工件的喷涂加工系统及喷涂加工方法与流程
1.本发明涉及一种工件的加工系统及对应方法,特别是涉及一种工件的喷涂加工系统及喷涂加工方法。
背景技术:
2.参阅图1,为一现有的太阳能支架1,包含一基板11、两个自所述基板11相反两侧同向弯折延伸的侧板12,及两个分别自所述侧板12远离所述基板11的一侧朝向彼此延伸,并且彼此间隔界定出一缺槽130的接板13。其中,所述基板11、所述侧板12,及所述接板13共同围绕界定出一内空间100,而所述侧板12及所述接板13上穿设有多个用于排除所述内空间100中的积水的排水孔190。将多个所述太阳能支架1纵横架设,即可借此形成支撑太阳能发电模组的基础架构。但因为所述太阳能支架1在使用时主要是设置于室外,并且需要承受风吹日晒雨淋,因此势必需要涂布功能涂料来形成保护层,借此延长所述太阳能支架1的使用寿命。
3.然而,适应制造成本以及便利性的考量,制造所述太阳能支架1时,是直接使用已涂布涂料的板材来弯折成型,并且加工出所述排水孔190。在如此的制造流程下,于弯折处以及所述排水孔190的孔壁上,都势必会有涂料的损失,就传统的加工作法而言,将会在后续由人力目视观察并进行涂料的补喷涂作业,才能确保所述太阳能支架1外表的涂料的完整性。但在直接采用人工喷涂的情况下,作业十分仰赖人员的执行经验,而执行经验的差异也会直接影响到整体作业效率以及成品的可靠度,在顾及品质的情况下,则又难以同时兼顾制造速率,无法适应产线量产的需求。
技术实现要素:
4.本发明的目的是提供一种能有效提高作业效率以适应产线量产需求的工件的喷涂加工系统及喷涂加工方法。于是,本发明工件的喷涂加工系统,包含适用于输送多个所述工件的输送带、至少一个与所述输送带间隔设置的作业单元,及连结于所述至少一个作业单元的功能单元。所述至少一个作业单元包括机械手臂,及安装于所述机械手臂上的喷头,所述至少一个作业单元能在被动操作状态及主动作业状态间切换。所述功能单元包括连接于所述机械手臂的驱动机构,及信息连接于所述驱动机构的控制器,所述控制器用于依据所述至少一个作业单元的所述被动操作状态,在所述主动作业状态时控制所述驱动机构操作所述至少一个作业单元。
5.本发明的目的及解决其技术问题还可采用以下技术措施进一步实现。
6.较佳地,前述的工件的喷涂加工系统,其中,所述至少一个作业单元还包括信息连接于所述机械手臂及所述喷头的遥控器,所述至少一个作业单元在所述被动操作状态时,是通过所述遥控器操作所述机械手臂及所述喷头。较佳地,前述的工件的喷涂加工系统,其中,所述至少一个作业单元在所述被动操作状态时,是以人力直接操作所述至少一个作业单元。
7.较佳地,前述的工件的喷涂加工系统,其中,所述工件的喷涂加工系统还包含配置于所述输送带与所述至少一个作业单元间,并用于检测所述至少一个作业单元与所述工件间的相对位置的定位模组。
8.另外,本发明工件的喷涂加工方法,包含预备步骤、预动步骤,及续动步骤。所述预备步骤是预备本发明工件的喷涂加工系统。所述预动步骤是将所述至少一个作业单元设定在所述被动操作状态,并操作所述机械手臂移动而通过所述喷头对所述输送带上的工件进行喷涂,同时通过所述功能单元的所述控制器记录所述至少一个作业单元在所述被动操作状态的至少一个作业信息。所述续动步骤是将所述至少一个作业单元设定在所述主动作业状态,利用所述控制器按照所述至少一个作业信息控制所述至少一个作业单元,使所述至少一个作业单元在所述主动作业状态下对所述输送带上的工件进行喷涂。
9.本发明的目的及解决其技术问题还可采用以下技术措施进一步实现。
10.较佳地,前述的工件的喷涂加工方法,其中,所述至少一个作业单元还包括信息连接于所述机械手臂及所述喷头的遥控器,在所述预动步骤中,是通过所述遥控器操作所述机械手臂及所述喷头。
11.较佳地,前述的工件的喷涂加工方法,其中,在所述预动步骤中,是以人力直接操作所述至少一个作业单元。
12.较佳地,前述的工件的喷涂加工方法,其中,所述预动步骤包括多个操作所述至少一个作业单元分别对多种规格的工件进行喷涂并记录多个作业信息的记忆子步骤,所述续动步骤包括多个分别按照所述作业信息对多种规格的工件进行喷涂的批次子步骤。
13.较佳地,前述的工件的喷涂加工方法,其中,所述续动步骤包括判断所述输送带的工件规格是否已变更的重设子步骤,判断所述工件的规格已变更时,则重新执行所述预动步骤。
14.较佳地,前述的工件的喷涂加工方法,其中,所述工件的喷涂加工系统还包含一配置于所述输送带与所述至少一个作业单元间,并用于检测所述至少一个作业单元与所述工件间的相对位置的定位模组。
15.本发明的有益效果在于:所述至少一个作业单元在所述预动步骤中所执行的喷涂作业动作,会以所述至少一个作业信息的形式储存于所述控制器,后续在所述续动步骤中,所述控制器即可利用所述至少一个作业信息控制所述驱动机构来操作所述至少一个作业单元,以完整模仿出所述至少一个作业单元在所述预动步骤中对所述工件的完整喷涂作业,并据此进行批次化的大量作业,故能发挥优异的作业效率并复制与人为操作相同精准度,以适应产线量产的需求。
附图说明
16.图1是一不完整的立体图,说明一现有的太阳能支架;
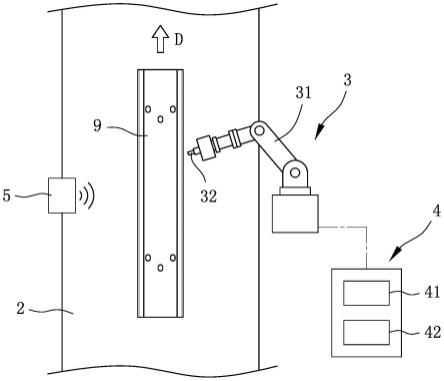
17.图2是一示意图,说明本发明工件的喷涂加工系统的一第一装置实施例;
18.图3是一示意图,说明所述第一装置实施例的另一种实施方式;
19.图4是一示意图,说明本发明工件的喷涂加工系统的一第二装置实施例;
20.图5是一方块图,说明本发明工件的喷涂加工方法的一第一方法实施例;及
21.图6是一方块图,说明本发明工件的喷涂加工方法的一第二方法实施例。
具体实施方式
22.下面结合附图及实施例对本发明进行详细说明:
23.参阅图2,本发明工件的喷涂加工系统的一第一装置实施例,所述第一装置实施例包含一适用于输送多个所述工件9的输送带2、一与所述输送带2间隔设置的作业单元3、一连结于所述作业单元3的功能单元4,及一配置于所述输送带2与所述作业单元3间,并用于检测所述作业单元3与所述工件9间的相对位置的定位模组5。在实施方式中,皆是以所述工件9为具有孔洞并有执行弯折加工的支架为例来说明,但实际实施时亦可适应其他型态的物品。
24.所述输送带2沿一输送方向d输送,主要目的是将批次化的所述工件9往下游输送,或者配合量产时的产线化配置。在如图2所呈现的实施方式中,是以所述工件9沿所述输送方向d而单行间隔排列的方式来运送。
25.所述作业单元3包括一机械手臂31,及一安装于所述机械手臂31上且用于喷出所使用的涂料的喷头32。所述作业单元3能在一由外部操作而运作的被动操作状态,及一受控制而直接按照特定模式运作的主动作业状态间切换。在本第一装置实施例中,所述作业单元3在所述被动操作状态时,是以人力直接操作所述作业单元3,也就是先由熟悉喷涂作业并且具有一定经验的人员直接握持所述机械手臂31,适应所述工件9的特定型态执行有效率的移动模式,并且在适当的时机开启所述喷头32而针对需要补涂的位置点进行喷涂。举例而言,即类似运动教练指导选手时,教练亲自带动选手身体而执行所指导动作的情况。
26.所述功能单元4包括一连接于所述机械手臂31的驱动机构41,及一信息连接于所述驱动机构41的控制器42。所述控制器42用于依据所述作业单元3的所述被动操作状态,在所述主动作业状态时控制所述驱动机构41操作所述作业单元3。具体而言,所述驱动机构41为可运作而驱动所述机械手臂31执行多自由度的移动的动力机械,而所述控制器42可为一可编程逻辑控制器(plc),能以特定逻辑控制所述驱动机构41来带动所述机械手臂31,并且控制所述喷头32开启的时间点及时间长短,确保得以控制所述作业单元3完成与在所述被动操作状态下由人员实际操作时完全相同的动作。
27.所述定位模组5具体而言可采用红外线感测器,借此得知所述输送带2上的所述工件9的位置,也使得所述工件9能相对于所述作业单元3位于正确的相对位置上,以利于所述作业单元3精准地对所述工件9执行喷涂加工。
28.参阅图3,为本第一装置实施例的另一种实施方式,主要是适应更大量的产线制造需求,在所述输送带2的相反两侧分别设置两个作业单元3。因此,在所述输送带2上即可沿垂直所述输送方向d的方向间隔排列两行所述工件9,并利用所述作业单元3分别对应所述两行所述工件9而执行喷涂加工,以增加单位时间的加工数量,达成提高产量及生产效率的目的。
29.参阅图4,为本发明工件的喷涂加工系统的一第二装置实施例,本第二装置实施例与所述第一装置实施例的差别在于,本第二装置实施例的所述作业单元3还包括一信息连接于所述机械手臂31及所述喷头32的遥控器39,而所述作业单元3在所述被动操作状态时,是通过所述遥控器39操作所述机械手臂31及所述喷头32。也就是说,本第二装置实施例相较于人员直接接触所述机械手臂31而执行操作而言,是利用所述遥控器39远端执行喷涂加工的操作,借此能适应需要维护工安或其他无法靠近所述机械手臂31的应用场合。除此以
外,同样能在所述被动操作状态下,利用所述控制器42获得后续自动控制所述作业单元3所需要的信息。
30.参阅图5并配合图2与图4,如图5所示为本发明工件的喷涂加工方法的一第一方法实施例,所述第一方法实施例包含一预备步骤71、一预动步骤72,及一续动步骤73。
31.所述预备步骤71是预备一本发明工件的喷涂加工系统,在本第一方法实施例中,可选择配合本发明工件的喷涂加工系统的所述第一装置实施例或所述第二装置实施例,实际应用时可依照例如厂区环境需求,或者所述工件9的产品特性自由选用。
32.所述预动步骤72是将所述作业单元3设定在所述被动操作状态,并操作所述机械手臂31移动而通过所述喷头32对所述输送带2上的工件9进行喷涂,同时通过所述功能单元4的所述控制器42记录所述作业单元3在所述被动操作状态的一作业信息。因此,无论是使用所述第一装置实施例而以人员直接操作,或者是使用所述第二装置实施例而通过所述遥控器39来操作,皆能记录完整操作所述作业单元3而完成喷涂作业的所述作业信息。其中,所述作业信息具体而言包括所述机械手臂31的移动路线、各自由度的转动状态、停留的时间
···
等等,以及所述喷头32配合所述机械手臂31移动的开启时机点,以及所述喷头32开启而喷涂的时间长短,也就是完整记录所述作业单元3完成单一工件9的喷涂作业的所需信息。
33.值得特别说明的是,为了尽可能提高产线的作业效率,以在不中断产线运作的情况下,同时执行多种不同规格的工件9的喷涂作业,所述预动步骤72包括多个操作所述作业单元3分别对多种规格的工件9进行喷涂并记录多个作业信息的记忆子步骤721,也就是可预先对应后续所可能处理的不同规格,以所述控制器42记录多组分别适应不同规格的工件9的所述作业信息供后续使用。
34.所述续动步骤73是将所述作业单元3设定在所述主动作业状态,再利用所述控制器42按照所述作业信息控制所述作业单元3,使所述作业单元3在所述主动作业状态下对所述输送带2上的工件9进行喷涂。此时,所述作业单元3即可自动重复在所述被动操作状态下由人员操作的喷涂作业,达成得以适应产线的自动化作业。也因为所述续动步骤73是完整复制有相当经验的人员的实际操作,故能确保相同的喷涂加工品质,在自动化作业下还能发挥节约人力以及提高效率的效果。
35.其中,所述续动步骤73包括多个分别按照所述作业信息对多种规格的工件9进行喷涂的批次子步骤731。也就是说,在所述续动步骤73,只要将不同规格的所述工件9安排为不同的批次顺序,所述控制器42即可依序按照对应的所述作业信息控制所述作业单元3,对应不同批次下的不同规格使用对应的所述作业信息,即可精准地完成不同规格的工件9的喷涂作业。
36.参阅图6并配合图2,为本发明工件的喷涂加工方法的一第二方法实施例,本第二方法实施例与所述第一方法实施例的区别在于:所述续动步骤73包括一个判断所述输送带2的工件9的规格是否已变更的重设子步骤732。所述重设子步骤732是判断所述工件9的规格已变更时,则重新执行所述预动步骤72。本第二方法实施例不同于所述第一方法实施例先行储存多组作业信息的做法,是在所述输送带2开始输送不同规格的工件9后,则重新回到所述预动步骤72再记录一组新的作业信息,故实质上只是记录所需作业信息的时机点的差异,但却能适应例如操作人员可配合的操作时间、所述工件9的规格多寡,或者其他与效
率有关的考量因素以供选用,并且同样能达成与所述第一方法实施例相同的功效。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1