一种铝型材加工用快装挂具的制作方法
1.本发明涉及铝型材挂具技术领域更具体地说,涉及一种铝型材加工用快装挂具。
背景技术:
2.静电粉末喷涂是用喷粉设备把粉末涂料喷涂到工件的表面,在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层,当挂钩涂层过厚就会影响工件的导电性能,从而影响工件的上粉率。
3.一般公司会使用酸性脱漆剂浸泡挂具,但是浸泡挂具后会在表面出现一层油污状悬浮物,此悬浮物会粘连在挂具上,当经过前处理槽时就会被清洗附着在铝型材工件表面,且钝化槽电导率极易受到外界离子的干扰,当挂具未清洗干净时会污染钝化槽,之后经过前处理酸洗工艺时,容易出现流痕的现象,从而影响铝型材的表面质量如附着性、耐酸、耐盐雾以及老化等性能。
4.当挂具表面的涂层过厚就需要人工对其进行敲打锉削,以清除挂具表面的氧化涂层,增加了工作人员的劳动强度,且敲打不当会严重影响挂具的导电性能,进而影响工件的上粉率。
5.因此针对上述问题,提出一种铝型材加工用快装挂具。
技术实现要素:
6.1.要解决的技术问题
7.针对现有技术中存在的问题,本发明的目的在于提供一种铝型材加工用快装挂具,它可以通过在挂具固定座上设置与挂钩相配合的电动升降式锉削链组件来对挂钩表面的粘附涂层进行快速锉削清理,通过漂洗盒与偏转导向组件相配合可对挂钩上的锉削链组件进行导向作用,有效避免锉削链组件在挂钩底部弯曲段进行偏转时与挂钩产生径向滑动阻力,提高了装置运行稳定性,另外可以通过漂洗盒内自动收卷式伸缩套袋与漂洗装置相配合,来对挂钩进行快速漂洗和浸泡,有效避免了挂钩表面的残留杂质对钝化槽造成污染。
8.2.技术方案
9.为解决上述问题,本发明采用如下的技术方案。
10.一种铝型材加工用快装挂具,包括挂具固定座和固定连接在挂具固定座下端的铝型材挂钩,所述挂具固定座下侧壁开设有位于铝型材挂钩右侧的收纳槽,所述收纳槽左内壁安装有竖直设置的伺服电动导轨,所述伺服电动导轨上安装有位于铝型材挂钩右侧的主升降杆,所述主升降杆下端铰接有与铝型材挂钩相配合的锉削链组件,所述收纳槽内设有与挂具固定座滑动连接的漂洗盒,且漂洗盒与铝型材挂钩相配合,所述挂具固定座与漂洗盒之间安装有弹力限位机构,所述漂洗盒外端安装有与铝型材挂钩和锉削链组件相配合的偏转导向组件,所述漂洗盒内安装有与铝型材挂钩相配合的导向柱;
11.所述锉削链组件包括有六个锉削链节,六个所述锉削链节首尾依次铰接,六个所述锉削链节左侧壁均固定连接有套设在铝型材挂钩上的锉削套环,六个所述锉削链节右侧
壁固定连接有同一个齿带;
12.所述偏转导向组件包括有固定架,所述固定架与漂洗盒左侧壁为固定连接,所述固定架上固定连接有转动轴,且转动轴几何中心点的下行程末端位置与铝型材挂钩底部半圆钩体的圆心点重合,所述转动轴前后两端均固定连接有与锉削套环相配合的导向架,所述转动轴侧壁固定连接有与齿带相啮合的齿轮,可以通过在挂具固定座上设置与挂钩相配合的电动升降式锉削链组件来对挂钩表面的粘附涂层进行快速锉削清理,通过漂洗盒与偏转导向组件相配合可对挂钩上的锉削链组件进行导向作用,有效避免锉削链组件在挂钩底部弯曲段进行偏转时与挂钩产生径向滑动阻力,提高了装置运行稳定性,另外可以通过漂洗盒内自动收卷式伸缩套袋与漂洗装置相配合,来对挂钩进行快速漂洗和浸泡,有效避免了挂钩表面的残留杂质对钝化槽造成污染。
13.进一步的,所述锉削套环内端开设有两个环形槽,所述环形槽内安装有套设在铝型材挂钩上的弹力套环,所述弹力套环内部固定连接有多个均匀分布的锉削块,两个所述弹力套环上的多个锉削块相互交错设置,弹力套环可产生的紧缩力可将铝型材挂钩包裹住,增强弹力套环与铝型材挂钩表面的贴合紧密性,提高锉削力度,同时多个锉削块相互交错可便于将铝型材挂钩表面刮起的杂质从锉削块之间的预留间隙排出,可有效提高对铝型材挂钩表面的清理效果。
14.进一步的,所述导向架外端固定连接有呈半圆扇形等角度排列的五个导向杆,且相邻近的两个导向杆之间的夹角度数为45度,所述位于导向架左端的首个导向杆与锉削链组件内第二链节上的锉削套环铰接,其余四个所述导向杆顶端均固定连接有偏转导向钩,所述位于锉削链组件尾部的四个锉削套环外端均固定连接有与偏转导向钩相配合的导向销,通过锉削套环和导向架的配合,导向杆可对锉削套环的偏转方向进行导向,剩余导向架上的偏转导向钩可随着偏转过程相继与锉削套环上的导向销相接对其进行导向,有效避免了锉削套环在锉削偏转过程中与铝型材挂钩产生径向滑动阻力,提升了锉削链组件在铝型材挂钩弯曲段的滑动流畅性。
15.进一步的,所述漂洗盒下侧壁开设有漂洗槽,所述导向柱与漂洗槽上内壁固定连接,所述漂洗槽内壁固定连接有套设在导向柱上的伸缩套袋,所述伸缩套袋下端固定连接有与锉削链节相配合的引导环,且引导环套设在导向柱上,所述伸缩套袋上安装有与引导环内端固定连接的收卷带,所述漂洗槽内壁安装有与收卷带相配合的收卷装置,所述漂洗盒内部安装有与漂洗槽相接通的漂洗装置,通过锉削链节与引导环的配合,在锉削链组件进行回程运动时,可通过引导环将伸缩套袋拉出并将其套在铝型材挂钩上,漂洗装置可将水注入伸缩套袋内对铝型材挂钩进行快速清洗浸泡,收卷装置可通过收卷带将引导环和伸缩套袋收回,同时将水排出至废水槽内,有效避免了传统浸泡清洗槽的重复使用导致铝型材挂钩表面残留杂质对钝化槽产生的污染,提高了对铝型材挂钩的清理效果。
16.进一步的,所述弹力限位机构包括有限位滑块和滑杆,所述滑杆上下两端均固定连接有安装座,且安装座与漂洗盒左外壁固定连接,所述限位滑块与主升降杆右侧壁为固定连接,且主升降杆套设在滑杆上,所述限位滑块下端固定连接有套设在滑杆上的压缩弹簧,限位滑块在滑杆内滑动,可对漂洗盒的滑动行程进行限位,同时压缩弹簧可对漂洗盒产生一个弹力,使主升降杆带动锉削链组件在进行回程运动时,漂洗盒上的导向柱能够与铝型材挂钩保持贴合,提高装置运行稳定性。
17.进一步的,所述位于锉削链组件首端的锉削链节和锉削套环分别为导向节和导向套环,所述导向节下端安装有与铝型材挂钩表面贴合的滚轮,所述导向套环内壁安装有三个与铝型材挂钩相配合的滚轮,四个所述滚轮呈十字对称分布,导向套环通过导向节可对锉削链组件的滑动方向进行辅助导向,导向套环内部的滚轮可减小锉削套环与铝型材挂钩之间的滑动摩擦阻力,有效提升其滑动流畅性。
18.进一步的,所述引导环下端固定连接有金属片,所述位于锉削链组件首端的锉削链节上端固定连接有与金属片相配合的磁铁块,通过磁铁块与金属片的配合可使锉削链节与引导环快速吸合,并在受到拉力时可快速分离,安装人员可根据实际情况选择磁性强度合适的磁铁块,其结构简单便于维修。
19.进一步的,所述伸缩套袋外侧壁固定连接有多个限位环,且多个限位环均套设在收卷带上,限位环可对收卷带的位置进行约束,使收卷带对引导环的收卷拉力与伸缩套袋的回缩方向保持一致,有效提升绳索套袋的收卷稳定性。
20.进一步的,所述导向柱的外径与铝型材挂钩相等,且导向柱下端面与铝型材挂钩端面相匹配,导向柱可与铝型材挂钩贴合连接为一个整体,便于锉削链组件的首端从铝型材挂钩滑至导向柱上并将伸缩套袋拉出。
21.另外,本发明还公开了一种铝型材加工用快装挂具的使用方法,包括如下步骤:
22.s1.挂装铝型材前对挂具固定座下端的铝型材挂钩表面进行锉削清理时;
23.s2.伺服电动导轨驱动主升降杆使其向下移动,主升降杆推动锉削链节上的锉削套环沿着铝型材挂钩滑动,对铝型材挂钩的竖直段表面氧化层进行锉削;
24.s3.当漂洗盒上的导向柱下端与铝型材挂钩端面贴合时,锉削链组件进入铝型材挂钩的底部弯曲段,漂洗盒与主升降杆之间的弹力限位机构可使主升降杆继续向下移动;
25.s4.锉削链节通过齿带和齿轮带动固定架上的转动轴逆时针转动,转动轴带动导向架逆时针转动;
26.s5.导向架可对多个锉削套环进行偏转导向,使锉削套环更容易朝着铝型材挂钩底部圆弧段的切线方向转向,对铝型材挂钩弯曲段表面氧化层进行锉削;
27.s6.当锉削链组件首端的锉削套环滑至导向柱上时,伺服电动导轨驱动主升降杆将其向上抬升进行回程运动,再次对铝型材挂钩表面进行锉削;
28.s7.对铝型材挂钩进行多次锉削后,将铝型材挂钩放入水池内进行浸泡清洗后,以去除表面杂质,最后将铝型材挂装在铝型材挂钩上进行静电粉末喷涂。
29.3.有益效果
30.相比于现有技术,本发明的优点在于:
31.(1)本方案通过在挂具固定座上设置与挂钩相配合的电动升降式锉削链组件来对挂钩表面的粘附涂层进行快速锉削清理,通过漂洗盒与偏转导向组件相配合可对挂钩上的锉削链组件进行导向作用,有效避免锉削链组件在挂钩底部弯曲段进行偏转时与挂钩产生径向滑动阻力,提高了装置运行稳定性,另外可以通过漂洗盒内自动收卷式伸缩套袋与漂洗装置相配合,来对挂钩进行快速漂洗和浸泡,有效避免了挂钩表面的残留杂质对钝化槽造成污染。
32.(2)弹力套环可产生的紧缩力可将铝型材挂钩包裹住,增强弹力套环与铝型材挂钩表面的贴合紧密性,提高锉削力度,同时多个锉削块相互交错可便于将铝型材挂钩表面
刮起的杂质从锉削块之间的预留间隙排出,可有效提高对铝型材挂钩表面的清理效果。
33.(3)通过锉削套环和导向架的配合,导向杆可对锉削套环的偏转方向进行导向,剩余导向架上的偏转导向钩可随着偏转过程相继与锉削套环上的导向销相接对其进行导向,有效避免了锉削套环在锉削偏转过程中与铝型材挂钩产生径向滑动阻力,提升了锉削链组件在铝型材挂钩弯曲段的滑动流畅性。
34.(4)通过锉削链节与引导环的配合,在锉削链组件进行回程运动时,可通过引导环将伸缩套袋拉出并将其套在铝型材挂钩上,漂洗装置可将水注入伸缩套袋内对铝型材挂钩进行快速清洗浸泡,收卷装置可通过收卷带将引导环和伸缩套袋收回,同时将水排出至废水槽内,有效避免了传统浸泡清洗槽的重复使用导致铝型材挂钩表面残留杂质对钝化槽产生的污染,提高了对铝型材挂钩的清理效果。
35.(5)限位滑块在滑杆内滑动,可对漂洗盒的滑动行程进行限位,同时压缩弹簧可对漂洗盒产生一个弹力,使主升降杆带动锉削链组件在进行回程运动时,漂洗盒上的导向柱能够与铝型材挂钩保持贴合,提高装置运行稳定性。
36.(6)导向套环通过导向节可对锉削链组件的滑动方向进行辅助导向,导向套环内部的滚轮可减小锉削套环与铝型材挂钩之间的滑动摩擦阻力,有效提升其滑动流畅性。
37.(7)通过磁铁块与金属片的配合可使锉削链节与引导环快速吸合,并在受到拉力时可快速分离,安装人员可根据实际情况选择磁性强度合适的磁铁块,其结构简单便于维修。
38.(8)限位环可对收卷带的位置进行约束,使收卷带对引导环的收卷拉力与伸缩套袋的回缩方向保持一致,有效提升绳索套袋的收卷稳定性。
39.(9)导向柱可与铝型材挂钩贴合连接为一个整体,便于锉削链组件的首端从铝型材挂钩滑至导向柱上并将伸缩套袋拉出。
附图说明
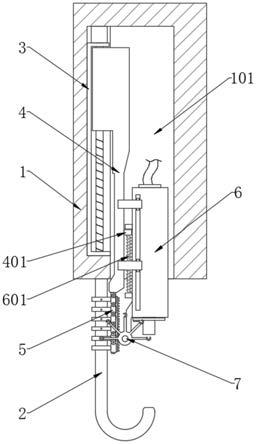
40.图1为本发明挂具固定座的正视剖视图;
41.图2为本发明的导向柱与挂钩端面相贴合的正视结构示意图;
42.图3为图2中a处的结构示意图;
43.图4为本发明偏转导向组件的正视剖视图;
44.图5为本发明锉削套环的立体结构示意图;
45.图6为本发明锉削套环的爆炸结构示意图;
46.图7为本发明漂洗盒的正视剖视图;
47.图8为图7中b处的结构示意图;
48.图9为本发明锉削套环与引导环吸合的局部放大结构示意图;
49.图10为本发明锉削链组件中首端导向套环的内部剖视图;
50.图11为本发明伸缩套袋套在铝型材挂钩上的结构示意图;
51.图12为本发明的现有技术中挂具的结构示意图。
52.图中标号说明:
53.1挂具固定座、101收纳槽、2铝型材挂钩、3伺服电动导轨、4主升降杆、401限位滑块、5锉削链组件、501锉削链节、502锉削套环、503齿带、504弹力套环、505锉削块、506导向
销、6漂洗盒、601滑杆、7偏转导向组件、701固定架、702导向架、703齿轮、704偏转导向钩、8导向柱、9伸缩套袋、10引导环、11收卷带、12收卷装置、13漂洗装置。
具体实施方式
54.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
55.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
56.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
57.实施例1:
58.请参阅图1
‑
4,一种铝型材加工用快装挂具,包括挂具固定座1和固定连接在挂具固定座1下端的铝型材挂钩2,挂具固定座1下侧壁开设有位于铝型材挂钩2右侧的收纳槽101,收纳槽101左内壁安装有竖直设置的伺服电动导轨3,伺服电动导轨3上安装有位于铝型材挂钩2右侧的主升降杆4,主升降杆4下端铰接有与铝型材挂钩2相配合的锉削链组件5,收纳槽101内设有与挂具固定座1滑动连接的漂洗盒6,且漂洗盒6与铝型材挂钩2相配合,挂具固定座1与漂洗盒6之间安装有弹力限位机构,漂洗盒6外端安装有与铝型材挂钩2和锉削链组件5相配合的偏转导向组件7,漂洗盒6内安装有与铝型材挂钩2相配合的导向柱8;
59.锉削链组件5包括有六个锉削链节501,六个锉削链节501首尾依次铰接,六个锉削链节501左侧壁均固定连接有套设在铝型材挂钩2上的锉削套环502,六个锉削链节501右侧壁固定连接有同一个齿带503;
60.偏转导向组件7包括有固定架701,固定架701与漂洗盒6左侧壁为固定连接,固定架701上固定连接有转动轴,且转动轴几何中心点的下行程末端位置与铝型材挂钩2底部半圆钩体的圆心点重合,转动轴前后两端均固定连接有与锉削套环502相配合的导向架702,转动轴侧壁固定连接有与齿带503相啮合的齿轮703,它可以通过在挂具固定座上设置与挂钩相配合的电动升降式锉削链组件来对挂钩表面的粘附涂层进行快速锉削清理,通过漂洗盒与偏转导向组件相配合可对挂钩上的锉削链组件进行导向作用,有效避免锉削链组件在挂钩底部弯曲段进行偏转时与挂钩产生径向滑动阻力,提高了装置运行稳定性,另外可以通过漂洗盒内自动收卷式伸缩套袋与漂洗装置相配合,来对挂钩进行快速漂洗和浸泡,有效避免了挂钩表面的残留杂质对钝化槽造成污染。
61.请参阅图5
‑
6,锉削套环502内端开设有两个环形槽,环形槽内安装有套设在铝型
材挂钩2上的弹力套环504,弹力套环504内部固定连接有多个均匀分布的锉削块505,两个弹力套环504上的多个锉削块505相互交错设置,弹力套环504可产生的紧缩力可将铝型材挂钩2包裹住,增强弹力套环504与铝型材挂钩2表面的贴合紧密性,提高锉削力度,同时多个锉削块505相互交错可便于将铝型材挂钩2表面刮起的杂质从锉削块505之间的预留间隙排出,可有效提高对铝型材挂钩2表面的清理效果。
62.请参阅图3,导向架702外端固定连接有呈半圆扇形等角度排列的五个导向杆,且相邻近的两个导向杆之间的夹角度数为45度,位于导向架702左端的首个导向杆与锉削链组件5内第二链节上的锉削套环502铰接,其余四个导向杆顶端均固定连接有偏转导向钩704,位于锉削链组件5尾部的四个锉削套环502外端均固定连接有与偏转导向钩704相配合的导向销506,通过锉削套环502和导向架702的配合,导向杆可对锉削套环502的偏转方向进行导向,剩余导向架702上的偏转导向钩704可随着偏转过程相继与锉削套环502上的导向销506相接对其进行导向,有效避免了锉削套环502在锉削偏转过程中与铝型材挂钩2产生径向滑动阻力,提升了锉削链组件5在铝型材挂钩2弯曲段的滑动流畅性。
63.请参阅图7
‑
8,漂洗盒6下侧壁开设有漂洗槽,导向柱8与漂洗槽上内壁固定连接,漂洗槽内壁固定连接有套设在导向柱8上的伸缩套袋9,伸缩套袋9下端固定连接有与锉削链节501相配合的引导环10,且引导环10套设在导向柱8上,伸缩套袋9上安装有与引导环10内端固定连接的收卷带11,漂洗槽内壁安装有与收卷带11相配合的收卷装置12,漂洗盒6内部安装有与漂洗槽相接通的漂洗装置13,通过锉削链节501与引导环10的配合,在锉削链组件5进行回程运动时,可通过引导环10将伸缩套袋9拉出并将其套在铝型材挂钩2上,漂洗装置13可将水注入伸缩套袋9内对铝型材挂钩2进行快速清洗浸泡,收卷装置12可通过收卷带11将引导环10和伸缩套袋9收回,同时将水排出至废水槽内,有效避免了传统浸泡清洗槽的重复使用导致铝型材挂钩2表面残留杂质对钝化槽产生的污染,提高了对铝型材挂钩2的清理效果。
64.请参阅图1和图8,弹力限位机构包括有限位滑块401和滑杆601,滑杆601上下两端均固定连接有安装座,且安装座与漂洗盒6左外壁固定连接,限位滑块401与主升降杆4右侧壁为固定连接,且主升降杆4套设在滑杆601上,限位滑块401下端固定连接有套设在滑杆601上的压缩弹簧,限位滑块401在滑杆601内滑动,可对漂洗盒6的滑动行程进行限位,同时压缩弹簧可对漂洗盒6产生一个弹力,使主升降杆4带动锉削链组件5在进行回程运动时,漂洗盒6上的导向柱8能够与铝型材挂钩2保持贴合,提高装置运行稳定性。
65.请参阅图9
‑
10,位于锉削链组件5首端的锉削链节501和锉削套环502分别为导向节和导向套环,导向节下端安装有与铝型材挂钩2表面贴合的滚轮,导向套环内壁安装有三个与铝型材挂钩2相配合的滚轮,四个滚轮呈十字对称分布,导向套环通过导向节可对锉削链组件5的滑动方向进行辅助导向,导向套环内部的滚轮可减小锉削套环502与铝型材挂钩2之间的滑动摩擦阻力,有效提升其滑动流畅性。
66.请参阅图9,引导环10下端固定连接有金属片,位于锉削链组件5首端的锉削链节501上端固定连接有与金属片相配合的磁铁块,通过磁铁块与金属片的配合可使锉削链节501与引导环10快速吸合,并在受到拉力时可快速分离,安装人员可根据实际情况选择磁性强度合适的磁铁块,其结构简单便于维修。
67.请参阅图11,伸缩套袋9外侧壁固定连接有多个限位环,且多个限位环均套设在收
卷带11上,限位环可对收卷带11的位置进行约束,使收卷带11对引导环10的收卷拉力与伸缩套袋9的回缩方向保持一致,有效提升绳索套袋9的收卷稳定性。
68.请参阅图9,导向柱8的外径与铝型材挂钩2相等,且导向柱8下端面与铝型材挂钩2端面相匹配,导向柱8可与铝型材挂钩2贴合连接为一个整体,便于锉削链组件5的首端从铝型材挂钩2滑至导向柱8上并将伸缩套袋9拉出。
69.请参阅图1
‑
4,一种铝型材加工用快装挂具的使用方法,包括如下步骤:
70.s1.挂装铝型材前对挂具固定座1下端的铝型材挂钩2表面进行锉削清理时;
71.s2.伺服电动导轨3驱动主升降杆4使其向下移动,主升降杆4推动锉削链节501上的锉削套环502沿着铝型材挂钩2滑动,对铝型材挂钩2的竖直段表面氧化层进行锉削;
72.s3.当漂洗盒6上的导向柱8下端与铝型材挂钩2端面贴合时,锉削链组件5进入铝型材挂钩2的底部弯曲段,漂洗盒6与主升降杆4之间的弹力限位机构可使主升降杆4继续向下移动;
73.s4.锉削链节501通过齿带503和齿轮703带动固定架701上的转动轴逆时针转动,转动轴带动导向架702逆时针转动;
74.s5.导向架702可对多个锉削套环502进行偏转导向,使锉削套环502更容易朝着铝型材挂钩2底部圆弧段的切线方向转向,对铝型材挂钩2弯曲段表面氧化层进行锉削;
75.s6.当锉削链组件5首端的锉削套环502滑至导向柱8上时,伺服电动导轨3驱动主升降杆4将其向上抬升进行回程运动,再次对铝型材挂钩2表面进行锉削;
76.s7.对铝型材挂钩2进行多次锉削后,将铝型材挂钩2放入水池内进行浸泡清洗后,以去除表面杂质,最后将铝型材挂装在铝型材挂钩2上进行静电粉末喷涂。
77.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1