定值,也即单位时间内的给料量,在运行时,通过控制器7接收到计量皮带6上设置的称重传感器61的反馈信号及时控制变频电机51调整圆盘给料机5转速:当圆盘给料机5实时给料量大于设定值时,通过控制器7控制变频电机51调整圆盘给料机5转速逐级降低使圆盘给料机5给料量减少以满足给料要求;当圆盘给料机5实时给料量小于设定值时,通过控制器7控制变频电机51调整圆盘给料机5转速逐级升高使圆盘给料机5给料量增多以满足给料要求。当提高圆盘给料机5的转速至满速10s后仍不能满足设定给料量时,控制器7根据计量皮带6的称重传感器61的反馈信号启动振动电机3,使得振动电机3启动10s,保证振动漏斗4下料顺畅,以实现定量均匀给料。最后,将物料a定量均匀给入连续生产b物料生产线中,经后续过滤脱水形成具有均一物化性质的混合物物料ab。本实施例中,还可以通过控制器7每隔一定时间启动一次振动电机3,以使得振动漏斗4畅通,避免粉料粘结导致振动漏斗4堵塞情况的发生。
18.以上仅为本实用新型的较佳实施例,但本实用新型的保护范围并不局限于此,任
何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求所界定的保护范围为准。
19.本实用新型未详述之处,均为本技术领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1