一种天窗辅助安装装置的制作方法
1.本实用新型涉及辅助安装装置,特别是涉及天窗辅助安装装置。
背景技术:
2.现有的天窗尺寸越来越大,玻璃数量越来越多。在天窗的产品制造过程中,对于两片玻璃之间的面差要求,越来越严苛,以满足较好的外观。现有多片覆盖件的天窗需要涂胶,并压合至铁框中,前覆盖件与后覆盖件一前一后匹配连接在一起,需要两者上表面的面差控制在很小的公差范围内,如果将前覆盖件和后覆盖件分别进行安装、涂胶、压合,会存在以下缺点:1.压合后的天窗台阶匹配很难达到理想状态。2.分别安装前覆盖件与后覆盖件涂胶压合导致产线节拍时间很长,影响效率。
技术实现要素:
3.针对现有技术的不足,本实用新型要解决的技术问题是天窗第一覆盖件和第二覆盖件的不能同时抓取及天窗第一覆盖件和第二覆盖件相邻边缘面差不能匹配。
4.为实现上述目的,本实用新型提供了一种天窗辅助安装装置,包括:
5.基板、测量部件、固定部件、调整部件和控制装置;所述测量部件固定于所述基板;所述固定部件一端固定于所述基板,所述固定部件另一端与天窗部件活动连接;所述调整部件固定于所述基板,所述调整部件一端与所述天窗部件活动连接;所述测量部件和所述调整部件电连接于所述控制装置。
6.优选地,所述天窗部件包括第一覆盖件和第二覆盖件,所述第一覆盖件位于所述基板下方,所述第一覆盖件与所述固定部件活动连接;所述第二覆盖件位于所述基板下方,所述第二覆盖件一端与所述固定部件活动连接,所述第二覆盖件另一端与所述调整部件活动连接。
7.优选地,所述固定部件包括固定吸盘和固定杆,所述固定杆一端固定在所述基板的下面,所述固定杆另一端固定所述固定吸盘,所述固定吸盘与所述天窗部件活动连接。
8.优选地,所述固定部件至少有六个;在所述基板第一端左右两侧下方各设置至少一个所述固定部件,用于抓取所述第二覆盖件;在所述基板第二端左右两侧下方各设置至少一个所述固定部件,在所述基板第三端左右两侧下方各设置至少一个所述固定部件,用于抓取所述第一覆盖件。
9.优选地,位于所述基板第三端下方所有所述固定杆的长度介于位于所述基板第一端下方所有所述固定杆的长度和位于所述基板第二端下方所有所述固定杆的长度之间。
10.优选地,所述测量部件包括至少两个位移传感器和一个传感器固定底座,所述位移传感器固定于传感器固定底座,所述传感器固定底座固定于所述基板;所述测量部件中至少有一个所述位移传感器与所述第一覆盖件表面接触,所述测量部件中至少有一个所述位移传感器与所述第二覆盖件表面接触;所述测量部件在所述基板第三端左侧、所述基板第三端中侧、所述基板第三端右侧位置各设置至少一个。
11.优选地,所述位移传感器为ldvt位移感应器。
12.优选地,所述调整部件包括驱动部件、吸盘支撑杆、调整吸盘、支撑杆固定底座和驱动部件固定底座;所述驱动部件用所述驱动部件固定底座固定于所述基板;所述吸盘支撑杆一端固定所述调整吸盘,所述吸盘支撑杆另一端固定于支撑杆固定底座,所述支撑杆固定底座固定于所述驱动部件,所述调整吸盘与所述第二覆盖件活动连接;所述驱动部件电连接所述控制装置。
13.优选地,所述调整部件至少有两个,所述调整部件在所述基板第三端左侧、所述基板第三端右方向各设置至少一个。
14.优选地,所述控制装置为plc。
15.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型较佳的实施例并配合附图对本实用新型进行详细说明。
附图说明
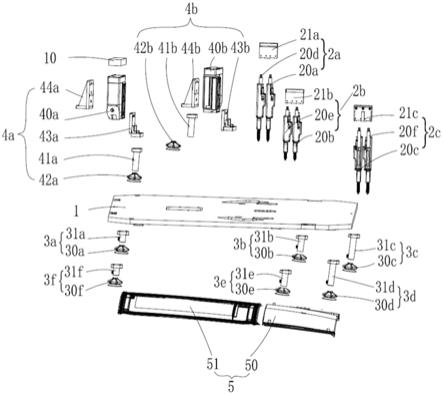
16.图1是本实用新型实施例中,一种天窗辅助安装装置爆炸图;
17.图2是本实用新型实施例中,一种天窗辅助安装装置侧视图;
18.图3是本实用新型实施例中,一种天窗辅助安装装置底视图;
19.图4是本实用新型实施例中,一种天窗辅助安装装置顶视图;
20.图5是本实用新型实施例中,一种天窗辅助安装装置立体图;
21.图6是本实用新型实施例中,一种天窗辅助安装装置基板俯视图;
22.图7是本实用新型实施例中,一种天窗辅助安装装置安装完成俯视图;
23.图8是本实用新型实施例中,一种天窗辅助安装装置安装效果爆炸图;
24.图9是本实用新型实施例中,图3的a向剖视图;
25.图10是本实用新型实施例中,一种天窗辅助安装装置测距简化示意图;
26.图11是本实用新型实施例中,图4的b向剖视图。
27.其中,附图标记:
28.1基板
29.2a测量部件
30.2b测量部件
31.2c测量部件
32.20a位移传感器
33.20b位移传感器
34.20c位移传感器
35.20d位移传感器
36.20e位移传感器
37.20f位移传感器
38.21a传感器固定底座
39.21b传感器固定底座
40.21c传感器固定底座
41.3a固定部件
42.3b固定部件
43.3c固定部件
44.3d固定部件
45.3e固定部件
46.3f固定部件
47.30a固定吸盘
48.30b固定吸盘
49.30c固定吸盘
50.30d固定吸盘
51.30e固定吸盘
52.30f固定吸盘
53.31a固定杆
54.31b固定杆
55.31c固定杆
56.31d固定杆
57.31e固定杆
58.31f固定杆
59.4a调整部件
60.4b调整部件
61.40a驱动部件
62.40b驱动部件
63.41a吸盘支撑杆
64.41b吸盘支撑杆
65.42a调整吸盘
66.42b调整吸盘
67.43a支撑杆固定底座
68.43b支撑杆固定底座
69.44a驱动部件固定底座
70.44b驱动部件固定底座
71.5天窗部件
72.50第一覆盖件
73.500第一覆盖件侧边
74.501第一覆盖件邻接端
75.51第二覆盖件
76.510第二覆盖件侧边
77.511第二覆盖件邻接端
78.7基板第一端
79.701基板第一端左侧
80.702 基板第一端右侧
81.8 基板第二端
82.801 基板第二端左侧
83.802 基板第二端右侧
84.9 基板第三端
85.901 基板第三端左侧
86.902 基板第三端中侧
87.903 基板第三端右侧
88.10 控制装置
89.11a 调整部件通孔
90.11b 调整部件通孔
91.12a 测量部件通孔
92.12b 测量部件通孔
93.12c 测量部件通孔
94.13 汽车铁框
95.130 汽车铁框侧边
96.d1 第二覆盖件上表面到基板下表面的距离
97.d2 第二覆盖件上表面到基板下表面的距离
98.d3 第二覆盖件上表面到基板下表面的距离
99.d4 第一覆盖件上表面到基板下表面的距离
100.d5 第一覆盖件上表面到基板下表面的距离
101.d6 第一覆盖件上表面到基板下表面的距离
具体实施方式
102.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所公开的内容轻易地了解本实用新型的其他优点及功效。
103.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以互相组合。下面将参考附图并结合实施例来详细说明本实用新型。为了使本技术领域的人员更好地理解本实用新型方案,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分的实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
104.需要说明的是,本实用新型的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其他步骤或单元。
105.需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也
可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
106.如图1和图2所示,是本实用新型实施例,可选的,包括基板1、测量部件2a、测量部件2b、测量部件2c、固定部件3a、固定部件3b、固定部件3c、固定部件3d、固定部件3e、固定部件3f、调整部件4a、调整部件4b、控制装置10,测量部件2a、测量部件2b、测量部件2c、固定部件3a、固定部件3b、固定部件3c、固定部件3d、固定部件3e、固定部件3f、调整部件4a以及调整部件4b固定于基板1;测量部件2a、测量部件2b以及测量部件2c一端位于基板1之上,测量部件2a、测量部件2b以及测量部件2c另一端与天窗部件5抵接。固定部件3a、固定部件3b、固定部件3c、固定部件3d、固定部件3e以及固定部件3f位于天窗部件5和基板1之间,固定部件3a、固定部件3b、固定部件3c、固定部件3d、固定部件3e以及固定部件3f一端固定于基板1,固定部件3a、固定部件3b、固定部件3c、固定部件3d、固定部件3e以及固定部件3f另一端与天窗部件5活动连接。调整部件4a和调整部件4b一端位于基板1之上,调整部件4a和调整部件4b另一端与天窗部件5活动连接。测量部件2a、测量部件2b、测量部件2c、调整部件4a和调整部件4b电连接于控制装置10。
107.如图1所示,天窗部件5包括第一覆盖件50和第二覆盖件51,第一覆盖件50用固定部件3b、固定部件3c、固定部件3d以及固定部件3e活动连接于基板1下方,第二覆盖件51一端用固定部件3a、固定部件3f活动连接于基板1下方,第二覆盖件51另一端与调整部件4a和调整部件4b活动连接在基板1下方。图10为省略了固定部件3b、固定部件3c、固定部件3d、固定部件3e、固定部件3f和调整部件4a的侧视图,如图10所示,在第一覆盖件50和第二覆盖件51相邻端预定的位置设置了测量部件2a、测量部件2b、测量部件2c和调整部件4b。测量部件2a可以测量第一覆盖件50上表面相对于基板1下表面的距离d4和第二覆盖件51上表面相对于基板1下表面的距离d1,并传给控制装置10,由控制装置10计算d1与d4的差值,如d1减去d4差值大于预定差值,则不合格,如d1减去d4后差值小于预定差值,则合格。测量部件2b可以测量第一覆盖件50上表面相对于基板1下表面的距离d5和第二覆盖件51上表面相对于基板1下表面的距离d2,并传给控制装置10,由控制装置10计算d2与d5的差值,如d2减去d5差值大于预定差值,则不合格,如d2减去d5后差值小于预定差值,则合格。测量部件2c可以测量第一覆盖件50上表面相对于基板1下表面的距离d6和第二覆盖件51上表面相对于基板1下表面的距离d3,并传给控制装置10,由控制装置10计算d3与d6的差值,如d3减去d6差值大于预定差值,则不合格,如d3减去d6后差值小于预定差值,则合格。当不合格时,控制装置10控制调整部件4a、调整部件4b升高或降低第二覆盖件51相对于第一覆盖件50的位置,以让d1
‑
d4,d2
‑
d5以及d3
‑
d6达规定要求。因此本实施例达到了在天窗部件5涂胶安装前,一次性地将第一覆盖件50和第二覆盖件51同时抓取并同步调整第一覆盖件50和第二覆盖件5上表面的距离差值到合格范围,提高了天窗安装产线的效率,加快了天窗安装产线生产节拍,同时解决了天窗部件5涂胶前第一覆盖件50和第二覆盖件51上表面的距离值配比不良的问题。测量部件、调整部件和固定部件可以根据需要选择数量和位置,测量部件和调整部件的数量至少是一个。固定部件的数量至少两个,用至少一个固定第一覆盖件50,用至少一个固定第二覆盖件51。
108.如图2所示,基板第一端7为基板1上靠近第二覆盖件51上远离第一覆盖件50一端
的位置。基板第二端8为基板1上靠近第一覆盖件50上远离第二覆盖件一端的位置。基板第三端9为基板1上靠近第一覆盖件50上与第二覆盖件51相邻端的位置。基板1下表面为面向天窗部件5的那一面,基板1上表面为基板下面的对面。天窗部件5面向基板1的一面为天窗部件5上表面。从基板1上表面面向天窗部件5看时,基板1两个短边所在侧分别为基板左侧和基板右侧,所以701为基板第一端左侧,801为基板第二端左侧,901为基板第三端左侧,702为基板第一端右侧,802为基板第二端右侧,903为基板第三端右侧,902为基板第三端中侧。如图2,、图7、图8、图10以及图11所示,第一覆盖件50与第二覆盖件51相邻一端为第一覆盖件邻接端501,第二覆盖件51与第一覆盖件50相邻端为第二覆盖件邻接端511。
109.具体地,如图1所示,测量部件2a包括位移传感器20a、位移传感器20d和传感器固定底座21a。如图2所示,测量部件2a固定在基板第三端右侧903。图9为图3的a向剖视图,如图1和图9所示,传感器固定底座21a为l形,位移传感器20a和位移传感器20d用螺钉固定在l形传感器固定底座21a一个直角边上,l形传感器固定底座21a另一直角边用螺钉固定在测量部件通孔12a旁边的基板1上表面。如图3到图6所示,测量部件通孔12a位于基板第三端右侧903,用于位移传感器20a、位移传感器20d和传感器固定底座21a穿过,让位移传感器20a和位移传感器20d一部分在基板1之上,另一部分在基板1之下。如图10所示,位移传感器20a在基板1以下的一端与第二覆盖件51上表面接触,用于测量位移传感器20a与第二覆盖件邻接端511上表面接触点到基板1下表面的距离d1,位移传感器20d在基板1以下的一端与第一覆盖件50上表面接触,用于测量位移传感器20d与第一覆盖件邻接端501上表面接触点到基板1下表面的距离d4,控制装置10可以计算出距离d1和d4的差值,与预定的差值进行对比,大于预定差值则不合格,小于预定差值则合格。
110.具体地,如图1所示,测量部件2b包括位移传感器20b、位移传感器20e和传感器固定底座21b。测量部件2b固定在基板第三端中侧902。图9为图3的a向剖视图,如图1和图9所示,传感器固定底座21b为l形,位移传感器20b、位移传感器20e用螺钉固定在l形传感器固定底座21b一个直角边上,l形传感器固定底座21b另一直角边用螺钉固定在测量部件通孔12b旁边的基板1上表面。如图3到图6所示,测量部件通孔12b位于基板第三端中侧902,用于移传感器20b、位移传感器20e和传感器固定底座21b穿过,让位移传感器20b和位移传感器20e一部分在基板1之上,另一部分在基板1之下。如图10所示,位移传感器20b在基板1以下的一端与第二覆盖件51上表面接触,用于测量位移传感器20b与第二覆盖件邻接端511上表面接触点到基板1下表面的距离d2。位移传感器20e在基板1以下的一端与第一覆盖件50上表面接触,用于位移传感器20e测量与第一覆盖件邻接端501上表面接触点到基板1下表面的距离d5,控制装置10可以计算出距离d2和d5的差值,与预定的差值进行对比,大于预定差值则不合格,小于预定差值则合格。
111.具体地,如图1所示,测量部件2c包括位移传感器20c、位移传感器20f和传感器固定底座21c。测量部件2c固定在基板第三端左侧901。图9为图3的a向剖视图,如图1和图9所示,传感器固定底座21c为l形,位移传感器20c和位移传感器20f用螺钉固定在l形传感器固定底座21c一个直角边上,l形传感器固定底座21c另一直角边用螺钉固定在测量部件通孔12c旁边的基板1上表面。如图3到图6所示,测量部件通孔12c位于基板第三端左侧901,用于位移传感器20c、位移传感器20f和传感器固定底座21c穿过,让位移传感器20c和位移传感器20f一部分在基板1之上,另一部分在基板1之下。如图10所示,位移传感器20c在基板1以
下的那一端与第二覆盖件51上表面接触,用于测量位移传感器20c与第二覆盖件邻接端511上表面接触点到基板1下表面的距离d3。位移传感器20f在基板1以下的那一端与第一覆盖件50上表面接触,用于测量位移传感器20f与第一覆盖件邻接501上表面接触点到基板1下表面的距离d6。控制装置10可以计算出距离d3和d6的差值,与预定的差值进行对比,大于预定差值则不合格,小于预定差值则合格。
112.综上,控制装置10总共可以计算出d1
‑
d4,d2
‑
d5,d3
‑
d6三个差值,利用这三个差值来等效第二覆盖件邻接端511上表面相对于第一覆盖件邻接端501上表面的面差。采用三个差值来等效面差相对于一个差值而言,获得的面差更准确,同时也便于调整部件4a和调整部件4b进行动作,例如若只有d1
‑
d4的差值不合格,则只需要调整部件4a上升或者下降,调整部件4b则不用动作。
113.进一步,位移传感器20a、位移传感器20b、位移传感器20c、位移传感器20d、位移传感器20e以及位移传感器20f可以为ldvt(linear variable differential transformer,线性可变差动变压器)位移感应器。
114.优选地,如图1和图3所示,固定部件3a包括固定吸盘30a和固定杆31a,固定部件3a在基板第一端右侧702下方。固定吸盘30a通过压合抓取第二覆盖件51上表面。固定杆31a一端通过螺钉固定在基板第一端右侧702下表面,固定杆31a另一端通过螺纹固定固定吸盘30a。
115.优选地,如图1和图3所示,固定部件3b包括固定吸盘30b和固定杆31b,固定部件3b在基板第三端右侧903下方。固定吸盘30b通过压合抓取第一覆盖件50的上表面。固定杆31b一端通过螺钉固定在基板第三端右侧903下表面,固定杆31b另一端通过螺纹固定固定吸盘30b。
116.优选地,如图1和图3所示,固定部件3c包括固定吸盘30c和固定杆31c,固定部件3c在基板第二端右侧802下方。固定吸盘30c通过压合抓取第一覆盖件50的上表面。固定杆31c一端通过螺钉固定在基板第二端右侧802下表面,固定杆31c另一端通过螺纹固定固定吸盘30c。
117.优选地,如图1和图3所示,固定部件3d包括固定吸盘30d和固定杆31d,固定部件3d在基板第二端左侧801下方。固定吸盘30d通过压合抓取第一覆盖件50的上表面。固定杆31d一端通过螺钉固定在基板第二端左侧801,固定杆31d另一端通过螺纹固定固定吸盘30d。
118.优选地,如图1和图3所示,固定部件3e包括固定吸盘30e和固定杆31e,固定部件3e在基板第三端左侧901下方。固定吸盘30e通过压合抓取第一覆盖件50的上表面。固定杆31e一端通过螺钉固定在基板第三端左侧901下表面,固定杆31e另一端通过螺纹固定固定吸盘30e。
119.优选地,如图1和图3所示,固定部件3f包括固定吸盘30f和固定杆31f,固定部件3f在基板第一端左侧701下方。固定吸盘30f通过压合抓取第二覆盖件51上表面。固定杆31f一端通过螺钉固定在基板第一端左侧701下表面,固定杆31f另一端通过螺纹固定固定吸盘30f。固定部件数量越多,固定越稳固,优选地数量是6个。
120.如图1所示,固定杆31a和固定杆31f长度相同,固定杆31c和固定杆31d长度相同,固定杆31b和固定杆31e长度相同,固定杆31a的长度小于固定杆31b的长度,固定杆31b的长度小于固定杆31c的长度。图7是天窗部件5安装完成后的俯视图,图8是天窗部件5安装完成
后爆炸图,如图7和图8所示,抓取第一覆盖件50和第二覆盖件51后,第一覆盖件侧边500和第二覆盖件侧边510形状与汽车铁框侧边130形状重合,便于第一覆盖件50和第二覆盖件51一次性高精度地压合到汽车铁框13上,不用做过多地调整。
121.具体地,如图1所示,调整部件4a包括驱动部件40a、吸盘支撑杆41a、调整吸盘42a、支撑杆固定底座43a和驱动部件固定底座44a。调整部件4a位于基板第三端右侧903。图11为图4的b向剖视图,如图11所示,驱动部件40a用驱动部件固定底座44a固定于基板1,驱动部件固定底座44a呈l形,l形驱动部件固定底座44a两直角边用肋板加固,其中一个直角边用螺钉固定在基板1的上表面,另一个直角用螺钉固定在驱动部件40a上,从而将驱动部件40固定在基板1上。吸盘支撑杆41a一端固定调整吸盘42a,吸盘支撑杆41a另一端用螺钉固定于支撑杆固定底座43a上。支撑杆固定底座43a呈l形,l形支撑杆固定底座43a两直角边中一个直角边用螺钉固定吸盘支持杆41a,另一个直角边用螺钉固定在驱动部件40a的执行部上,当驱动部件40a收到控制装置10指令动作时,驱动部件40a的执行部会带动吸盘支撑杆41a和调整吸盘42a运动;如图3到图6及图11所示,在基板第三端右侧903设置有调整部件通孔11a,用于吸盘支撑杆41a和调整吸盘42a通过。调整吸盘42a通过压合吸附抓取第二覆盖件邻接端511上表面调整第二覆盖件51的位置;驱动部件40用电缆连接控制装置10。控制装置10计算出距离d1和距离d4的差值大于预定差值时,则控制装置10控制驱动部件40a带动支撑杆固定底座43a和调整吸盘42a上拉或者下压第二覆盖件邻接端511上表面,以让距离d1和距离d4的差值回归到预定差值范围内。
122.具体地,如图1所示,调整部件4b,包括驱动部件40b、吸盘支撑杆41b、调整吸盘42b、支撑杆固定底座43b和驱动部件固定底座44b。调整部件4b位于基板第三端左侧901,调整部件4b的构成和调整部件4a完全一样。如图5所示,驱动部件40b用驱动部件固定底座44b固定于基板1上,驱动部件固定底座44b呈l形,l形驱动部件固定底座44b两直角边用肋板加固,其中一个直角边用螺钉固定在基板1的上表面,另一个直角边用螺钉固定在驱动部件40b上,从而将驱动部件40固定在基板1上。吸盘支撑杆41b一端固定调整吸盘42b,吸盘支撑杆41b另一端用螺钉固定于支撑杆固定底座43b上。支撑杆固定底座43b呈l形,l形支撑杆固定底座43b两直角边中一个直角边用螺钉固定吸盘支持杆41b,另一个直角边用螺钉固定在驱动部件40b的执行部上,当驱动部件40b收到控制装置10指令动作时,驱动部件40b的执行部会带动吸盘支撑杆41b和调整吸盘42b运动;在基板第三端左侧901设置有调整部件通孔11b,用于吸盘支撑杆41b和调整吸盘42b通过。调整吸盘42b通过压合吸附抓取第二覆盖件邻接端511上表面调整第二覆盖件51的位置;驱动部件40b用电缆连接控制装置10。控制装置10计算出距离d3和距离d6的差值大于预定差值时,则控制装置10控制驱动部件40b带动支撑杆固定底座43b和调整吸盘42b上拉或者下压第二覆盖件邻接端511上表面,以让距离d3和距离d6的差值回归到预定差值范围内。
123.控制装置10计算出距离d2和距离d5的差值大于预定差值时,则控制装置10控制驱动部件40a带动支撑杆固定底座43a和调整吸盘42a,控制驱动部件40b带动支撑杆固定底座43b和调整吸盘42b同时上拉或者下压第二覆盖件邻接端511上表面,以让距离d2和距离d5的差值回归到预定差值范围内。调整部件4a和调整部件4b在基板第三端左右侧各设置一个,可以分别或者同时调整第二覆盖件邻接端511上表面。调整部件数量越多,调整越精确,优选的调整部件的数量为两个。
124.优选的,驱动部件40可以是气缸、电缸或者液压缸。进一步地,驱动部件40为电缸,选用电缸执行动作会比较精确和及时,方便控制。
125.进一步地,控制装置10可以放置在基板1上或者基板1外部的天窗部件5安装产线位置,通过电缆与测量部件2a、测量部件2b、测量部件2c、调整部件4a和调整部件4b分别连接。优选地,控制装置10为plc(programmable logic controller,可编程逻辑控制器),采用plc,编程简单,可以降低天窗辅助安装装置的控制成本。
126.优选地,基板1可以连接于机器手,以实现基板1多角度调整。
127.由于第一覆盖件邻接端501和第二覆盖件邻接端511通常通为柔性连接,当固定部件3a、固定部件3b、固定部件3c、固定部件3d、固定部件3e、固定部件3f、调整部件4a以及调整部件4b抓取第一覆盖件50和第二覆盖件51时,第一覆盖件邻接端501上表面和第二覆盖件邻接端511上表面会发生错位,导致第一覆盖件50和第二覆盖件51贴合在汽车铁框13时不良率升高。所以在基板第三端9设置了测量部件2a、测量部件2b、测量部件2c、调整部件4a和调整部件4b,当控制装置10计算距离差值d1和距离差值d4之间的差值、距离差值d2和距离差值d5之间的差值以及距离差值d3和距离差值d6之间的差值不符合预定值时,会控制调整部件4a和调整部件4b动作,提升或降低第二覆盖件邻接端511上表面,以减少距离差值d1和距离差值d4之间的差值、距离差值d2和距离差值d5之间的差值以及距离差值d3和距离差值d6之间的差值到合格范围。检测和调整过程反复进行直至距离差值d1和距离差值d4之间的差值、距离差值d2和距离差值d5之间的差值以及距离差值d3和距离差值d6之间的差值都合格。控制装置10依次计算d1
‑
d4、d2
‑
d5、d3
‑
d6,计算完成后依次控制调整部件4a和调整部件4b调整一次,使得d1
‑
d4、d2
‑
d5、d3
‑
d6达到合格。若上述过程进行了5次,所述距离值依然达不到合格,则天窗辅助安装装置会报警。这样在第一覆盖件50和第二覆盖件51涂胶前,第一覆盖件邻接端501上表面和第二覆盖件邻接端511上表距离值已经匹配合格。第一覆盖件邻接端501上表面和第二覆盖件邻接端511上表距离值匹配合格后,控制装置10会控制涂胶系统在第一覆盖件50和第二覆盖件51下表面进行涂胶。当天窗部件5被抓取安装到汽车铁框13进行贴合时,第一覆盖件50和第二覆盖件51下表面相邻端贴合不良率会大大降低,第一覆盖件50和第二覆盖件51安装完毕后,固定吸盘和调整吸盘会松开。
128.以上对本实用新型实施例所提供的一种天窗辅助安装装置进行了详细介绍,对于本领域的一般技术人员,依据本实用新型实施例的思想,在具体实施方式及应用范围上均会有所改变之处。综上所述,本说明书内容不应理解为对本实用新型的限制,凡依据本实用新型的精神与技术思想所做的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1