使用便携式测量设备来进行的自动化液体粘合剂分配的制作方法
1.本公开涉及液体粘合剂分配的领域。
背景技术:
2.液体粘合剂用于包括医疗设备、消费者电子器件、汽车、航空航天等行业中。已经使用各种机器和系统来向材料分配和施加粘合剂。
技术实现要素:
3.所描述的系统和技术可用于测量给定自动化液体粘合剂分配过程的输出粘合剂珠粒形状,将其与目标珠粒形状进行比较,并且自动识别要改变的可控制过程参数以实现稳定且受控的过程。如本文所述,自动化液体粘合剂分配包括将液体粘合剂施加到基板。自动化液体粘合剂分配过程可需要建立初始过程参数并且控制过程参数,以及识别和校正不可控制过程条件。另外,一些自动化液体粘合剂分配过程可能需要复杂的分配路径。
4.在一些示例中,所描述的系统和技术可用于自动生成与可控制过程参数和输出珠粒形状相关联的响应曲线。在一些示例中,所描述的系统和技术可用于通过结合相关过程参数的线性分配路径来表示任意或复杂的分配路径,这使得能够评估珠粒形状、对复杂路径的粘合剂珠粒形状进行预测,有助于以减小的复杂性和计算资源优化过程参数。
5.在一些示例中,本公开描述了一种方法,该方法包括使用至少一个过程参数来控制制造环境内的机器人以将液体粘合剂的珠粒分配到基板的表面上,该珠粒基于该至少一个过程参数具有珠粒形状。该方法还包括由定位在该制造环境内的便携式测量设备测量该珠粒形状的至少一个特性。该方法还包括通过该便携式测量设备的处理器访问限定该液体粘合剂的参考珠粒的参考珠粒形状的该液体粘合剂的一个或多个响应表面轮廓和至少一个参考过程参数。该方法还包括由该处理器将该珠粒形状与该参考珠粒进行比较。该方法还包括响应于确定该珠粒形状不同于该参考珠粒形状,由该处理器基于该至少一个参考过程参数来确定至少一个更新的过程参数,其中该至少一个更新的过程参数被配置为致使该机器人分配具有该参考珠粒形状的第二珠粒。
6.在一些示例中,本公开描述了一种系统,该系统包括制造环境内的机器人、制造环境内的便携式测量设备和便携式测量设备的处理器。该机器人被配置为将液体粘合剂的珠粒分配到基板的表面上,该珠粒基于该机器人的至少一个过程参数具有珠粒形状。该便携式测量设备被配置为测量该珠粒形状的至少一个特性。该处理器被配置为访问限定该液体粘合剂的参考珠粒的参考珠粒形状的该液体粘合剂的一个或多个响应表面轮廓和至少一个参考过程参数;将该珠粒形状与该参考珠粒进行比较;以及响应于确定该珠粒形状不同于该参考珠粒形状,基于该至少一个参考过程参数来确定至少一个更新的过程参数,其中该至少一个更新的过程参数被配置为致使该机器人分配具有该参考珠粒形状的第二珠粒。
7.在一些示例中,本公开描述了一种系统,该系统包括管理系统内的机器人、管理系统内的测量设备、可通信地耦接到机器人和测量设备的第一处理器、制造站点内的第二机
器人、制造站点内的便携式测量设备以及便携式测量设备的第二处理器。该机器人被配置为将液体粘合剂的珠粒分配到基板的表面上,该珠粒基于该机器人的至少一个过程参数具有珠粒形状。该测量设备被配置为测量该珠粒形状的至少一个特性。该第一处理器被配置为基于该珠粒形状和该至少一个过程参数来确定该液体粘合剂的响应表面轮廓,其中该响应表面轮廓限定该珠粒形状与该至少一个过程参数之间的关系。该第二处理器被配置为将该液体粘合剂的第二珠粒分配到第二基板的表面上,该珠粒基于该第二机器人的至少一个第二过程参数具有第二珠粒形状。该便携式测量设备被配置为测量该第二珠粒形状的至少一个特性。该第二处理器被配置为:从该处理器接收响应表面轮廓;将该第二珠粒形状与该珠粒形状进行比较;以及响应于确定该第二珠粒形状不同于该珠粒形状,基于该至少一个过程参数来确定至少一个更新的过程参数,其中该至少一个更新的过程参数被配置为致使该第二机器人分配具有该珠粒形状的第三珠粒。
8.在一些示例中,本公开描述了一种方法,该方法包括由在制造环境内的机器人使用至少一个过程参数来将表示目标复杂分配路径的液体粘合剂的一个或多个线性珠粒分配到基板的表面上,线性珠粒沿纵向轴线延伸并且基于至少一个过程参数具有横向于纵向轴线的珠粒形状。该方法还包括由定位在制造环境内的测量设备在沿着线性珠粒的纵向轴线的多个离散位置处经由一维扫描测量珠粒形状的至少一个特性。该方法任选地包括由测量设备的处理器基于一个或多个响应表面轮廓和珠粒形状的至少一个特性来调整至少一个过程参数;以及使用目标复杂分配路径和已调整的过程参数中的至少一者来分配液体粘合剂。
9.在一些示例中,本公开描述了一种系统,该系统包括制造环境内的机器人、制造环境内的测量设备以及可通信地耦接到测量设备的处理器。机器人被配置为使用至少一个过程参数将表示目标复杂分配路径的液体粘合剂的一个或多个线性珠粒分配到基板的表面上,珠粒沿纵向轴线延伸并且基于至少一个过程参数具有横向于纵向轴线的珠粒形状。测量设备被配置为在沿着线性珠粒的纵向轴线的多个离散位置处经由一维扫描测量珠粒形状的至少一个特性。处理器被配置为:基于一个或多个响应表面轮廓和珠粒形状的至少一个特性来调整至少一个过程参数;以及致使机器人使用目标复杂分配路径和已调整的过程参数中的至少一者来分配液体粘合剂。
10.在附图和下文的描述中将示出一个或多个示例的细节。根据具体实施方式和附图以及根据权利要求书,本发明的其他特征、目的和优点将显而易见。
附图说明
11.图1a是示出用于自动化液体粘合剂分配的示例性制造环境的概念图。
12.图1b是示出图1a所示的示例性制造环境的管理系统的概念图。
13.图1c是示出图1a所述的示例性便携式计算设备和便携式测量设备的概念图。
14.图2是示出计算设备的示例的概念和示意性框图。
15.图3a是用于生成响应表面轮廓的示例性技术的流程图。
16.图3b是用于使用所测量的珠粒形状和响应表面轮廓来控制自动化液体粘合剂分配过程的示例性技术的流程图。
17.图3c是用于使用珠粒形状的线性建模来控制自动化液体粘合剂分配过程的示例
的流程图。
18.图4是示出示例性珠粒形状(如横截面面积)沿相应珠粒的纵向轴线的变化的曲线图。
19.图5a是示出示例性珠粒形状(如横截面面积)沿相应珠粒1至4的纵向轴线的变化的曲线图。图5b示出了图5a的放大部分。
20.图6是示出图4至图5b所示的粘合剂分配过程的示例性响应表面轮廓的三维曲线图。
21.图7是示出可用于减小珠粒形状可变性的示例性速度曲线的曲线图。
22.图8是示出针对若干液体粘合剂粘度的示例性珠粒形状的曲线图。
23.在不脱离本公开的技术的范围的情况下,可以对本公开中列出的示例进行结构改变。图未必按照比例绘制。图中使用的相似数字指代相似的部件。然而,在给定附图中使用数字来表示组件并非意图限制标记有相同数字的另一个附图中的组件。
具体实施方式
24.所公开的系统和技术可用于准确测量液体粘合剂珠粒形状;生成可用于相对于受控过程参数表征珠粒形状的选定液体粘合剂的响应表面轮廓;收集原位珠粒形状信息(例如,在客户站点处直接使用客户分配过程装备);和/或基于先前生成的响应表面轮廓来调整可控制过程参数以控制自动化液体粘合剂分配过程从而改善珠粒形状。另外地或另选地,为了促进自动化液体粘合剂分配过程分析,可使用一维(1d)分配格式来表示二维(2d)或三维(3d)珠粒形状图案。
25.系统和技术可用于使用管理系统的机器人、测量设备和处理器来生成针对一个或多个过程参数的液体粘合剂的响应表面轮廓。机器人被配置为基于至少一个过程参数(例如,参考过程参数)将液体粘合剂珠粒分配到基板(例如,参考板)上。在一些示例中,分配路径可包括表示复杂分配路径的线性分配路径。测量设备被配置为测量珠粒形状(例如,参考珠粒形状)的至少一个特性。处理器被配置为将测量数据组装成一个或多个响应表面轮廓。在一些示例中,确定一个或多个响应表面轮廓可在受控管理环境(诸如实验室)中执行。
26.在一些示例中,系统和技术还可用于使用机器人、测量设备和处理器来控制制造站点处的自动化液体粘合剂过程。制造机器人被配置为基于至少一个过程参数将液体粘合剂珠粒分配到参考板上。在一些示例中,分配路径可包括表示用于制造制品的复杂分配路径的线性分配路径。该测量设备被配置为测量该珠粒形状的至少一个特性。该处理器被配置为基于参考珠粒形状和至少一个参考过程参数来确定该液体粘合剂的响应表面轮廓。另选地,处理器可从管理系统检索液体粘合剂的现有响应表面轮廓。该处理器可将所测量的珠粒形状与参考珠粒形状进行比较,并且响应于确定所测量的珠粒形状不同于该参考珠粒形状,基于该响应表面轮廓来确定至少一个更新的过程参数。该更新的过程参数被配置为致使该机器人分配具有该参考珠粒形状的第二珠粒。
27.液体粘合剂用于包括医疗设备、消费者电子器件、汽车、航空航天和其他工业粘合剂挤出应用的行业中。制造趋势(诸如轻型、多材料组件和抗疲劳性)驱动了液体粘合剂的增加使用。如本文所讨论,在自动化液体粘合剂分配(alad)过程中涉及许多可控制和不可控制的过程参数。可控制过程参数可包括但不限于分配高度、机器人速度、螺杆速度、施加
的背压和/或所得的粘合剂流动速率。不可控制过程参数可包括但不限于液体粘合剂的粘度、环境温度、湿度和大气压。虽然分配通过机器人来自动化,但确定可控制过程参数的阈值典型地是手动过程,其通常在迭代步骤中执行以实现期望的珠粒形状。粘合剂的体特性和粘合剂珠粒形状都是用于评估液体粘合剂的自动化分配的重要度量。例如,粘合剂珠粒的形状(例如,“珠粒形状”)可包括例如高度、宽度和横向于珠粒的纵向轴线的横截面面积(例如,横截面轮廓)。在一些示例中,珠粒形状可包括珠粒的其他特性,诸如珠粒的颜色或温度。如果珠粒形状在珠粒长度的阈值百分比的选定容许偏差内,则可认为粘合剂珠粒的粘结完整性最大化。珠粒形状的此类分析对于所分配的粘合剂的复杂图案或其中所分配的粘合剂本身重叠以形成闭合路径的图案而言可能是重要的。另外地或另选地,粘合剂珠粒分配图案的开始和结束的重叠可能难以控制并且可直接影响粘结完整性。所描述的系统和技术可用于促进alad过程控制,特别是给定不同粘合剂配方以及多个可控制和不可控制的过程参数时,通过使alad过程参数选择自动化以减小人类误差并且加速针对给定应用的合适过程窗口的开发。
28.所公开的系统和技术可提供优于其他自动化液体粘合剂分配过程控制系统的优点。例如,与手动过程参数调整相比,使用准确珠粒形状测量与所生成的响应表面轮廓可通过实现可控制过程参数的相对更快的自动化迭代调整来缩短自动化液体粘合剂分配过程启动时间,以实现目标珠粒形状。在一些示例中,包含粘合剂粘结的制品的设计可指定目标粘结线尺寸。目标粘结线尺寸可包括例如选定宽度、选定高度(被称为“粘结线间距”)和/或选定总线性长度。可选择目标粘结线尺寸以提供足够的粘合剂来承受制品上的力。由于其流体行为的性质,液体粘合剂不能以可动态调整的矩形横截面面积进行分配。相反,液体粘合剂被分配为其高度、宽度和横截面面积通常随长度而变化的半球形状。可控制液体粘合剂分配机器人速度和/或液体粘合剂流动速率以实现目标粘结线;然而,此过程可能不是组合的和/或包括附加的依赖性,诸如喷嘴孔口尺寸、与基板相距的分配高度、或阀的开/关定时。所公开的系统和技术可用于实现对期望过程设置的更快迭代调整以减小用于基于设计参数确定生产alad过程参数的时间。
29.另外地或另选地,收集原位珠粒形状信息实现珠粒形状的更快和/或定期测量,其与手动过程参数调整相比允许预期过程改变的相对更快校正。在一些示例中,可能存在影响分配的粘合剂轮廓到部分上的意外扰动。例如,由于粘度是温度的函数,因此在较冷的冬季温度下建立的过程设置通常将分配具有更多“无下垂”行为或者具有需要高背压的流动速率的珠粒。然而,在较暖的夏季月份中,相同的过程设置通常导致较高下垂粘合剂,该粘合剂以较低背压流动。液体粘合剂的粘度、环境温度的意外增加可致使珠粒高度减少,这可通过改变螺杆速度、施加的背压、所得的粘合剂流动速率和/或机器人速度来校正。另外,大多数“全规模”生产需要定期的粘合剂批量转换。例如,在使用47.5ml盒的自动化系统中,需要1ml的粘合剂的部分将对于每47个部分需要新盒。尽管相同粘合剂产品将在两个盒中,但批次间可变性或保存寿命历史通常导致盒间的不同粘度。然而,通过收集原位珠粒形状信息,可在一些示例中响应于此类意外的过程改变而自动地调整可控制过程参数。以此方式,与其他alad系统相比,所公开的系统和技术可实现对意外过程扰动的更快检测和调整。
30.另外地或另选地,基于先前生成的响应表面轮廓调整可控制过程参数可实现动态珠粒形状控制。沿着分配路径的动态控制可用于补偿可重复的过程变化,这可减小珠粒形
状的变化。对于包括铰接机械臂以控制分配头部的运动的每个机器人分配系统,在分配到基板上的珠粒中可能存在系统可变性。例如,机器人运动控制可导致线性珠粒路径的长度上的减速,随后从开始到结束改变速度和珠粒形状。另外,将粘合剂分配到其上的基板可包括沿着分配路径的系统变化,即使基板在容许偏差内。作为示例,基板可在珠粒的开始处于最薄容许偏差并且在珠粒的结束处于最厚容许偏差。这可导致在线性路径上不断减少的分配z高度。可以通过动态地改变分配程序(例如,从开始到结束加速机器人)来补偿这些系统和可重复的过程变化。
31.另外地或另选地,所生成的响应表面轮廓的分析和任选的准确珠粒形状测量可实现可控制过程参数的优化,以改进例如部分吞吐量、粘合剂利用或其他过程评估度量。先前讨论的示例是指获得和维持根据部分设计指定的最佳珠粒轮廓的方法。然而,在大多数制造中,通常存在必须满足以改善销货成本的冲突的优化目标。这些可包括增加吞吐量、减小粘合剂浪费、减小缺陷速率或其他。通过使用用于粘合剂分配操作的响应表面方法,可以对过程参数施加附加的限制。示例可包括使机器人速度最大化以增加吞吐量,将受约束的最大值置于粘合剂横截面以减小浪费,或将受约束的最小值置于粘合剂珠粒高度以减小“不足”粘结线和部分故障。
32.图1a是示出用于自动化液体粘合剂分配的示例性制造环境100的概念图。如本文所述,制造环境100被配置为测量和评估珠粒形状以用于自动化过程控制和改进。制造环境100包括管理系统110和制造站点120。
33.管理系统110包括计算设备112、测量设备114和管理自动化液体粘合剂分配(alad)系统116。管理系统110的部件可被分布成使得部件可在控制环境内为本地的,并且其他部件可以是远程的(诸如在基于云的计算平台上执行)。管理系统110被配置为表征响应表面轮廓,因为其涉及针对管理alad系统116的选定alad过程参数的珠粒形状。珠粒形状可包括参考珠粒形状并且选定alad过程参数可包括参考过程参数。为了表征响应表面轮廓,管理系统110评估多个珠粒形状,多个珠粒形状中的每个珠粒形状通过改变一个或多个选定alad过程参数来产生。
34.图1b是示出图1a所示的示例性制造环境的管理系统的概念图。如图1b所示,管理alad系统116包括机器人160,该机器人被配置为使用选定alad过程参数来分配液体粘合剂的珠粒142。机器人160包括被配置为将液体粘合剂分配到参考板140的表面上的分配头部162。分配头部162可耦接到铰接臂164。以此方式,分配头部162可相对于固定装置166移动,该固定装置被配置为接合液体粘合剂被分配到其上的参考板140。在一些示例中,固定装置166可相对于机器人160移动,诸如经由输送机系统或第二铰接臂。
35.液体粘合剂可包括适合于自动化分配的任何粘合剂配方,诸如单部分或两部分固化热固性粘合剂或单部分热塑性粘合剂。选定alad过程参数可包括例如粘合剂配方、alad机器人的类型、分配速率、部分吞吐量速率、所分配的粘合剂与参考板140相距的高度、分配头部162相对于基板表面的速度向量或方向向量、螺杆速度、施加的背压、所得的粘合剂流动速率等。在一些示例中,管理alad系统116的机器人160可在受控环境中操作。例如,管理alad系统116可被配置为在分配珠粒142时监测和控制机器人160的一个或多个可控制过程参数。在一些示例中,管理alad系统116还可被配置为在分配珠粒142时监测一个或多个不可控制过程参数。
36.分配头部162可将珠粒142分配到参考板140上。参考板140可包括被配置为接收液体粘合剂的任何合适基板。在一些示例中,参考板140可包括金属、铝、聚合物、丙烯酸、聚丙烯、聚氯乙烯、聚碳酸酯、玻璃或陶瓷。珠粒142包括液体粘合剂的单个线性珠粒。
37.线性珠粒(例如一维(1d)分配)可表示复杂分配路径,诸如倒圆曲线、蛇形形状、重叠形状、锐角等。例如,可使用基本上恒定的切向速度(例如,分配头部162相对于参考板140的恒定绝对速度)并且改变x轴和y轴速度来分配倒圆曲线。因此,倒圆曲线可表示为利用分配头部162相对于参考板140的恒定绝对速度的相等长度的1d分配。例如,重叠图案可表示为具有初始部分和结束部分的相同长度的线性珠粒,该初始部分和结束部分被配置为重叠以形成具有均匀厚度的珠粒。例如,重叠的初始部分和结束部分可例如通过控制分配速率和/或分配头部162的速度来以选定速率渐缩。作为另一个示例,锐曲线(例如正方形的拐角或三角形顶点)可通过将x轴和y轴向量速度组合成整体量值以将2d锐曲线投射到1d近似上来表示为1d。在一些示例中,以上描述的技术或类似技术中的一者或多者可被组合以将复杂分配路径近似为线性珠粒。以这些方式,液体粘合剂的线性珠粒可用于表示复杂分配路径。
38.在一些示例中,与测量复杂分配路径相比,测量液体粘合剂的线性珠粒的珠粒形状可为更快的和/或较不计算密集的。尽管被示为液体粘合剂的线性珠粒,但在其他示例中,珠粒142可包括任何合适的形状和/或液体粘合剂的多个珠粒。例如,珠粒142可包括多个线性珠粒。在一些示例中,将多个珠粒分配到参考板140上(每个珠粒使用不同的选定可控制过程参数来分配)可减小在测量多个珠粒形状以生成响应表面轮廓时关联的时间和成本(下文进一步详细讨论)。例如,并非使用各自包括单个珠粒的多个参考板,可在单个参考板上分配多个珠粒并且随后测量它们。在其他示例中,珠粒142可包括具有复杂分配路径(诸如,倒圆曲线、重叠和/或锐曲线中的至少一者)的一个或多个珠粒。
39.由测量设备114分析珠粒142。测量设备114被配置为沿着珠粒142的纵向轴线测量珠粒形状。珠粒形状包括但不限于:从参考板140的表面到珠粒142的顶点的高度h1、沿着珠粒142的选定高度(诸如在参考板140的表面处)的宽度w1、珠粒142的横向于珠粒142的纵向轴线的横截面面积a1、或关于从参考板140的表面到珠粒142的顶点垂直延伸的轴线的对称性。在一些示例中,测量设备114可包括坐标测量机(“cmm”)(例如,cmm探头可以是机械的、光学的、激光器等)、结构化光三维扫描仪、激光位移传感器、另一种非接触式光学测量设备、数字图像相关、摄影测量法等。在一些示例中,测量设备114可包括可购自马萨诸塞州纳蒂克市康耐视公司(cognex,natick,massachusetts)的dsmax 3d激光位移传感器。在一些示例中,珠粒形状可包括珠粒的其他特性,诸如珠粒的颜色或温度。在其中珠粒形状包括其他珠粒特性(诸如温度或颜色)的示例中,另外地或另选地,测量设备114可包括光学相机和/或热相机。
40.在一些示例中,测量设备114可以小于约50微米(诸如小于约25微米或小于约10微米)的精度测量珠粒形状。在其他示例中,测量设备114可以小于预定阈值(例如,珠粒形状的几何形状的容许偏差)的精度测量珠粒形状。
41.测量设备114可被配置为在沿着珠粒142的纵向轴线的离散位置处测量珠粒形状。例如,测量设备114可以基本上等距间隔或不规则间隔的采样间隔测量珠粒142的形状。例如,测量设备114的采样间隔(例如,相对于珠粒142的纵向轴线)可在约0.01mm和约1mm之
间,诸如约0.25mm。基本上等距间隔的采样间隔可包括在上述测量设备的共同容许偏差内等距间隔或几乎等距间隔的离散位置。可选择采样间隔以减小测量珠粒形状的计算强度。
42.在一些示例中,所描述的系统和技术可用于通过使用线性模型来表示任意或复杂的分配路径,该线性模型将复杂路径表示沿着线性分配路径形成的一系列离散粘合剂珠粒,而不管由连续粘合剂形成的实际路径如何。这使得连续粘合剂的较复杂路径(例如,弯曲路径)能够被建模成如同路径是一系列单独珠粒,针对每个珠粒的此类测量和计算可被计算为独立瞬时模型,其中在当前珠粒与沿路径沉积的任何先前珠粒之间没有计算依赖性。这使得能够评估珠粒形状、对复杂路径的粘合剂珠粒形状进行预测,有助于以减小的复杂性和计算资源优化过程参数。例如,并非根据测量数据点通过曲线拟合将珠粒形状建模为复杂函数(诸如样条函数),可将珠粒形状建模为沿着珠粒142的纵向轴线的多个(例如,一系列)离散位置。
43.多个离散位置中的每个离散位置可包括小于珠粒形状的尺寸的纵向长度。例如,多个离散位置中的每个离散位置的纵向长度可以是比珠粒142的高度或宽度小的约十(诸如约100或约一千)的因子。通过将珠粒形状测量为离散位置,测量设备114可被配置为将复杂分配路径的珠粒形状测量为一系列线性区段。如上所讨论,系列的每个线性区段可被测量为线性珠粒。
44.在一些示例中,例如经由计算设备112,测量设备114可被配置为确定多个离散位置中的相邻离散位置之间的关系。例如,例如经由计算设备112,测量设备114可被配置为基于第一离散位置的第一测量珠粒形状和第二离散位置的第二测量珠粒形状来确定第一离散位置的第一质心和第二离散位置的第二质心。为了将第一离散位置与第二离散位置相关联,例如经由计算设备112,测量设备114可基于第一质心的位置和第二质心的位置来确定第一质心与第二质心之间的方向向量和/或距离。
45.在一些示例中,例如经由计算设备112,测量设备114不能确定多个离散位置中的相邻离散位置之间的关系。相反,例如经由计算设备112,测量设备114可将复杂分配路径的珠粒形状表示为线性分配路径的珠粒形状。例如,例如经由计算设备112,测量设备114可应用线性模型以将至少一个过程参数和多个离散位置中的每个离散位置处的珠粒形状的至少一个特性相关联,而无需沿着由珠粒142限定的连续路径的多个离散位置中的相邻离散位置的关系。不确定相邻离散位置之间的关系可减小确定复杂分配路径的珠粒形状的计算时间和/或计算强度。
46.例如经由计算设备112,测量设备114可被配置为基于液体粘合剂珠粒142的至少一个测量尺寸来确定珠粒形状。例如,横截面面积a1可基于测量的高度h1和/或宽度w1来确定。测量设备114可生成包括限定珠粒142的形状的多个值的测量数据。例如,测量数据集可包括多个元组(诸如多个3元组),其中每个元组限定珠粒142上的点。例如经由计算设备112,测量设备114可通过可由计算设备112读取的任何选定格式生成测量数据集。
47.计算设备112可包括例如台式计算机、膝上型计算机、平板电脑、工作站、服务器、主机、云计算系统、机器人控制器等。在一些示例中,计算设备112可被配置为控制管理系统110(包括例如测量设备114或管理alad系统116中的至少一者)的操作。计算设备112可使用相应通信连接来可通信地耦接到测量设备114、管理alad系统116或网络130中的至少一者。在一些示例中,通信连接可包括网络链路,诸如以太网或其他网络连接。此类连接可以是无
线连接、有线连接或两者的组合。在一些示例中,通信连接可包括其他类型的装置连接,诸如usb、ieee 1394等。在一些示例中,测量设备114和/或管理alad系统116可包括被配置为控制测量设备114和/或管理alad系统116的操作的一个或多个处理器,相应处理器可通信地耦接到计算设备112。尽管图1中未示出,但管理系统110可包括一个或多个电源。例如,一个或多个电源可电耦接到计算设备112、测量设备114和管理alad系统116中的每一者。
48.计算设备112可被配置为针对选定alad过程参数确定一个或多个响应表面轮廓,该响应表面轮廓包括珠粒142的形状与一个或多个选定可控制过程参数(例如,机器人160的位置、机器人速度、螺杆速度、施加的背压和/或所得的粘合剂流动速率)之间的一个或多个关系。计算设备112可用于确定与可控制过程参数的选定范围和/或多个选定可控制过程参数相关联的多个响应表面轮廓。例如,管理系统110可用于确定与多个选定可控制过程参数相关联的多个响应表面轮廓,该多个选定可控制过程参数包括多个选定可控制过程参数中的每个可控过程参数的选定范围。在一些示例中,计算设备112可用于确定与一个或多个测量的不可控制过程参数相关联的多个响应表面轮廓。在一些示例中,计算设备112可在响应表面轮廓储存库105中存储响应表面轮廓。在一些示例中,计算设备112可经由网络130将响应表面轮廓存储在基于云的计算平台中,诸如基于云的数据管理系统。所确定的响应表面轮廓可用于基于多个已知过程参数来预测珠粒形状。以此方式,管理系统110可生成响应表面轮廓,该响应表面轮廓可用于控制alad过程以基于可控制过程参数输入并且在一些示例中,测量的不可控制的过程参数来实现可预测的珠粒形状。
49.制造站点120包括一个或多个制造站点,诸如单个地理位置内的多个客户站点或多个alad系统。制造站点120可使用由管理系统110生成的响应表面轮廓来控制制造站点alad系统126。制造站点120包括便携式计算设备122、便携式测量设备124和制造站点alad系统126。在一些示例中,用户可将便携式计算设备122和/或便携式测量设备124递送到制造站点120。用户可包括例如技术人员、操作员等。在一些示例中,便携式计算设备122和便携式测量设备124可集成到单个便携式设备中。以此方式,便携式计算设备122和/或便携式测量设备124可被配置为根据需要递送到制造站点120。尽管被描述为便携式,但在一些示例中,制造站点120可包括非便携式或专用计算设备122和/或测量设备124。
50.制造站点alad系统126可基本上类似于管理alad系统116。例如,制造站点alad系统126包括被配置为分配液体粘合剂的机器人。基于站点alad过程参数,制造站点alad系统126可控制机器人以分配液体粘合剂从而产生部件。在一些示例中,制造站点alad系统126可使用站点alad过程参数将珠粒152分配到参考板150上。例如,参考板可例如由用户放置到制造站点alad系统126内的固定装置上。制造站点alad系统126可例如由便携式计算设备122控制以使用选定alad过程参数将液体粘合剂的一个或多个珠粒分配到参考板上。在一些示例中,alad过程参数可包括用于产生部件的站点alad过程参数,除了分配图案之外,该部件可以是一个或多个线性珠粒。以此方式,分配到参考板150上的珠粒152可代表用于产生部件的过程。
51.分配到参考板150上的珠粒152可由便携式测量设备124分析。例如,在将珠粒152分配到参考板150上之后,用户可将参考板152装载到便携式测量设备124的固定装置上以测量珠粒152的珠粒形状。在一些示例中,测量设备124可基本上类似于测量设备114,如上所讨论。例如,测量设备124可包括便携式激光位移传感器。如上所讨论,珠粒152的形状可
包括但不限于珠粒152的高度h2、宽度w2和/或横截面面积a2。在一些示例中,测量设备124可生成包括限定珠粒152的形状的多个值的测量数据。
52.计算设备122被配置为从测量设备124接收测量数据。计算设备122还被配置为例如经由网络130从计算设备112接收针对选定alad过程参数的所确定的响应表面轮廓。在一些示例中,计算设备122被进一步配置为基于所确定的响应表面轮廓和站点alad过程参数来确定预测珠粒形状。例如,计算设备可识别具有对应于站点alad过程参数的alad过程参数的所确定的响应表面轮廓的区域。
53.在一些示例中,计算设备122可被配置为基于所确定的响应表面轮廓和珠粒152的测量形状来确定一个或多个站点alad过程参数以实现参考珠粒形状。例如,计算设备122可经由测量数据、选定alad过程参数和参考珠粒形状(统称为“过程数据”)将珠粒形状与和选定类型的粘合剂相关联的一个或多个响应表面轮廓相关联。参考珠粒形状(例如,用于生成响应表面轮廓)可与目标珠粒形状(例如,珠粒在施加到制品以用于生产时的期望形状)相同或不同。在一些示例中,可由计算设备122基于选定目标珠粒形状来确定参考珠粒形状。在将过程数据与一个或多个响应表面轮廓相关联之后,计算设备122可确定一个或多个更新的alad过程参数以实现参考珠粒形状。在一些示例中,计算设备122可使用更新的alad过程参数来自动控制制造站点alad系统126。
54.在制造站点alad系统126的启动期间,可使用一个或多个更新的alad过程参数来定义过程窗口。例如,计算设备122可确定第一更新的alad过程参数,使用第一更新的alad过程参数来自动控制制造站点alad系统126以创建第二参考板。计算设备122可基于第二参考板来确定第二更新的alad过程参数。计算设备122可使用第二更新的alad过程参数来自动控制制造站点alad系统126。以此方式,计算设备122可执行确定更新的alad过程参数的两个或更多个迭代,直到测量珠粒形状在参考珠粒形状的选定容许偏差内。导致测量珠粒形状在参考珠粒形状的选定容许偏差内的alad过程参数的一个或多个组合(或alad过程参数的范围)可限定可接受的过程窗口。
55.在一些示例中,计算设备122可基于过程数据、更新的alad过程参数或响应表面轮廓中的至少一者来确定过程窗口稳定性。例如,计算设备122可基于可接受的过程窗口内的alad过程参数的一个或多个组合来识别响应表面轮廓的区域。在一些示例中,计算设备122可确定响应表面轮廓的区域内的一个或多个梯度。梯度包括例如响应表面轮廓的斜率或二次导数。计算设备122可基于所确定的梯度来确定过程窗口稳定性。例如,响应表面轮廓的具有相对较小梯度的第一区域可比响应表面轮廓的具有相对较大梯度的第二区域更稳定。在一些示例中,计算设备122可通过将所确定的梯度与预定梯度阈值进行比较来确定过程窗口稳定性。例如,预定梯度阈值可包括响应表面轮廓的阈值斜率。
56.在一些示例中,并非确定梯度,计算设备122可被配置为使用优化算法(诸如贝叶斯优化)来确定过程窗口稳定性。
57.另外地或另选地,计算设备122可被配置为检测和/或补偿过程扰动。过程扰动可由例如可控制或不可控制的过程参数的变化引起。例如,机器人速度、螺杆速度、施加的背压和/或所得的粘合剂流动速率的变化可能是由于部件随时间推移的机械磨损,或者液体粘合剂的粘度、环境温度、环境湿度、环境压力或特定批次的液体粘合剂的整体特性的变化可能是不可控制的。为了补偿过程扰动,用户可使用计算设备122来分析以规则或不规则间
隔的如上所讨论的珠粒形状。如果珠粒形状由于过程扰动而超出规格,则计算设备122可确定更新的alad过程参数以补偿过程扰动。在一些示例中,计算设备122可被配置为自动执行常规检查以检测此类过程扰动,例如,通过改变用户以执行珠粒形状分析或控制一个或多个机器人以执行珠粒形状分析。以这些方式,可减小过程扰动的影响以改善产品遍及和/或改善粘结完整性。
58.在一些示例中,计算设备122可被配置为改善对局部珠粒形状的控制。局部珠粒形状可包括固有的可重复的可变性。基于珠粒形状分析,计算设备112可表征局部珠粒形状可变性。基于所表征的局部珠粒形状可变性,计算设备122可确定更新的alad过程参数以补偿所表征的局部珠粒形状可变性。在一些示例中,计算设备122可基于更新的alad过程参数来动态地改变过程参数。例如,基于所表征的局部珠粒形状可变性,计算设备122可动态地改变机器人速度以减小局部珠粒形状可变性。对局部珠粒形状可变性的补偿可改善分配液体粘合剂的准确性,并且由此改善粘结完整性。
59.在一些示例中,计算设备122可被配置为基于一个或多个优化变量来确定更新的alad过程参数。例如,如上所讨论,可接受的过程窗口可包括产生参考珠粒形状的alad过程参数的多于一个组合。计算设备122可选择导致一个或多个优化变量超过阈值的更新的alad过程参数。一个或多个优化的变量可包括例如部分吞吐量、拐角上的珠粒均匀性、原料浪费的阈值或其他过程参数。
60.在一些示例中,管理系统110可包括形成和分析参考板的自动化过程。例如,如图1b所示,管理系统110可包括被配置为至少部分地自动化形成和分析参考板以生成响应表面轮廓的拾取和放置机器人113。尽管相对于管理系统110描述,但在其他示例中,制造站点120可包括被配置为至少部分地自动化形成和分析参考板以分析珠粒形状的拾取和放置机器人,该珠粒形状可与所生成的响应表面轮廓一起使用以确定另外控制制造站点alad系统126的更新的alad过程参数,如上所讨论。
61.拾取和放置机器人113可协调参考板(例如,参考板140)在其中涂覆、测量和/或存储参考板140的站之间的移动。例如,拾取和放置机器人113可从未涂覆的参考板供应111拾起参考板140。拾取和放置机器人113可将未涂覆的参考板140放置在管理alad系统116内的固定装置166上。如上所讨论,管理alad系统116可使用针对每个珠粒的选定alad过程参数将一个或多个液体粘合剂珠粒(例如,珠粒142)自动分配到参考板140上。在分配珠粒之后,拾取和放置机器人113从管理alad系统116内的固定装置166移除已涂覆的参考板140。拾取和放置机器人113可将已涂覆的参考板140放置在测量设备114内的固定装置168上。如上所讨论,测量设备114可自动测量参考板140上的珠粒形状,该珠粒形状可被传送到计算设备112。在测量珠粒形状之后,拾取和放置机器人113从测量设备114内的固定装置168移除参考板140。拾取和放置机器人113然后可将已测量的参考板140放置在已涂覆的参考板储备115中。已涂覆的参考板储备115中的参考板140可保存以用于后续研究,诸如重新测量珠粒形状。在一些示例中,将已测量的参考板140放置在参考板储备115中可包括将已测量的参考板140放置在专用存储设备中、在用于运输的输送机上等。在一些示例中,可诸如由用户手动进行一个或多个步骤(在没有拾取和放置机器人113的情况下)。
62.在一些示例中,计算设备112被配置为控制拾取和放置机器人113、测量设备114和管理alad系统116。例如,计算设备112可自动确定定义过程条件以生成至少一个响应表面
轮廓的批次操作数据。批次操作数据可包括例如要进行采样的可控制alad过程参数的范围、样本数量、样本名称、或拾取和放置机器人113、测量设备114和管理alad系统116中的任一者的操作。在一些示例中,用户可输入批次操作数据的至少一部分。另外地或另选地,用户修改或查看自动确定的批次操作。计算设备112可基于批次操作数据来确定单独参考板名称和与每个参考板相关联的过程条件的列表。
63.计算设备112可通过控制拾取和放置机器人113、测量设备114和管理alad系统116的操作来协调批次的执行。例如,计算设备112可协调本地程序执行以及拾取和放置机器人113的移动定时。计算设备112还可控制管理alad系统116的alad过程参数,包括管理alad系统116的机器人160的移动的执行和定时。计算设备112还可将参考板名称传送到测量设备114,并且控制移动测量设备114的执行和定时。测量设备114可将测量值传送到计算设备112以用于分析和存储。
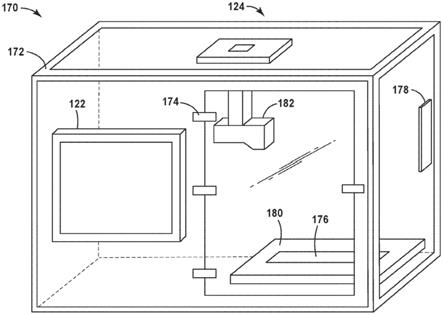
64.如上所讨论,便携式计算设备122和便携式测量设备124可集成到单个便携式设备中。图1c是示出可在制造站点120中使用的示例性便携式设备121的概念图。便携式设备121包括便携式计算设备122、便携式测量设备124和壳体172。壳体172可包括密闭或开放式壳体,其被配置为保持计算设备122和便携式测量设备124的部件。例如,计算设备122和/或便携式测量设备124的部件可安装到壳体172的侧壁和/或框架。在壳体172包括密闭壳体的示例中,壳体172包括进入门174。进入门174的尺寸被设置成接收参考板176。为了改善便携性,在一些示例中,便携式设备121可包括安装到便携式设备121的一个或多个侧壁和/或框架的外部的一个或多个柄部178。壳体172、门174和柄部178可包括任何合适的材料,诸如金属、聚合物、铝合金、钛合金、钢、高密度聚乙烯、聚丙烯、丙烯腈丁二烯苯乙烯、丙烯酸、聚氯乙烯、环氧树脂、它们的组合等。
65.如上所讨论,便携式测量设备124包括固定装置180和测量设备182。固定装置180可安装到便携式设备121的侧壁和/或框架。如上所讨论,框架180被配置为参考板接收并且可固定参考板以进行分析。测量设备182可包括位移传感器、光学相机和/或热相机,如上所讨论。在一些示例中,便携式设备121的尺寸可被设置成实现测量设备182和固定装置180的适当取向,例如,以为测量设备182提供期望分辨率。另外地或另选地,便携式设备121的尺寸可被设置成使得用户能够运输便携式设备121和/或插入参考板以及从壳体172移除参考板。
66.图2是示出计算设备200的示例的概念和示意性框图。计算设备200被配置为执行上文参考图1a和图1b讨论的计算设备112和122的功能。在一些示例中,计算设备200的一个或多个功能可由一个或多个计算设备(诸如计算设备112和122)执行。在图2的示例中,计算设备200包括一个或多个处理器202、一个或多个输入设备204、一个或多个通信单元206、一个或多个输出设备208,以及一个或多个存储设备210。在一些示例中,一个或多个存储设备210包括alad系统控制模块212、珠粒形状获取模块214、珠粒形状分析模块216、响应表面轮廓模块218、响应表面轮廓分析模块220和alad过程参数调整模块222。在其他示例中,计算设备200可包括附加部件或比图2所示的那些部件更少的部件。
67.一个或多个处理器202被配置为实现功能性和/或处理用于在计算设备200内执行的指令。例如,处理器202可以能够处理由一个或多个存储设备210存储的指令。一个或多个处理器202的示例可包括微处理器、控制器、数字信号处理器(dsp)、专用集成电路(asic)、
现场可编程门阵列(fpga)或等效的分立或集成逻辑电路中的任何一者或多者。
68.计算设备200还包括一个或多个输入设备204。在一些示例中,输入设备204被配置为通过触觉、音频或视频源接收来自用户的输入。输入设备204的示例包括鼠标、键盘、语音应答系统、视频摄像机、麦克风、触摸屏或用于检测来自用户的命令的任何其他类型的设备。例如,用户可经由输入设备204将批次操作数据输入到计算设备200中,该批次操作数据定义过程条件以生成至少一个响应表面轮廓。
69.计算设备200还包括一个或多个通信单元206。计算设备200可利用通信单元206以经由一个或多个网络诸如一个或多个有线或无线网络与外部设备(例如,平台16、安装件18、测量设备20和/或涂覆设备22)通信。通信单元44可以是网络接口卡,诸如以太网卡、光学收发器、射频收发器或者可发送和接收信息的任何其他类型的设备。此类网络接口的其他示例可包括wifi
tm
无线电或usb。在一些示例中,计算设备200利用通信单元206来与外部设备诸如服务器进行无线通信。
70.计算设备200还可包括一个或多个输出设备208。在一些示例中,输出设备208被配置为使用音频或视频媒体向用户提供输出。例如,输出设备208可包括显示器、声卡、视频图形适配器卡或用于将信号转化为人类或机器可理解的适当形式的任何其他类型的设备。
71.一个或多个存储设备210可被配置为在操作期间将信息存储在计算设备200内。在一些示例中,一个或多个存储设备210包括计算机可读存储介质或计算机可读存储设备。在一些示例中,一个或多个存储设备210包括临时存储器,这意味着一个或多个存储设备210的主要目的不是长期存储。在一些示例中,一个或多个存储设备210包括易失性存储器,这意味着当没有向一个或多个存储设备210提供电力时,一个或多个存储设备210不保持存储的内容。易失性存储器的示例包括随机存取存储器(ram)、动态随机存取存储器(dram)、静态随机存取存储器(sram)以及本领域已知的其他形式的易失性存储器。在一些示例中,一个或多个存储设备210用于存储用于由处理器202执行的程序指令。在一些示例中,一个或多个存储设备210由在计算设备200上运行的软件或应用使用以在程序执行期间暂时地存储信息。
72.在一些示例中,一个或多个存储设备210还可包括被配置用于更长期地存储信息的一个或多个存储设备210。在一些示例中,一个或多个存储设备210包括非易失性存储元件。此类非易失性存储元件的示例包括磁性硬盘、光盘、软盘、闪存或电可编程存储器(eprom)或电可擦可编程(eeprom)存储器的形式。
73.计算设备200还可包括珠粒形状获取模块214、珠粒形状分析模块216、响应表面轮廓模块218、响应表面轮廓分析模块220和alad过程参数调整模块222(统称为“模块”)。每个模块可以各种方式实现。例如,模块中的一者或多者可实施为由一个或多个处理器202执行的应用程序或应用程序的一部分。在其他示例中,模块中的一者或多者可被实现为计算设备200的硬件单元的一部分(例如,作为电路)。下面参考图3a至图3c所示的示例性流程图解释由一个或多个模块执行的功能。
74.计算设备200可包括为清楚起见在图2中未示出的附加部件。例如,计算设备200可包括用于向计算设备200的部件提供电力的电源。类似地,在计算设备200的每个示例中,图2所示的计算设备200的部件可以不是必需的。
75.图3a是用于生成响应表面轮廓的示例性技术的流程图。虽然将相对于图1a和图1b
的制造环境100和图2的计算设备200描述图3a的技术,但在其他示例中,可使用不同的系统、不同的计算设备或两者来执行图3a的技术。另外,制造环境100和计算设备200可执行用于确定一个或多个响应表面轮廓的其他技术。
76.在一些示例中,响应表面轮廓可基于液体粘合剂的参考珠粒的参考珠粒形状和至少一个参考过程参数。例如,如上文相对于图1所讨论的,管理系统110可被配置为基于包括多个珠粒形状的测量数据以及用于产生多个珠粒形状中的相应珠粒形状的多个选定alad过程参数来生成一个或多个响应表面轮廓。
77.图3a所示的技术包括由计算设备200(例如,alad系统控制模块212)确定一个或多个可控制过程参数(例如,受控过程参数)(330)。在一些示例中,可基于可由计算设备200控制的过程参数来自动确定受控过程参数。在一些示例中,计算设备200可自动确定以下中的至少一者或基于用户输入来确定以下中的至少一者:粘合剂配方、alad机器人的类型、分配速率、部分吞吐量速率、分配头部162与参考板140相距的高度、分配头部162相对于参考板140的表面的速度向量或方向向量、螺杆速度、施加的背压、所得的粘合剂流动速率、或其他可控制过程参数。
78.图3a所示的技术还包括由计算设备200(例如,alad系统控制模块212)确定受控过程参数中的每一者的可接受值的范围(332)。每个受控过程参数的范围可基于例如管理alad系统116的操作限制和/或用户输入。确定可接受值的范围可减小分配、测量和分析多个珠粒所需的时间和/或计算资源以用于优化选定alad过程。
79.图3a所示的技术还包括由计算设备200(例如,alad系统控制模块212)使用选定alad过程参数来控制管理alad系统116的机器人160以将液体粘合剂的至少一个珠粒142分配到参考板140上(334)。选定alad过程参数可包括受控过程参数中的每一者的可接受值的范围的子集。在一些示例中,控制机器人160可包括由计算设备200(例如,alad系统控制模块212)控制分配头部162以将液体粘合剂分配到参考板140和/或铰接臂164的表面上,从而控制分配头部162相对于参考板140的表面的位置和速度。
80.在一些示例中,控制机器人160可包括由计算设备200(例如,alad系统控制模块212)基于复杂分配路径来确定线性(1d)分配路径。例如,技术可包括由计算设备200基于预定复杂分配路径(例如,倒圆角、重叠或锐曲线中的至少一者)确定表示复杂分配路径的线性分配路径,该线性分配路径包括分配头部162相对于参考板140的绝对速度(该绝对速度包括合并的x轴和y轴向量速度)和/或分配头部162相对于参考板140的单个方向向量(该单个方向向量包括合并的x轴和y轴方向向量)。
81.图3a所示的技术还包括由计算设备200控制例如珠粒形状获取模块214、测量设备114以测量珠粒142的形状(336)。在测量珠粒142的形状之后,技术可包括由计算设备200(例如,珠粒形状分析模块216)接收由测量设备114生成的测量数据(338)。在一些示例中,技术可包括由计算设备200(例如,珠粒形状分析模块216)基于所测量的尺寸来确定珠粒形状。例如,横截面面积a1可基于测量的高度h1和/或宽度w1来确定。
82.在一些示例中,技术包括调整一个或多个受控参数以及重复珠粒的分配并测量珠粒的珠粒形状。以此方式,每个受控过程参数可从受控过程参数的可接受值的所确定范围依次调整到调查值。在一些示例中,可单独调查每个受控过程参数,例如,可在连续迭代之间调整仅一个过程参数。以此方式,管理系统110可被配置为产生和存储与多个受控过程参
数的调查有关的测量数据。
83.图3a所示的技术还包括由计算设备200(例如,响应表面轮廓模块218)基于测量数据和受控alad过程参数来确定响应表面轮廓。例如,技术可包括针对用于产生相应珠粒形状的多个受控alad过程参数中的每个相应受控alad过程参数关联或绘制多个珠粒形状中的每个相应珠粒形状。在一些示例中,确定响应表面轮廓302可包括重复分配、测量和分析珠粒形状以生成一个或多个响应表面轮廓。
84.在一些示例中,技术可包括响应表面轮廓的自动化生成。例如,确定响应表面轮廓可包括由计算设备200(例如,alad系统控制模块212)控制拾取和放置机器人113以协调参考板的移动。控制拾取和放置机器人113可包括例如以下中的至少一者:控制拾取和放置机器人113以从未涂覆的参考板供应111拾起参考板140;将未涂覆的参考板140放置在管理alad系统116内的固定装置166上;从固定装置166移除已涂覆的参考板140;将已涂覆的参考板140放置在测量设备114内的固定装置168上;从固定装置168移除已测量的参考板140;和/或将已测量的参考板140放置在已涂覆的参考板储备115中。
85.在一些示例中,响应表面轮廓的自动化生成可包括由计算设备200(例如,alad系统控制模块212)自动确定批次操作数据,该批次操作数据定义过程条件以生成至少一个响应表面轮廓。如上所讨论,批次操作数据可包括例如要进行采样的可控制alad过程参数的范围、样本数量、样本名称、或拾取和放置机器人113、测量设备114和管理alad系统116中的任一者的操作。在一些示例中,确定批次操作数据可包括由计算设备200确定单独参考板名称和与每个参考板相关联的过程条件的列表。
86.在一些示例中,技术可包括由计算设备200(例如,alad系统控制模块212)基于所确定的批次操作数据自动控制拾取和放置机器人113、测量设备114和管理alad系统116的操作以执行批次。例如,执行批次可包括由计算设备200(例如,alad系统控制模块212)协调本地程序执行与拾取和放置机器人113的移动、测量设备114的移动和/或管理alad系统116的机器人160的移动的定时,传送参考板名称,和/或将测量值传送到计算设备200以用于分析和/或存储。
87.图3b是用于使用所测量的珠粒形状和响应表面轮廓来控制自动化液体粘合剂分配过程的示例性技术的流程图。虽然将相对于图1a和图1b的制造环境100和图2的计算设备200描述图3b的技术,但在其他示例中,可使用不同的系统、不同的计算设备或两者来执行图3b的技术。另外,制造环境100和计算设备200可执行用于确定一个或多个响应表面轮廓的其他技术。
88.图3b所示的技术包括由计算设备200(例如,响应表面轮廓模块218)确定液体粘合剂的响应表面轮廓(302)。例如,确定响应表面轮廓可包括上文参考图3a讨论的技术。
89.在确定响应表面轮廓(302)之后,图3b所示的技术包括由计算设备200(例如,alad系统控制模块212)使用至少一个站点alad过程参数来控制制造站点alad系统126以将液体粘合剂的珠粒152分配到参考板150的表面上(304)。在一些示例中,控制制造站点alad系统126以将珠粒152分配到参考板150上可包括分配多个珠粒,多个珠粒中的每个相应珠粒使用多个站点alad过程参数中的相应站点alad过程参数来分配。在一些示例中,控制制造站点alad系统126以将珠粒152分配到参考板150上可通过拾取和放置机器人来自动化,如上所讨论。
90.在分配珠粒152之后,图3b所示的技术包括由计算设备200控制珠粒形状获取模块214、测量设备124以测量珠粒152的形状(306)。在测量珠粒152的形状之后,技术可包括由计算设备200(例如,珠粒形状分析模块216)接收由测量设备124生成的测量数据。在一些示例中,技术可包括由计算设备200(例如,珠粒形状分析模块216)基于所测量的尺寸来确定珠粒形状。例如,横截面面积a2可基于测量的高度h2和/或宽度w2来确定。
91.在测量珠粒形状之后,图3b所示的技术包括由计算设备200(例如,珠粒形状分析模块216)将珠粒152的珠粒形状与参考珠粒形状进行比较(308)。参考珠粒形状可与目标珠粒形状相同或不同。目标珠粒形状是珠粒在施加到制品以用于生产时的期望形状。可由计算设备200基于选定目标珠粒形状来确定参考珠粒形状。在一些示例中,比较可包括将已测量的珠粒形状与目标珠粒形状进行比较。响应于确定珠粒152的珠粒形状不同于参考珠粒形状,技术包括由计算设备200(例如,响应表面轮廓分析模块220)基于响应表面轮廓来确定至少一个更新的过程参数(310)。至少一个更新的过程参数被配置为致使制造站点alad系统126的机器人分配具有参考珠粒形状的第二珠粒。
92.在一些示例中,技术可包括由计算设备200(例如,alas过程参数调整模块220)生成可由制造站点alad系统126接收的输出,该输出指示至少一个更新的过程参数。以此方式,技术可包括基于测量珠粒形状和所生成的响应表面轮廓来自动更新站点alad过程参数。
93.在一些示例中,技术可包括由计算设备200(例如,alas过程参数调整模块220)通过至少一个更新的过程参数来自动控制制造站点alad系统126以将液体粘合剂的第二珠粒分配到第二参考板的表面上,该第二珠粒基于至少一个更新的过程参数而具有第二珠粒形状。在分配第二珠粒之后,技术可包括控制计算设备200、珠粒形状获取模块214、测量设备124以测量第二珠粒的形状。在测量珠粒形状之后,技术可包括由计算设备200(例如,珠粒形状分析模块216)将第二珠粒的珠粒形状与目标珠粒形状进行比较。响应于确定珠粒152的珠粒形状不同于目标珠粒形状,技术可包括由计算设备200(例如,响应表面轮廓分析模块220)基于响应表面轮廓来确定至少一个第二更新的过程参数。至少一个第二更新的过程参数被配置为致使制造站点alad系统126的机器人分配具有目标珠粒形状的第三珠粒。以此方式,技术可包括使用响应表面轮廓来迭代地分析多个珠粒形状以控制制造站点alad系统126。
94.在一些示例中,技术可包括由计算设备200(例如,珠粒形状分析模块216)识别包括多个站点alad过程参数的过程窗口,该多个站点alad过程参数产生目标珠粒形状的选定容许偏差内的一个或多个珠粒形状。在一些示例中,技术可包括由计算设备200(例如,响应表面轮廓分析模块220)识别过程窗口内的响应表面轮廓的至少一个梯度。如上所讨论,至少一个梯度可指示过程稳定性。以此方式,技术可包括评估过程窗口稳定性。
95.图3c是用于使用珠粒形状的线性建模来控制自动化液体粘合剂分配过程的示例性技术的流程图。虽然将相对于图1a和图1b的制造环境100和图2的计算设备200描述图3c的技术,但在其他示例中,可使用不同的系统、不同的计算设备或两者来执行图3c的技术。另外,制造环境100和计算设备200可执行用于确定一个或多个响应表面轮廓的其他技术。
96.图3c所示的技术包括由机器人160在制造环境100内使用至少一个过程参数将表示目标复杂分配路径的液体粘合剂的一个或多个线性珠粒142分配到基板140的表面上
(322)。线性珠粒142沿纵向轴线延伸并且基于至少一个过程参数具有横向于纵向轴线的珠粒形状。目标复杂分配路径可包括连续路径。如上所讨论,连续路径可限定倒圆曲线、锐曲线或重叠中的至少一者。在一些示例中,分配可包括分配液体粘合剂的多个珠粒,多个珠粒中的每个相应珠粒使用多个过程参数中的相应至少一个过程参数来分配。
97.在一些示例中,分配一个或多个线性珠粒可包括由测量设备的处理器或或机器人的第二处理器中的至少一者(例如,经由计算设备200)控制机器人160以使用至少一个过程参数来分配一个或多个线性珠粒。在其中机器人160包括分配头部162和铰接臂164的示例中,控制机器人160可包括:由计算设备200控制分配头部162以将液体粘合剂的线性珠粒分配到参考板140的表面上;以及由计算设备200控制铰接臂164以控制分配头部162相对于参考板140的表面的位置和速度。如上所讨论,至少一个过程参数可包括机器人160的分配头部162相对于参考板140的表面的速度向量或方向向量中的至少一者。
98.图3c所示的技术包括由定位在制造环境100内的测量设备(例如,测量设备114)在沿着线性珠粒的纵向轴线的多个离散位置处经由一维扫描测量珠粒形状的至少一个特性(324)。如上所讨论,珠粒形状的至少一个特性可包括以下中的至少一者:珠粒相对于基板的表面的高度、在基板的表面处的珠粒相对于珠粒的纵向轴线的宽度、或珠粒的横向于纵向轴线的横截面面积。如上所讨论,测量设备114可包括便携式测量设备。
99.图3c所示的技术包括由测量设备的处理器(例如,计算设备200)基于一个或多个响应表面轮廓和珠粒形状的至少一个特性来调整至少一个过程参数(326)。在一些示例中,响应表面轮廓可基于液体粘合剂的参考珠粒的参考珠粒形状和至少一个参考过程参数。例如,如上文相对于图1所讨论的,管理系统110可被配置为基于包括多个珠粒形状的测量数据以及用于产生多个珠粒形状中的相应珠粒形状的多个选定alad过程参数来生成一个或多个响应表面轮廓。在一些示例中,响应表面轮廓进一步基于至少一个不受控过程参数,该至少一个不受控过程参数可包括液体粘合剂的粘度、环境温度、环境湿度或环境压力中的至少一者。
100.在一些示例中,调整至少一个过程参数可包括通过测量设备的处理器(例如,经由计算设备200)访问限定液体粘合剂的参考珠粒的参考珠粒形状的液体粘合剂的一个或多个响应表面轮廓和至少一个参考过程参数。调整至少一个过程参数还可包括由处理器(例如,计算设备200)将珠粒形状与参考珠粒形状进行比较。调整至少一个过程参数还可包括响应于确定珠粒形状不同于参考珠粒形状,由处理器(例如,计算设备200)基于至少一个参考过程参数来确定已调整的过程参数中的至少一者。
101.在一些示例中,如上所讨论,响应表面轮廓可基于线性模型,该线性模型将至少一个过程参数和多个离散位置中的每个离散位置处的珠粒形状的至少一个特性相关联,而无需沿着连续路径的多个离散位置中的相邻离散位置的关系。多个离散位置中的每个离散位置可与相邻离散位置基本上等距间隔开。另外地或另选地,多个离散位置中的每个离散位置与直接相邻的离散位置相距的距离在约0.01mm和约1mm之间。
102.图3c所示的技术还包括使用目标复杂分配路径和已调整的过程参数中的至少一者来分配液体粘合剂(例如,使用机器人160)(328)。
103.在一些示例中,技术可包括由处理器(例如,计算设备200)识别过程窗口,该过程窗口包括与珠粒形状的选定容许偏差内的多个珠粒形状相关联的多个过程参数,如上所讨
论。另外,技术可包括由处理器(例如,计算设备200)识别过程窗口内的响应表面轮廓的至少一个梯度,该梯度指示至少一个过程参数的稳定性,如上所讨论。
104.实施例
105.实施例1:在许多电子器件应用中的常见粘结在其最终组装条件下为约2mm宽
×
0.5mm高。这指示目标横截面面积分布为0.5mm2。分配其横截面面积低于0.5mm2的粘合剂可导致“不足的粘合剂”和/或部分故障。分配其横截面面积大于0.5mm2的粘合剂可导致粘合剂“挤出”。对于对不期望的粘合剂接触敏感的部分(例如,附近电路),这种“挤出”也可导致部分故障。因此,期望分配具有0.5mm2的横截面面积与大于或等于0.5mm的高度的粘合剂珠粒。可通过改变机器人速度、流动速率、z高度、喷嘴类型和许多其他变量来实现此目标珠粒。实验测试了流动速率和速度的多种配置,使得响应表面轮廓可提供优化珠粒的横截面面积而不牺牲小于或等于0.5mm的高度实例的机器人速度和流动速率。
106.实施例2:制造过程中的常见扰动是从第一批液体粘合剂到第二批液体粘合剂的转换。第二批可具有不同于第一批的流体粘度。在第二批的流体粘度小于第一批次的流体粘度的情况下,例如,使得形状轮廓改变和/或珠粒的高度减小,可能经历部分故障。实验测试了具有不同粘度分布的多批液体粘合剂以测量和量化珠粒形状轮廓的变化程度,并且识别最可能观察到部分故障的粘度。这些结果可用于生成可用于改变过程参数的响应表面轮廓,使得新扰动的系统被设计成移除由于较低(或较高)粘度的粘合剂引起的故障。
107.实施例3:有可能的是,在分配路径期间,系统可变性可导致沿着珠粒的线性长度改变珠粒轮廓。这可能是速度漂移、流体的应力松弛或改变基板高度的结果。实验发现系统变化,因为珠粒的横截面面积沿珠粒长度稳定且可重复地减少。为了校正这种系统可变性,对可变速度分布进行编程以使得机器人的速度沿珠粒的长度稳定地减少。改变沿分配路径的速度会更好地允许粘合剂珠粒保持目标横截面面积。
108.实施例4:如前所述,可通过各种过程设置来获得目标横截面面积(或高度或宽度)的珠粒。为了基于附加的过程限制来进一步优化,实验包括选择通过最快可能速度实现期望横截面面积的过程设置。结果包括具有最短循环时间的分配路径,从而减小生产的总循环时间并且增加吞吐量。
109.图4是示出示例性珠粒形状(如横截面面积)沿相应珠粒的纵向轴线的变化的曲线图,该变化表示为线402、404、406和408。线402、404、406和408中的每一者示出了使用相同液体粘合剂流动速率和不同机器人速度的对液体粘合剂的分配。线402、404、406和408中的每一者以约3.0毫升/秒(ml/s)进行分配。线402对应于42毫米/秒(mm/s)的机器人速度。线404对应于51mm/s的机器人速度。线406对应于60mm/s的机器人速度。线408对应于79mm/s的机器人速度。尽管线402、404、406和408中的每一者包括不同的机器人速度,但结果示出了针对特定流动速率和线性位置(相对于珠粒的纵向轴线)的基本上一致的珠粒形状,即使在改变机器人速度时也是如此。实验也在不同的流动速率(例如,1.1ml/s、2.0ml/s、4.0ml/s和5.0ml/s)上进行,具有类似的结果。以此方式,指示珠粒形状、流动速率和机器人速度的响应表面轮廓可用于基于已知的流动速率和机器人速度来预测选定线性位置处的珠粒形状。
110.图5a是示出示例性珠粒形状(如横截面面积)沿相应珠粒1至4的纵向轴线的变化的曲线图。图5b示出了图5a的放大部分。如图5b最佳所示,线502、504、506和508分别表示珠
粒1至4。线502、504、506和508中的每一者示出了使用相同的液体粘合剂流动速率(5.0毫升/分钟)和机器人速度(30.2mm/s)的对相应珠粒的重复分配。线502、504、506和508所示的结果表明了在相同的液体粘合剂流动速率和机器人速度下产生珠粒形状的可重复性。例如,即使在珠粒1至4中的每一者之间存在相对较小的变化(其可能是由于例如流动机构、机器人运动、粘合剂的物理特性等),变化是可重复的。换句话说,图5b所示的顶点和底点在珠粒1至4中每一者上处于类似的位置和类似的量值。实验也在不同的机器人速度(例如,21.1mm/s、25.6mm/s、34.8mm/s和39.2mm/s)上进行,具有类似的结果。这些结果表明了对于不同的过程参数(诸如机器人速度和流动速率),珠粒形状是可重复的。例如,甚至珠粒形状的变化(其可能是由于流动机制、机器人运动、粘合剂的物理特性等)是可重复的。通过评估可重复的变化,本文描述的系统和技术可用于补偿变化,例如通过改变流动速率或机器人速度。
111.图6是示出图4至图5b所示的粘合剂分配过程的示例性响应表面轮廓以及类似的附加实验数据的三维曲线图。响应表面轮廓被示出为每个珠粒的平均横截面面积(602)和每个珠粒的横截面面积的可变性(604)。如上所讨论,响应表面轮廓可例如经由响应表面方法来使用以控制alad过程参数(诸如机器人速度和液体粘合剂流动速率),从而产生预测珠粒形状。可针对其他变量(包括但不限于珠粒高度、珠粒宽度或其他alad过程参数)生成类似的响应表面轮廓。
112.图7是示出可用于减小珠粒形状可变性的示例性速度曲线的曲线图。如上所讨论,局部珠粒形状可包括固有的可重复的可变性,其可被表征。例如,线702指示约2ml/min的恒定流动速率下并且具有约0.5mm2的横截面面积的线性位置(mm)相对于机器人速度(mm/s)的区域。线702上方的区域704指示在将超过约0.5mm2的横截面面积的线性位置处的机器人速度。线702下方的区域706指示在将小于约0.5mm2的横截面面积的线性位置处的机器人速度。因此,机器人速度可根据线702相对于线性位置动态地变化以分配具有约0.5mm2的目标横截面面积的珠粒。以此方式,对局部珠粒形状可变性的补偿可改善分配液体粘合剂的准确性,并且由此改善粘结完整性。
113.图8是示出针对若干液体粘合剂粘度的示例性珠粒形状(z轴轮廓相对y轴轮廓)的曲线图:线802、804、806和808。线802、804、806和808中的每一者表示具有不同粘度的液体粘合剂的珠粒。由相同机器人使用相同alad过程参数来分配每个珠粒。如上所讨论,液体粘合剂粘度可影响珠粒形状。例如,线802表示针对具有9,580厘泊(cp)的最低粘度的液体粘合剂的珠粒形状。如图所示,高度(z轴珠粒轮廓)是四个样本中的最小值,并且宽度(y轴珠粒轮廓)是最大值。线808表示针对具有50,000cp的最大粘度的液体粘合剂的珠粒形状。线808包括四个样本的最大高度(z轴珠粒轮廓)和最小宽度(y轴珠粒轮廓)。线804和806分别表示第三最大粘度和第二最大粘度。粘度为13,360cp的液体粘合剂的线804示出了与线802相比的更大z轴珠粒轮廓和更小y轴珠粒轮廓,以及与线806和808相比的更小z轴珠粒轮廓和更大y轴珠粒轮廓。粘度为13,360cp的液体粘合剂的线806示出了与线802和804相比的更大z轴珠粒轮廓和更小y轴珠粒轮廓,以及与线808相比的更小z轴珠粒轮廓和更大y轴珠粒轮廓。如图8所示,粘度具有对珠粒形状的影响,使得液体粘合剂粘度的改变(例如,在液体粘合剂批次之间)可能需要更新过程参数以至少在alad过程的选定容许偏差内维持一致珠粒形状。
114.已描述了各种示例。这些示例以及其他示例均在以下权利要求书的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1