一种破碎机及应用该破碎机的工件制备方法与流程
1.本技术涉及物料破碎的领域,尤其是涉及一种破碎机及应用该破碎机的工件制备方法。
背景技术:
2.金属粉末注塑成型(mim)是一种将粘结剂和金属粉末混合得到的增塑混合料注射到特定模具的一种成型加工方法,是粉末冶金与聚合物注塑成型相结合发展起来的一种新型成型技术。
3.在粘结剂与金属粉末混合得到增塑混合料后,需要对增塑混合料进行破碎从而完成造粒。目前对增塑混合料造粒的方法通常是将增塑混合料放入破碎机内,通过破碎机内的破碎机构对增塑混合料进行破碎。根据破碎机对增塑混合料破碎的时间不同,造粒形成的增塑混合料颗粒大小不同。
4.针对上述中的相关技术,工作人员不易控制破碎机形成所需大小的增塑混合料颗粒。
技术实现要素:
5.为了便于控制破碎机形成所需大小的增塑混合料颗粒,本技术提供一种破碎机及应用该破碎机的工件制备方法。
6.第一方面,本技术提供的一种破碎机采用如下的技术方案:一种破碎机,包括机本体,机本体的下端固定连接有出料管件,机本体包括内部设置有破碎机构的破碎腔和位于破碎腔下方的控制腔,控制腔的每个侧壁上均滑动连接有一筛网板,不同筛网板上的孔径大小不一,每个筛网板上均连接有拉动筛网板向靠近出料管件的方向运动并将出料管件封堵的控制组件。
7.通过采用上述技术方案,增塑混合料进入机体后,通过破碎机构对增塑混合料进行破碎,同时选取孔径大小合适的筛网板,并通过控制组件向靠近出料管件的方向拉动该筛网板,直至该筛网板将出料管件封堵,当机本体内得增塑混合料被破碎至颗粒大小不大于筛网板上的孔径后,增塑混合料颗粒可穿过筛网板并沿出料管件完成下料;根据需求选取不同孔径的筛网板封堵出料管件,便于控制破碎机形成所需大小的增塑混合料颗粒随后完成下料。
8.优选的,所述机本体靠近出料管件的底壁上开设有多个滑动槽,每个筛网板均与相应的一滑动槽滑动连接,每个筛网板与相应滑动槽的底壁之间固定连接有控制弹簧,筛网板靠近控制弹簧的一端固定连接有拉动绳,拉动绳远离控制弹簧的一端伸出滑动槽。
9.通过采用上述技术方案,向远离机本体的方向拉动其中一筛网板上连接的拉动绳,拉动绳带动筛网板沿滑动槽向靠近固定管的方向运动,直至筛网板抵触出料管件的一侧壁,此时出料管件被筛网板封堵,操作简单便捷。
10.优选的,所述出料管件包括与机本体固定连接的固定管,还包括与固定管滑动套
接的调节管,调节管朝远离机本体的方向滑动。
11.通过采用上述技术方案,下料时,向远离机本体的方向拉动调节管,如此出料管件被拉长,减小出料管件下料时产生飞溅的情况发生。
12.优选的,每个所述拉动绳远离筛网板的一端均与固定管的内壁固定连接,所述调节管套接在固定管的外侧,调节管远离机本体的一端铰接有多个挂钩,每个挂钩均与相应的一拉动绳挂接。
13.通过采用上述技术方案,当需要其中一筛网板将出料管件封堵时,将其中一挂钩与相应筛网板上的拉动绳挂接,如此向远离机本体的方向拉动调节管时,调节管通过挂钩、拉动绳拉动相应的筛网板运动,从而使得筛网板将出料管件封堵,如此在无需其他驱动力拉动筛网板运动,较为节省资源。
14.优选的,所述调节管的一内侧壁开设有安装槽,安装槽内滑动连接有锁定块,锁定块与安装槽的底壁之间设有连接弹簧,连接弹簧的一端与锁定块固定连接,另一端与安装槽的底壁固定连接,所述固定管的外侧壁开设有插接槽,调节管通过挂钩、拉动绳拉动其中一筛网板将出料管件封堵时,锁定块靠近插接槽的一面为弧形面且锁定块靠近插接槽的一端与插接槽插接。
15.通过采用上述技术方案,向远离机本体的方向拉动调节管,直至锁定块对准插接槽时,锁定块在连接弹簧的作用力下与插接槽插接,此时调节管与固定管之间被锁定;且此时筛网板刚好在调节管的带动下出料管件封堵,使得筛网板将调节管道封堵的状态较为稳定。
16.优选的,所述调节管的每个内侧壁均设有安装槽,所述固定管的每个外侧壁均设有插接槽,每个安装槽内的锁定块均与相应的插接槽插接,每个所述筛分板靠近固定管的一端均固定连接有一磁铁条,所述锁定块为磁铁材质的锁定块,筛分板将出料管件封堵时,位于固定管内的磁铁条与相应的一锁定块相互吸附从而将固定管的一侧壁夹紧。
17.通过采用上述技术方案,当筛网板进入固定管内并将固定管封堵时,该筛网板上的磁铁条与靠近该磁铁条的锁定块相互吸附,并将固定管的一侧壁夹紧,加固了锁定块与插接槽的连接,进而加固了调节管与固定管之间的连接,同时也加固了筛网板封堵出料管件的状态。
18.优选的,所述出料管件远离机本体的一端固定连接有朝筛分板的方向吹风的吹风管。
19.通过采用上述技术方案,通过向筛分板吹风,可以将靠近筛分板的增塑混合料向靠近破碎机构的方向吹送,便于机本体内的增塑混合料破碎的较为均匀。
20.第二方面,本技术提供的一种应用该破碎机的工件制备方法采用如下的技术方案:一种应用该破碎机的工件制备方法,包括如下步骤:s1、将粉末和粘结剂混合形成增塑混合料;s2、将增塑混合料放入机本体内,随后在破碎机内进行破碎;s3、根据需求选择合适孔径的筛网板,将靠近该筛网板的挂钩与该筛网板上的拉动绳挂接,随后向下拉动调节管,直至每个锁定块均与相应的插接槽插接,此时该筛网板抵触固定管相应的一内侧壁,从而将出料管件封堵,破碎机将增塑混合料破碎至颗粒不大于
筛网板上的孔径后,增塑混合料颗粒沿出料管件完成下料;s4、将增塑混合料颗粒通过注射机熔融并注射成形至相应的工件;s5、将工件运送至脱脂炉内进行脱脂;s6、将脱脂后的工件运送至烧结炉内进行烧结。
21.通过采用上述技术方案,便于根据需求造粒形成颗粒大小不同的增塑混合料颗粒,且工件制作的合格率较高。
22.综上所述,本技术包括以下至少一种有益技术效果:1.根据需求选取孔径不同的筛网板封堵出料管件,便于控制破碎机形成所需大小的增塑混合料颗粒随后完成下料;2.出料管件伸长的过程中即可带动其中一筛网板运动,无需其他驱动力拉动筛网板运动,较为节省资源;3.工件制作的合格率较高。
附图说明
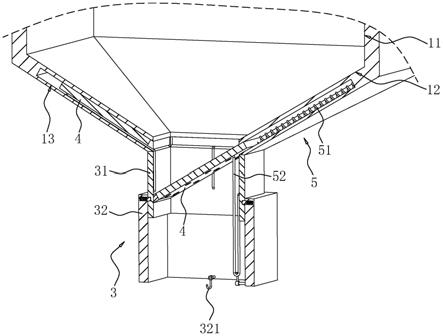
23.图1是本技术实施例体现破碎机的整体结构示意图。
24.图2是本技术实施例体现控制组件的结构示意图。
25.图3是本技术实施例体现锁定组件的结构示意图。
26.附图标记说明:1、机本体;11、破碎腔;12、控制腔;13、滑动槽;2、进料斗;3、出料管件;31、固定管;311、插接槽;32、调节管;321、挂钩;322、安装槽;4、筛网板;5、控制组件;51、控制弹簧;52、拉动绳;6、锁定组件;61、锁定块;62、连接弹簧;7、磁铁条。
具体实施方式
27.以下结合附图1-3对本技术作进一步详细说明。
28.本技术实施例公开一种破碎机。参照图1和图2,破碎机包括机本体1,机本体1的上端固定连接有进料斗2,机本体1的下端固定连接有出料管件3,出料管件3上安装有开关阀。机本体1包括上下设置的破碎腔11和控制不同大小颗粒下料的控制腔12,破碎腔11内设有用于破碎增塑混合料的破碎机构。
29.控制腔12为漏斗形,控制腔12的下端与出料管件3连通。控制腔12的每个侧壁均滑动连接有一筛网板4,不同筛网板4上开设的孔径大小不同。每个筛网板4上均连接有控制筛网板4向靠近出料管件3的方向运动,从而将出料管件3封堵的控制组件5。
30.增塑混合料从进料斗2进入机本体1内,随后在破碎腔11内进行破碎,同时根据造粒大小的需求,选择孔径合适的筛网板4并通过控制组件5控制该筛网板4向靠近出料管件3的方向运动,直至筛网板4将出料管件3封堵。随后打开开关阀,当机本体1内的增塑混合料被破碎至可以穿过筛网板4时,增塑混合料穿过筛网板4并沿出料管件3脱离机本体1,如此即完成了增塑混合料的破碎,且便于控制破碎机将增塑混合料破碎成所需要的颗粒大小进而下料。
31.机本体1靠近出料管的一圈底壁开设有四个滑动槽13,每个滑动槽13均延伸至相应的侧壁内部,每个筛网板4均与相应的滑动槽13滑动插接。
32.控制组件5包括设置在滑动槽13内的控制弹簧51,控制弹簧51的一端与滑动槽13
远离出料管件3的一腔壁固定连接,另一端与筛网板4远离出料管件3的一端固定连接。筛网板4靠近控制弹簧51的一端固定连接有一拉动绳52,拉动绳52的另一端从滑动槽13的开口处脱离滑动槽13。
33.当需要其中一筛网板4封堵出料管件3时,拉动相应筛网板4上连接的拉动绳52,如此拉动绳52可带动筛网板4逐渐向靠近出料管件3的方向滑动。在此过程中,筛网板4逐渐向脱离滑动槽13的方向运动,控制弹簧51逐渐被拉伸。
34.参照图2和图3,出料管件3包括与机本体1固定连接的固定管31,还包括套接在固定管31外侧的调节管32,调节管32与固定管31滑动连接,调节管32上连接有将固定管31与调节管32之间锁定的锁定组件6。调节管32的每个内侧壁上均铰接有一挂钩321,挂钩321位于调节管32的下端,每个拉动绳52远离筛网板4的一端均与固定管31相应的内侧壁固定连接。
35.当需要移动其中一筛网板4时,将相应的挂钩321与该筛网板4上连接的拉动绳52挂接,随后向远离固定管31的方向拉动调节管32。调节管32运动时通过挂钩321、拉动绳52拉动相应的筛网板4运动,直至该筛网板4抵触固定管31相应的内侧壁,随后通过锁定组件6将固定管31与调节管32之间锁定。如此筛网板4便于所需颗粒大小的增塑混合料下料,且出料管件3伸长减小了出料管件3下料时出现飞溅的情况发生。
36.当下料完成后,调节锁定组件6使得固定管31与调节管32之间可发生相对移动,随后松开调节管32。筛网板4在相应控制弹簧51的作用力下逐渐向滑动槽13内部滑动,与此同时,筛网板4通过拉动绳52、挂钩321拉动调节管32逐渐上升,如此调节管32可完成复位。
37.调节管32的每个内侧壁均开设有一安装槽322,锁定组件6包括滑动连接在每个安装槽322内的锁定块61,每个锁定块61与相应的安装槽322底壁之间均设有一连接弹簧62。连接弹簧62的一端与锁定块61固定连接,另一端与安装槽322的底壁固定连接,锁定块61远离连接弹簧62的一表面为弧形面。当锁定块61完全置于安装槽322内时,连接弹簧62呈压缩状态。
38.固定管31的每个外侧壁均开设有一插接槽311,当调节管32向下滑动直至锁定块61对准插接槽311时,锁定块61在连接弹簧62的作用力下向靠近插接槽311的方向运动,直至锁定块61与插接槽311插接。此时调节管32与固定管31之间被锁定,其中一筛网板4抵触固定管31的一内侧壁。
39.当下料完成后,向上推动调节管32,此时插接槽311的侧壁给予锁定块61弧形面一定的作用力,锁定块61逐渐缩回至安装槽322内。当锁定块61完全锁定安装槽322内时,松开调节管32,调节管32即可在控制弹簧51的作用力下自动完成复位。
40.每个筛网板4靠近出料管件3的一端均固定连接有一磁铁条7,每个锁定块61也均为磁铁材质制成。如此当锁定块61与锁定槽插接时,将出料管件3封堵的一筛网板4上的磁铁条7与靠近该磁铁条7的锁定块61相互吸附。加固了锁定块61与插接槽311的插接,使锁定块61不易轻易脱离插接槽311,同时加固了筛网板4与固定管31的连接。
41.调节管32远离机本体1的一端固定连接有朝固定管31内部的方向设置的吹风管,吹风管远离调节管32的一端固定连接有吹风机。启动吹风机,吹风机可沿吹风管向筛分板的方向吹风,如此便于靠近筛分板的增塑混合料向破碎腔11的方向进行翻滚,如此便于对机本体1内的增塑混合料进行较为充分的破碎。
42.本技术实施例还公开了一种应用该破碎机的工件制备方法,包括如下步骤:s1、将粉末和粘结剂混合形成增塑混合料。
43.s2、将增塑混合料从进料斗2放入机本体1内,随后在破碎机内进行破碎。
44.s3、根据需求选择合适孔径的筛网板4,将靠近该筛网板4的挂钩321与该筛网板4上的拉动绳52挂接,随后向下拉动调节管32,直至每个锁定块61均与相应的插接槽311插接,此时该筛网板4抵触固定管31相应的一内侧壁,从而将出料管件3封堵,如此破碎机将增塑混合料破碎至颗粒大小可穿过筛网板4后,打开开关阀,增塑混合料颗粒可沿出料管件3完成下料。
45.s4、将增塑混合料颗粒通过注射机熔融并注射成形至相应的工件。
46.s5、将工件运送至脱脂炉内进行脱脂:硬质合金生坯的脱脂,在脱脂过程中,若脱脂炉升温的速度过快,将会造成硬质合金零件的裂纹缺陷,可以采用逐级升温的方法来进行脱脂以克服上述缺陷。
47.s6、将脱脂后的工件运送至烧结炉内进行烧结。
48.s7、烧结后的工件经过、喷砂机、平面磨床、冷冻修边机、自动攻牙机等后续处理即可成型产品。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1