酸洗废液处理系统及不锈钢酸洗系统的制作方法
1.本实用新型属于不锈钢生产技术领域,具体涉及一种酸洗废液处理系统以及配置有酸洗废液处理系统的不锈钢酸洗系统。
背景技术:
2.在钢铁生产过程中,钢材因退火及轧制过程中发生氧化而在表面形成氧化铁皮,通常需要利用无机酸(如盐酸、硫酸、硝酸等)酸液对钢材表面进行处理以除去氧化铁皮。但酸洗后产生的废酸液具有很强的腐蚀性,若不加以处理,会对环境造成严重污染;同时由于废酸的大量排放,也会造成资源浪费,从而提高了酸洗成本。
3.为了对废酸液进行资源回收再利用,目前常用的废酸回收技术包括树脂吸附法、扩散渗析法、喷雾焙烧法等。废酸液中通常含有从带钢上洗下来的氧化铁皮屑以及带钢表面的灰尘等固体颗粒,这些固体颗粒容易对树脂或渗析膜造成污染,或者导致喷雾焙烧法的烧嘴堵塞。而对于废酸液化学处理工艺,废酸液中所含的固体颗粒也会导致中和剂用量的提高以及废水排放的不达标。
技术实现要素:
4.本实用新型涉及一种酸洗废液处理系统以及配置有酸洗废液处理系统的不锈钢酸洗系统,至少可解决现有技术的部分缺陷。
5.本实用新型涉及一种酸洗废液处理系统,包括废酸储罐和废酸处置机构,还包括废酸过滤机构,所述废酸过滤机构包括粗过滤器、精过滤器和保安过滤器,所述废酸储罐、所述粗过滤器、所述精过滤器、所述保安过滤器与所述废酸处置机构通过废酸流通管道依次连接。
6.作为实施方式之一,所述废酸储罐通过滤网分隔为第一腔室和第二腔室,所述第一腔室上连接有废酸供管,所述第二腔室通过废酸流通管道与所述粗过滤器连接。
7.作为实施方式之一,所述粗过滤器采用滤布式滤芯。
8.作为实施方式之一,所述精过滤器采用高分子滤膜过滤器。
9.本实用新型还涉及一种不锈钢酸洗系统,包括预酸洗单元和混酸酸洗单元,所述预酸洗单元和所述混酸酸洗单元均配置有如上所述的酸洗废液处理系统。
10.所述预酸洗单元的酸槽配置有用于供给硫酸与硝酸的混合液的预酸洗液供给管;所述混酸酸洗单元的酸槽配置有用于供给硝酸与氟硅酸的混酸液的混酸液供给管。
11.作为实施方式之一,所述预酸洗单元所配置的废酸处置机构包括中和池,所述中和池上设有naoh投加机构;所述混酸酸洗单元所配置的废酸处置机构包括反应池,所述中和池通过溶液输送管与所述反应池连接,所述反应池连接有沉淀池,所述沉淀池的上清液出口连接有回流管,所述回流管连接至所述预酸洗单元的酸槽。
12.本实用新型至少具有如下有益效果:本实用新型采用多级过滤设备对酸洗废液进行过滤处理,能有效地去除酸洗废液中的固体颗粒,避免这些固体颗粒对后续废酸处置机
构造成污染及堵塞,从而提高酸洗废液的处理效率和效果。
附图说明
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
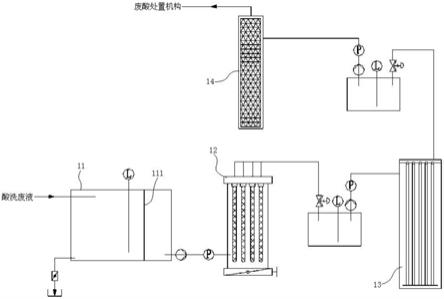
14.图1为本实用新型实施例一提供的酸洗废液处理系统的组成示意图;
15.图2为本实用新型实施例四提供的热轧409l铁素体不锈钢带钢酸洗工艺的流程示意图
16.图3为本实用新型实施例五提供的热轧430铁素体不锈钢酸洗方法的流程示意图。
具体实施方式
17.下面对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
18.实施例一
19.如图1,本实用新型实施例提供一种酸洗废液处理系统,包括废酸储罐、废酸处置机构和废酸过滤机构,所述废酸过滤机构包括粗过滤器、精过滤器和保安过滤器,所述废酸储罐、所述粗过滤器、所述精过滤器、所述保安过滤器与所述废酸处置机构通过废酸流通管道依次连接。
20.上述废酸储罐用于接收自酸槽排放的酸洗废液;在其中一个实施例中,如图1,所述废酸储罐通过滤网分隔为第一腔室和第二腔室,所述第一腔室上连接有废酸供管,所述第二腔室通过废酸流通管道与所述粗过滤器连接。通过上述滤网可对酸洗废液进行预过滤,减少后续废酸过滤机构的工作负担;结合后续的粗过滤器、精过滤器和保安过滤器,即构成四级过滤,能保证对酸洗废液的过滤效果。在其中一个实施例中,上述滤网的滤孔孔径为2~3mm,进一步优选为将平均孔径控制在2mm左右,可将酸洗废液中粒径≥2mm的固体颗粒过滤掉。
21.上述粗过滤器可采用常规的粗过滤设备;在其中一个实施例中,上述粗过滤器采用滤布式滤芯,例如将滤布制作成袖子状滤芯,一端封闭另一端开口,根据废酸处理量可将多只滤袖组装在一个套管内,这样可大大减少粗过滤器的占地面积;酸洗废液泵入粗过滤器内,在一定压力下透过滤袖经袖腔内排出,固体颗粒在滤袖外表面被收集;当滤布上的淤泥达到一定厚度时,该粗过滤器的流量减少,在低流量下,过滤循环将停止,此时可将粗过滤器切换到淤泥去除模式,该淤泥去除模式为:粗过滤器中残留的酸洗废液被排空到废酸储罐中,随后高压热空气将滤布表面上的淤泥吹干,淤泥通过高压热空气干燥完成后,再通过相反方向的高压空气脉冲将干燥的淤泥从滤布表面去除。本实施例中,上述粗过滤器可将酸洗废液中粒径≥5μm的固体颗粒过滤分离出来。
22.上述精过滤器可采用常规的精过滤设备。在其中一个实施例中,所述精过滤器采
用高分子滤膜过滤器;为提高过滤效率,可采用蜂窝型管式膜组件,可采用内压式或外压式进行过滤。进一步地,上述精过滤器带有反冲洗自动控制,反冲洗的时间间隔可以根据实际应用情况进行调节;过滤一段时间后滤膜容易被固体微粒所堵塞,因此需定期进行反冲洗,其反冲洗过程是利用清洁酸罐中经微滤后的酸液来进行,并定期用热水进行反冲洗。本实施例中,上述精过滤器可将酸洗废液中粒径≥1μm的微小颗粒过滤分离出来。
23.上述保安过滤器是作为整个过滤系统的故障指示器和废酸处置机构的保护器,在清洁酸液进废酸处置机构之前先经过保安过滤器,过滤精度相当于或稍小于精滤装置,以确保粒径≥1μm的固体颗粒不会进入废酸处置机构。保安过滤器采用的是纤维过滤,将纤维紧密缠绕在支撑管上至2~3cm厚度,利用缠绕纤维之间的孔隙及纤维本身的微粒捕捉能力进行过滤。
24.进一步地,粗过滤器和精过滤器均可设计成模块式,每个模块具备固定的处理容量,根据不同生产线酸洗废液处理量的不同,将单个或多个模块集成为过滤系统。
25.本实施例提供的酸洗废液处理系统,采用多级过滤设备对酸洗废液进行过滤处理,能有效地去除酸洗废液中的固体颗粒,避免这些固体颗粒对后续废酸处置机构造成污染及堵塞,从而提高酸洗废液的处理效率和效果。
26.实施例二
27.本实用新型实施例提供一种不锈钢酸洗系统,包括预酸洗单元和混酸酸洗单元,所述预酸洗单元和所述混酸酸洗单元均配置有上述实施例一所提供的酸洗废液处理系统。
28.可以理解地,对于预酸洗单元采用两段预酸洗段的方案,两级酸槽可以分别配置有上述的酸洗废液处理系统,也可共用一套酸洗废液处理系统。对于混酸酸洗单元采用两段混酸酸洗段的方案,两级酸槽可以分别配置有上述的酸洗废液处理系统,也可共用一套酸洗废液处理系统。
29.在其中一个实施例中,上述预酸洗单元采用的预酸洗液为硫酸与硝酸的混合液,即所述预酸洗单元的酸槽配置有用于供给硫酸与硝酸的混合液的预酸洗液供给管。在其中一个实施例中,上述混酸酸洗单元采用的混酸酸洗液为硝酸与氟硅酸的混酸液,即所述混酸酸洗单元的酸槽配置有用于供给硝酸与氟硅酸的混酸液的混酸液供给管。
30.进一步优选地,本实施例中,对上述预酸洗单元产生的预酸洗废液和上述混酸酸洗单元产生的混酸废液进行协同处理,具体地:将预酸洗废液经naoh中和处理得到na2so4与nano3的混合溶液,然后将该混合溶液与混酸废液反应,将生成的na2sif6沉淀过滤除去后,获得含h2so4和hno3的滤液,该滤液可返回至预酸洗单元进行循环利用。相应地,所述预酸洗单元所配置的废酸处置机构包括中和池,所述中和池上设有naoh投加机构;所述混酸酸洗单元所配置的废酸处置机构包括反应池,所述中和池通过溶液输送管与所述反应池连接,所述反应池连接有沉淀池,所述沉淀池的上清液出口连接有回流管,所述回流管连接至所述预酸洗单元的酸槽。
31.将预酸洗废液处置所得到的溶液产物来处置混酸酸洗所产生的混酸废液,而混酸废液处置所得到的酸溶液可返回至预酸洗步骤进行利用,混酸废液处置所得到的氟硅酸钠则是应用广泛的化工产品。可见,本实施例能实现酸洗废液的协同处置,能实现酸洗废液的循环利用,降低生产成本和酸洗废液处理成本;在合理处置酸洗废液的同时,得到的主要副产物氟硅酸钠为应用广泛的化工产品,因此能进一步降低酸洗废液处理成本。上述酸洗废
液的处置方案所需一次设备投资成本和运行维护成本均较低;而且适于处置含氟硅酸的酸洗废液,能避免采用喷雾焙烧法处置这种酸洗废液时氟硅酸分解而难以回收利用以及hf气体所带来的安全隐患。
32.进一步优选地,上述不锈钢酸洗系统还包括研磨刷洗单元,该研磨刷洗单元布置在预酸洗单元与混酸酸洗单元之间;该研磨刷洗单元主要是将经过预酸洗后结构疏松的剩余氧化皮有效去除一部分,减轻后续的混酸酸洗段负担,其所采用的研磨刷洗设备为本领域常规设备,具体结构此处不作赘述。
33.实施例三
34.如图2和图3,本实用新型实施例提供一种不锈钢带钢酸洗工艺,采用上述实施例二所提供的不锈钢酸洗系统对带钢进行处理。
35.实施例四
36.本实施例为上述实施例三的具体应用实施例,上述不锈钢带钢酸洗工艺的处理对象为热轧409l铁素体不锈钢,如图2,该工艺具体包括如下步骤:
37.s101,预酸洗步骤:将带钢浸入预酸洗液中进行酸洗,所述预酸洗液为硫酸和硝酸的混合酸洗液,其中,h2so4浓度为100~150g/l,hno3浓度为110~130g/l,金属离子浓度为30~40g/l,该预酸洗液的温度为75~85℃。优选地,预酸洗步骤的酸洗时间控制在25~35s。
38.s102,研磨刷洗步骤:对经过预酸洗的带钢进行研磨刷洗,采用的辊刷刷毛直径为1~1.2mm,刷毛中含有120~150目数的碳化硅磨料,设置电机转速在600~1200rpm之间,电机电流大小在100~320a之间;本步骤主要是将经过预酸洗后结构疏松的剩余氧化皮有效去除一部分,减轻后续的混酸酸洗段负担。在其中一个实施例中,所述研磨刷洗步骤中,电机转速控制在800~1000rpm之间,电机电流大小在260~320a之间。
39.s103,第一段混酸酸洗步骤:经研磨刷洗后的带钢浸入第一混酸液中酸洗,所述第一混酸液中,hno3浓度为70~90g/l,h2sif6浓度为10~20g/l,金属离子浓度为15~25g/l,该第一混酸液的温度为50~70℃。其中,优选地,第一段混酸酸洗步骤的酸洗时间控制在25~35s;进一步优选为控制在27~33s。在其中一个实施例中,所述第一段混酸酸洗步骤中,hno3浓度为74~86g/l,h2sif6浓度为13~18g/l,金属离子浓度为17~23g/l,所述第一混酸液的温度为56~65℃。
40.s104,第二段混酸酸洗步骤:经第一段混酸酸洗后的带钢浸入第二混酸液中酸洗,所述第二混酸液中,hno3浓度为90~110g/l,h2sif6浓度为15~25g/l,金属离子浓度为35~45g/l,该第二混酸液的温度为50~70℃。其中,优选地,第二段混酸酸洗步骤的酸洗时间控制在25~35s;进一步优选为控制在27~33s。在其中一个实施例中,所述第二段混酸酸洗步骤中,hno3浓度为96~106g/l,h2sif6浓度为17~23g/l,金属离子浓度为37~43g/l,所述第二混酸液的温度为56~65℃。
41.本实用新型中,采用硝酸与氟硅酸的混酸酸洗液,混酸酸洗过程中,由于离子与金属离子结合生成的氟硅酸盐在溶液中溶解度较大,因此,随着酸洗时间的延长,溶液中的离子浓度变化幅度不大,从而维持了混酸酸洗液的活性,提高了混酸酸洗液的使用寿命,减少了废酸的排放量;由于不使用hf,不会生成氟化物沉淀,因此也不会覆着在
带钢表面或者与脱落的氧化皮形成硬泥垢,不仅可以改善带钢表面酸洗质量,而且不会对管道或循环罐造成堵塞,减少停机维护次数,提高生产效率。
42.进一步优化上述方法,对预酸洗步骤所产生的预酸洗废液以及两段混酸酸洗所产生的混酸废液进行协同处理,具体包括:
43.将预酸洗步骤所产生的预酸洗废液经naoh中和处理得到na2so4与nano3的混合溶液,然后将该混合溶液与混酸酸洗所产生的混酸废液反应,将生成的na2sif6沉淀过滤除去后,获得含h2so4和hno3的滤液,将该滤液返回至预酸洗步骤进行循环利用。
44.实施例五
45.本实施例为上述实施例三的具体应用实施例,上述不锈钢带钢酸洗工艺的处理对象为热轧430铁素体不锈钢,如图3,该工艺具体包括如下步骤:
46.s101,机械除鳞步骤:将带钢进行机械破鳞;该带钢一般为经退火炉退火之后的带钢;在其中一个实施例中,采用破鳞机和抛丸机对带钢进行机械破鳞,其中,所述破鳞机的延伸率优选为控制在2%以下,进一步优选为控制在0.8~1.5%之间;所述抛丸机的抛丸投射量在800~1000kg/min之间,转速设置在1600~2000rpm之间,进一步将抛丸投射量控制在850~950kg/min之间,将转速设置在1700~1900rpm之间。
47.s102,第一段预酸洗步骤:将经过机械除鳞的带钢浸入第一预酸洗液中进行酸洗;所述第一预酸洗液为硫酸和硝酸的混合酸洗液,h2so4浓度为170~190g/l,hno3浓度为150~170g/l,金属离子浓度为40~60g/l,该第一硫酸酸液温度为75~95℃;其中,优选地,该第一段预酸洗时间控制在30~40s。
48.s103,第二段预酸洗步骤:将经过第一段预酸洗步骤处理的带钢浸入第二预酸洗液中进行酸洗,所述第二预酸洗液为硫酸和硝酸的混合酸洗液,其中,h2so4浓度为130~150g/l,hno3浓度为110~130g/l,金属离子浓度为30~50g/l,该第二硫酸酸液温度为75~95℃;其中,优选地,该第二段预酸洗时间控制在30~40s。
49.s104,一次研磨刷洗步骤:对经过第二段预酸洗步骤的带钢进行第一次研磨刷洗,采用的辊刷刷毛直径为1~1.2mm,刷毛中含有120~150目数的碳化硅磨料,设置电机转速在800~1200rpm之间,电机电流大小在250~320a之间。在其中一个实施例中,电机转速控制在1000~1200rpm之间,电机电流大小控制在280~300a之间。
50.s105,第一段混酸酸洗步骤:将经过第一次研磨刷洗后的带钢浸入第一混酸酸洗液中酸洗;所述第一混酸酸洗液为硝酸和氟硅酸的混合酸洗液,其中,hno3浓度为130~150g/l,h2sif6浓度为20~40g/l,金属离子浓度为30~45g/l,该第一混酸酸洗液的温度为30~40℃。其中,优选地,该第一段混酸酸洗时间控制在25~35s。
51.s106,第二段混酸酸洗步骤:经第一段混酸酸洗后的带钢浸入第二混酸酸洗液中酸洗;所述第二混酸酸洗液为硝酸和氟硅酸的混合酸洗液,其中,hno3浓度为90~110g/l,h2sif6浓度为0~20g/l,金属离子浓度为15~25g/l,该第二混酸酸洗液的温度为30~40℃。其中,优选地,该第二段混酸酸洗时间控制在25~35s。
52.s107,二次研磨刷洗步骤:对经过第二段混酸酸洗步骤的带钢进行第二次研磨刷洗,采用的辊刷刷毛直径为0.8~1mm,刷毛中含有150~180目数的碳化硅磨料,设置电机转速在800~1200rpm之间,电机电流大小在150~230a之间。在其中一个实施例中,电机转速控制在800~1000rpm之间,电机电流大小在170~210a之间。
53.本实施例通过有效控制破鳞机延伸率、抛丸投射量、各酸洗段的酸液浓度、各酸洗段的酸液温度、研磨刷洗转速和电流大小等工艺条件,可快速去除带钢表面氧化皮,带钢表面平整度较高,因此能提高带钢酸洗表面质量,获得良好的no.1表面。
54.进一步优化上述方法,对第一段预酸洗步骤产生的第一预酸洗废液、第二段预酸洗步骤产生的第二预酸洗废液、第一段混酸酸洗步骤产生的第一混酸废液和第二段混酸酸洗步骤所产生的第二混酸废液进行处理,具体包括:
55.将第一预酸洗废液经naoh中和处理得到na2so4与nano3的第一混合溶液,然后将该第一混合溶液与第一混酸废液反应,将生成的na2sif6沉淀过滤除去后,获得含h2so4和hno3的第一滤液,将该第一滤液返回至第一段预酸洗步骤进行循环利用;
56.和/或,将第二预酸洗废液经naoh中和处理得到na2so4与nano3的第二混合溶液,然后将该第二混合溶液与第二混酸废液反应,将生成的na2sif6沉淀过滤除去后,获得含h2so4和hno3的第二滤液,将该第二滤液返回至第二段预酸洗步骤进行循环利用。
57.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1