一种自动喷粉方法及其系统与流程
1.本发明涉及喷粉技术领域,具体涉及一种自动喷粉方法及其系统。
背景技术:
2.专利文献cn101927225a公开了一种可移动的自动喷粉系统,它包括移动支架、喷枪、供粉系统和移动装置,其特征是在移动支架的底部设有移动装置,在移动支架上设有供粉系统、竖向气缸,角度调节板和喷枪,竖向气缸固定在移动支架,角度调节板与竖向气缸连结,在角度调节板的上面设有喷枪。
3.专利文献cn103920613a公开了一种全自动粉末回收再利用喷粉房装置,涉及滤清器生产技术领域,由机架、喷粉装置、吸粉装置、震粉装置、收集装置、送粉装置构成,所述喷粉装置、吸粉装置、震粉装置、收集装置、送粉装置分别固定安装在机架内部,该装置可以在粉末喷涂的过程当中,对没有附着在工件表面的粉末进行自动回收过滤再利用。
4.上述现有喷涂系统中可以实现喷粉回收、角度调节等,但是喷涂还依赖人工操作,喷涂效率低,而且不能自动切换色粉,需要人员监控。
技术实现要素:
5.为了解决上述技术问题,本发明提供了一种自动喷粉方法及其系统,其不仅可以实现自动切换色粉,自动喷粉,而且在已经喷涂完成的前几种工件完全出喷粉室后设备启动进行清扫,传动链条带动清扫架在喷粉室传动,从而将余粉清扫在喷粉室底壁上,通过传动链条带动底壁上的清扫棒收集余粉,以免长时间余粉堆积过多。
6.具体技术方案如下,一方面,本发明提供了一种自动喷粉方法,用于自动喷粉系统,包括:
7.接收当前工件颜色以及工件大小;
8.根据所述当前工件颜色切换色粉颜色;
9.根据工件大小确定所需喷涂量;
10.确定所需色粉颜色剩余量,并所需色粉颜色剩余量是否超过所需喷涂量,若超过,则进行喷涂,若未超过,补充所需色粉后喷涂。
11.优选地,在确定所需色粉颜色剩余量步骤之后,喷涂步骤之前,还包括:
12.接收当前工件的位置信息;
13.确定当前工件的位置是否处于目标喷涂区域,若不处于目标喷涂区域,则输送组件移动当前工件的位置,直至处于目标喷涂区域。
14.优选地,还包括:
15.确定当前工件与下一件工件之间的距离是否超过第一预设值,若超过第一预设值,则通过旋转头旋转当前工件,使喷枪进行喷涂,若小于预设值,则调整下一件工件的位置,使当前工件与下一件工件之间的距离超过第一预设值。
16.优选地,还包括:
17.确定喷枪喷涂速度;
18.根据所需喷涂量和喷涂速度确定当前工件旋转时间;
19.在到达工件旋转时间后,当前工件停止旋转,该输送组件输送当前工件运动。
20.优选地,还包括:当前工件喷涂完成后,确定下一件工件的颜色是否与当前工件喷涂颜色一致,若不一致,则对喷枪与电动球阀之间的喷粉通道进行残粉清理,清理后切换色粉颜色;残粉清理过程为:控制装置控制电动球阀关闭,开启加压装置,通过加压吹残粉口向喷粉通道加压,使电动球阀与喷枪之间的喷粉通道的残粉吹进残粉回收粉房。
21.优选地,还包括:当预设数量的工件喷涂完成后,且离开喷涂室后,控制装置控制驱动装置驱动传动链条带动清扫架在喷涂室内传动,进行残粉清扫,回收。
22.另一方面,本发明还提供了一种自动喷粉系统,所述喷粉机构和清扫结构,所述喷粉机构包括喷枪、供粉机构、喷涂室、输送组件和导轨;所述导轨设置在喷涂室的顶壁上和底壁上;
23.所述清扫机构包括链条式传动机构;所述链条式传动机构包括滑轮、清扫架、传动链条和驱动装置,所述滑轮固定在清扫架的上侧,所述传动链条固定在清扫架的下侧,所述清扫架上设置有若干个吹粉孔,所述传动链条安装在喷涂室的底壁的导轨上,所述驱动电机驱动传动链条带动清扫架在喷涂室的底壁的导轨上滑动,并使清扫架带动滑轮在喷涂室顶壁的导轨上滑动;
24.所述喷涂室包括左侧壁、右侧壁和顶壁;所述顶壁上开设有通道,所述左侧壁和右侧壁上设置有若干个喷枪,所述输送组件用于输送待喷涂工件在通道上运动;
25.所述供粉机构包括粉罐和粉料通道,所述粉料通道的入口端与所述粉罐连接,所述粉料通道的出口端与所述喷枪连接;所述喷枪将粉罐内的粉末喷涂至待喷涂工件上。
26.优选地,所述粉罐分为第一粉罐、第二粉罐、第三粉罐和第四粉罐,所述粉料通道分为第一粉料通道、第二粉料通道、第三粉料通道和第四粉料通道;所述第一粉罐、第二粉罐、第三粉罐和第四粉罐分别与第一粉料通道、第二粉料通道、第三粉料通道和第四粉料通道的入口端连接,所述第一粉料通道、第二粉料通道、第三粉料通道和第四粉料通道的出口端上设置有电动球阀,所述喷枪上连通喷粉通道,所述喷粉通道与所述电动球阀连接,所述电动球阀切换使喷粉通道可选择性地与所述第一粉料通道、第二粉料通道、第三粉料通道和第四粉料通道连接。
27.优选地,还包括控制装置、残粉清除通道、残粉回收粉房和加压装置,所述控制装置与所述电动球阀连接;
28.所述残粉清除通道与所述喷粉通道连接,所述残粉清除通道上设置有加压吹残粉口,所述加压装置通过加压吹残粉口向喷粉通道加压,使电动球阀与喷枪之间的喷粉通道的残粉吹进残粉回收粉房。
29.优选地,还包括影像自动识别系统,所述喷粉室的入口处安装有影像自动识别系统,所述影像自动识别系统用于识别待喷涂工件颜色和识别工件大小,然后发送信号至控制装置,控制装置控制电动球阀开关切换进行相应的色粉调整;
30.优选地,还包括距离传感器,所述距离传感器安装在所述待喷涂工件上,用于检测其位置信息。
31.优选地,所述输送组件包括挂钩、旋转头、驱动装置和传动轴,所述挂钩上设置有
旋转头,所述传动轴上固定有挂钩,所述挂钩上安装有待喷涂工件,所述驱动装置驱动旋转头旋转,旋转头带动挂钩上的待喷涂工件旋转,所述旋转头上设置有计时器,所述计时器用于计时。
32.优选地,在喷涂室的底壁的导轨上安装的传动链条上设置有清扫棒,所述传动链条带动清扫棒收集余粉。
33.与现有技术相比,本发明所产生的有益效果是:
34.1)本发明提供的链动式传动机构可以带动清扫架单独运行进行局部清扫。
35.2)本发明提供的ccd影像系统自动识别色粉需要更换时发送信号给plc控制装置,plc控制装置在更换色粉的同时,倒计时开始,根据清扫速度进行时间设定,根据待已经喷涂完成的前几种工件完全出喷粉室后自动设备启动进行清扫,传动链条带动清扫架在偶喷粉室传动,从而将余粉清扫在喷粉室底壁上,通过传动链条带动清扫棒收集,以免长时间余粉堆积过多。
36.3)本发明在喷涂工件过程中,还可以使工件旋转,从而使其喷涂均匀。
附图说明
37.图1为本发明实施例1提供的自动喷粉方法的流程示意图;
38.图2为本发明实施例2提供的自动喷粉方法的流程示意图;
39.图3为本发明实施例3提供的自动喷粉方法的流程示意图;
40.图4为本发明实施例4提供的自动喷粉方法的流程示意图;
41.图5为本发明实施例5提供的自动喷粉方法的流程示意图;
42.图6为本发明提供的自动喷粉系统结构示意图。
43.附图标记如下:
44.1、喷涂室;2、清扫架;3、传动链条;4、清扫棒;5、通道。
具体实施方式
45.下面结合附图对本发明做进一步的详细说明。
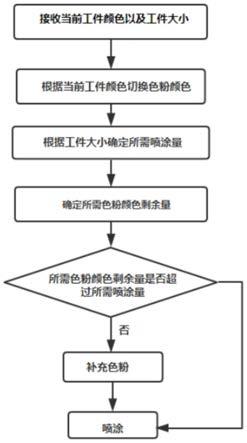
46.实施例1:如图1所示,本发明提供了一种自动喷粉方法,用于自动喷粉系统,包括:
47.接收当前工件颜色以及工件大小;
48.根据所述当前工件颜色切换色粉颜色;
49.根据工件大小确定所需喷涂量;
50.确定所需色粉颜色剩余量,并所需色粉颜色剩余量是否超过所需喷涂量,若超过,则进行喷涂,若未超过,则补充所需色粉后喷涂。
51.实施例2:如图2所示,本发明提供了一种自动喷粉方法,用于自动喷粉系统,包括:
52.接收当前工件颜色以及工件大小;
53.根据所述当前工件颜色切换色粉颜色;
54.根据工件大小确定所需喷涂量;
55.确定所需色粉颜色剩余量,并所需色粉颜色剩余量是否超过所需喷涂量,若未超过,则补充所需色粉;
56.若超过,接收当前工件的位置信息;
57.确定当前工件的位置是否处于目标喷涂区域,若不处于目标喷涂区域,则输送组件移动当前工件的位置,直至处于目标喷涂区域后进行喷涂。
58.实施例3:如图3所示,本发明提供了一种自动喷粉方法,用于自动喷粉系统,包括:
59.接收当前工件颜色以及工件大小;
60.根据所述当前工件颜色切换色粉颜色;
61.根据工件大小确定所需喷涂量;
62.确定所需色粉颜色剩余量,并所需色粉颜色剩余量是否超过所需喷涂量,若未超过,则补充所需色粉;
63.若超过,接收当前工件的位置信息;
64.确定当前工件的位置是否处于目标喷涂区域,若不处于目标喷涂区域,则输送组件移动当前工件的位置,直至处于目标喷涂区域;
65.确定当前工件与下一件工件之间的距离是否超过第一预设值,若超过第一预设值,则通过旋转头旋转当前工件,使喷枪进行喷涂,若小于预设值,则调整下一件工件的位置,使当前工件与下一件工件之间的距离超过第一预设值后再进行喷涂。
66.实施例4:如图4所示,本发明提供了一种自动喷粉方法,用于自动喷粉系统,包括:
67.接收当前工件颜色以及工件大小;
68.根据所述当前工件颜色切换色粉颜色;
69.根据工件大小确定所需喷涂量;
70.确定所需色粉颜色剩余量,并所需色粉颜色剩余量是否超过所需喷涂量,若未超过,则补充所需色粉;
71.若超过,接收当前工件的位置信息;
72.确定当前工件的位置是否处于目标喷涂区域,若不处于目标喷涂区域,则输送组件移动当前工件的位置,直至处于目标喷涂区域;
73.确定当前工件与下一件工件之间的距离是否超过第一预设值,若超过第一预设值,则通过旋转头旋转当前工件,使喷枪进行喷涂,若小于预设值,则调整下一件工件的位置,使当前工件与下一件工件之间的距离超过第一预设值;
74.确定喷枪喷涂速度;
75.根据所需喷涂量和喷涂速度确定当前工件旋转时间;
76.在到达工件旋转时间后,当前工件停止旋转,该输送组件输送当前工件运动,直至离开喷涂室。
77.实施例5:如图5所示,本发明提供了一种自动喷粉方法,用于自动喷粉系统,包括:
78.接收当前工件颜色以及工件大小;
79.根据所述当前工件颜色切换色粉颜色;
80.根据工件大小确定所需喷涂量;
81.确定所需色粉颜色剩余量,并所需色粉颜色剩余量是否超过所需喷涂量,若未超过,则补充所需色粉;
82.若超过,接收当前工件的位置信息;
83.确定当前工件的位置是否处于目标喷涂区域,若不处于目标喷涂区域,则输送组件移动当前工件的位置,直至处于目标喷涂区域;
84.确定当前工件与下一件工件之间的距离是否超过第一预设值,若超过第一预设值,则通过旋转头旋转当前工件,使喷枪进行喷涂,若小于预设值,则调整下一件工件的位置,使当前工件与下一件工件之间的距离超过第一预设值;
85.确定喷枪喷涂速度;
86.根据所需喷涂量和喷涂速度确定当前工件旋转时间;
87.在到达工件旋转时间后,当前工件停止旋转,该输送组件输送当前工件运动。
88.当前工件喷涂完成后,确定下一件工件的颜色是否与当前工件喷涂颜色一致,若不一致,则对喷枪与电动球阀之间的喷粉通道进行残粉清理,清理后切换色粉颜色;
89.其中,喷粉通道发热残粉清理过程为:控制装置控制电动球阀关闭,开启加压装置,通过加压吹残粉口向喷粉通道加压,使电动球阀与喷枪之间的喷粉通道的残粉吹进残粉回收粉房。
90.另外,本发明还包括当预设数量的工件喷涂完成后,且离开喷涂室后,控制装置控制驱动装置驱动传动链条带动清扫架在喷涂室内传动,进行残粉清扫,回收,以免堆积过多。
91.如图6所示,本发明还提供了一种自动喷粉系统,所述喷粉机构和清扫结构,所述喷粉机构包括喷枪、供粉机构、喷涂室、输送组件和导轨;所述导轨设置在喷涂室1的顶壁上和底壁上;
92.所述清扫机构包括链条式传动机构;所述链条式传动机构包括滑轮、清扫架2、传动链条和驱动装置,所述滑轮固定在清扫架的上侧,所述传动链条固定在清扫架的下侧,所述清扫架上设置有若干个吹粉孔,所述传动链条3安装在喷涂室的底壁的导轨上,所述驱动电机驱动传动链条带动清扫架在喷涂室的底壁的导轨上滑动,并使清扫架带动滑轮在喷涂室顶壁的导轨上滑动;在喷涂室的底壁的导轨上安装的传动链条3上设置有清扫棒4,所述传动链条带动清扫棒4收集残粉。
93.所述喷涂室1包括左侧壁、右侧壁和顶壁;所述顶壁上开设有通道5,所述左侧壁和右侧壁上设置有若干个喷枪,所述输送组件用于输送待喷涂工件在通道5上运动;
94.所述供粉机构包括粉罐和粉料通道,所述粉料通道的入口端与所述粉罐连接,所述粉料通道的出口端与所述喷枪连接;所述喷枪将粉罐内的粉末喷涂至待喷涂工件上。
95.作为优选实施方式,所述粉罐分为第一粉罐、第二粉罐、第三粉罐和第四粉罐,其中第一粉罐、第二粉罐、第三粉罐和第四粉罐中的色粉可为不同的颜色。所述粉料通道分为第一粉料通道、第二粉料通道、第三粉料通道和第四粉料通道;所述第一粉罐、第二粉罐、第三粉罐和第四粉罐分别与第一粉料通道、第二粉料通道、第三粉料通道和第四粉料通道的入口端连接,所述第一粉料通道、第二粉料通道、第三粉料通道和第四粉料通道的出口端上设置有电动球阀,所述喷枪上连通喷粉通道,所述喷粉通道与所述电动球阀连接,所述电动球阀切换使喷粉通道可选择性地与所述第一粉料通道、第二粉料通道、第三粉料通道和第四粉料通道连接。
96.作为优选实施方式,本发明提供的自动喷粉系统还包括控制装置、残粉清除通道、残粉回收粉房和加压装置,所述控制装置与所述电动球阀连接;
97.所述残粉清除通道与所述喷粉通道连接,所述残粉清除通道上设置有加压吹残粉口,所述加压装置通过加压吹残粉口向喷粉通道加压,使电动球阀与喷枪之间的喷粉通道
的残粉吹进残粉回收粉房。
98.作为优选实施方式,本发明提供的自动喷粉系统还包括影像自动识别系统,所述喷粉室的入口处安装有影像自动识别系统,所述影像自动识别系统用于识别待喷涂工件颜色和识别工件大小,然后发送信号至控制装置,控制装置控制电动球阀开关切换进行相应的色粉调整;
99.作为优选实施方式,本发明提供的自动喷粉系统还包括距离传感器,所述距离传感器安装在所述待喷涂工件上,用于检测其位置信息。
100.作为优选实施方式,本发明提供的自动喷粉系统所述输送组件包括挂钩、旋转头、驱动装置和传动轴,所述挂钩上设置有旋转头,所述传动轴上固定有挂钩,所述挂钩上安装有待喷涂工件,所述驱动装置驱动旋转头旋转,旋转头带动挂钩上的待喷涂工件旋转,所述旋转头上设置有计时器,所述计时器用于计时。
101.色粉切换:喷粉流水线工件切换时ccd影像系统自动识别工件颜色,然后发送信号给供粉中心,供粉中心进行电动球阀开关切换进行色粉调整,色粉切换完毕。
102.自动清扫:ccd影像系统自动识别色粉需要更换时发送信号给plc控制装置,plc控制控制装置倒计时开始,根据清扫时间设定,待前几种工件完全出粉房后自动设备启动进行清扫,自动清扫设备增加一键式手动启动系统,上午下午中休时间各启动一次,以免长时间余粉堆积过多。
103.清扫架采用链条式传动,清扫架运动采用plc控制,为了安全,驱动电机外置,整体设备在喷涂室内无带电部品,
104.电动球阀与粉枪之间有残粉清理方式预设两种方案(1)人工连续喷粉3次清除残粉(2)plc控制,色粉切换前关闭所有电动球阀,吹粉加压电动开关,残粉回收开关打开,把残粉加压的方式吹进粉房。
105.所属领域的普通技术人员应当理解:以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1