一种胶带自动化生产线的制作方法
1.本技术属于胶带制造技术领域,具体提供了一种胶带自动化生产线。
背景技术:
2.胶带已经广泛地应用到各个领域,如管道防腐胶带、警示胶带、封箱胶带等,这些产品给人们生活带来了极大的便利。
3.胶带由基材涂敷胶粘剂形成,基材多为塑料颗粒经捏合机捏合处理后,将捏合处理后的原料送入吹膜机进行吹膜处理,从而获得薄膜状的基材,基材经过涂布机的涂布处理后,基材表面附着有胶粘剂,而后经过分切机进行分切处理,从而将较宽的基材分切并卷绕成多个窄卷。由于生产误差的存在,基材的边缘并不平整,在分切机对基材进行分切时,分切机会将基材的边缘切割下来,切割下的胶带边角料由于边缘不完整,且宽度较窄,而难以加以利用,且由于胶带的特殊性,切割下的胶带边角料由于附着有胶粘剂而难以处理,且胶带边角料容易附着到厂房的其他位置,影响厂房的洁净程度。
技术实现要素:
4.为了解决胶带生产过程中产生的边角料的回收利用问题,本技术提供了一种胶带自动化生产线。
5.胶带自动化生产线包括涂布机、分切机、牵引吸附件和设有除胶空腔的除胶件,基材经涂布机的涂布处理后通过导向辊进入分切机进行分切;牵引吸附件能够牵引在分切机对基材分切过程中产生的附着有胶粘剂的基材边角料运动至除胶件的上方,而后牵引吸附件释放附着有胶粘剂的基材边角料,附着有胶粘剂的基材边角料能够落入除胶空腔,以进行除胶处理,以去除基材边角料上附着的胶粘剂。
6.在本技术的一种实施方式中,胶带自动化生产线还包括捏合机,在除胶空腔中进行过除胶处理的基材边角料能够进入捏合机以进行捏合;胶带自动化生产线还包括吹膜机,捏合机的出料口与吹膜机的进料口连通,吹膜机生产的物料能够在导向辊的作用下进入涂布机。
7.在本技术的一种实施方式中,胶带自动化生产线还包括清洗装置,清洗装置与除胶空腔连通,清洗装置能够对除胶空腔中的基材边角料进行清洗。
8.在本技术的一种实施方式中,胶带自动化生产线还包括烘干装置,经清洗装置清洗后的基材边角料能够进入烘干装置的烘干腔进行烘干处理,经过烘干处理的基材边角料能够进入捏合机。
9.在本技术的一种实施方式中,除胶空腔的内壁连接有滤网,滤网能够承接落入除胶空腔中的基材边角料。
10.在本技术的一种实施方式中,胶带自动化生产线还包括裁剪装置,裁剪装置中的第一剪切板与第二剪切板之间能够发生相对运动,以裁剪牵引吸附件牵引的基材边角料。
11.在本技术的一种实施方式中,胶带自动化生产线还包括第一导轨,牵引吸附件与
第一导轨连接并能够沿第一导轨运动,牵引吸附件能够由抓取位置运动至释放位置,而后沿第一导轨返回抓取位置;牵引吸附件位于抓取位置时,能够抓取分切机分切下的附着有胶粘剂的基材边角料;牵引吸附件位于释放位置时,牵引吸附件释放抓取的附着有胶粘剂的基材边角料,以使附着有胶粘剂的基材边角料落入除胶空腔。
12.在本技术的一种实施方式中,第一导轨为环状导轨,胶带自动化生产线设有多个牵引吸附件。
13.本领域技术人员能够理解的是,本技术前述的技术方案至少具有如下有益效果:
14.1、本技术通过设置的牵引吸附件,能够在生产过程中产生的附着有胶粘剂的基材边角料输送至除胶件的除胶空腔中,除胶空腔中可添加氧化锌和豆油调配成的制剂或者汽油等除胶剂,从而将基材边角料上的胶粘剂去除,避免基材边角料由于附着有胶粘剂,造成基材边角料难以进行处理的情况发生,基材边角料去除胶粘剂后更易整理。
15.2、本技术通过牵引吸附件能够在分切过程中对基材边角料进行牵引,从而在分切机不停机的情况下就可对附着有胶粘剂的基材边角料进行处理,从而加快了对基材边角料的处理效率。
16.3、通过在除胶空腔中进行过除胶处理的基材边角料能够进入捏合机以进行捏合;捏合机的出料口与吹膜机的进料口连通,吹膜机生产的物料能够在导向辊的作用下进入涂布机的方式,能够对除胶后的基材边角料进行回收再利用,从而减少浪费。
附图说明
17.下面参照附图来描述本技术的实施方式,附图中:
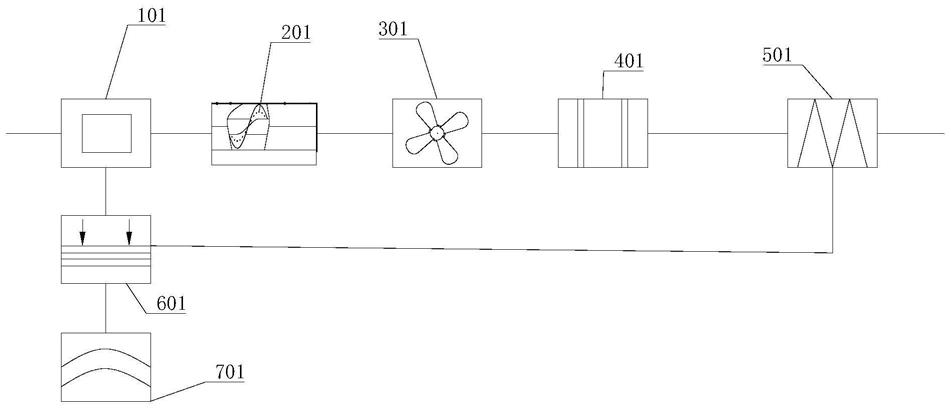
18.图1是本技术的一种示意性实施方式的流程示意图;
19.图2是第一导轨为环状导轨时的一种示意性实施方式的示意图。
20.附图标记说明:
21.101-烘干装置;
22.201-捏合机;
23.301-吹膜机;
24.401-涂布机;
25.501-分切机;
26.601-除胶件;
27.701-清洗装置;
28.801-牵引吸附件;802-第一导轨。
具体实施方式
29.为了对本技术的技术特征、目的和效果有更加清楚的理解,现对照附图说明本技术的具体实施方式,在各图中相同的标号表示结构相同或结构相似但功能相同的部件。
30.在本文中,“示意性”表示“充当实例、例子或说明”,不应将在本文中被描述为“示意性”的任何图示、实施方式解释为一种更优选的或更具优点的技术方案。
31.为使图面简洁,各图中只示意性地表示出了与本技术相关的部分,它们并不代表其作为产品的实际结构。另外,为使图面简洁便于理解,在有些图中具有相同结构或功能的
部件,仅示意性地绘示了其中的一个,或仅标出了其中的一个。
32.参见图1、图2。
33.胶带自动化生产线包括涂布机401、分切机501、牵引吸附件801和设有除胶空腔的除胶件601,基材经涂布机401的涂布处理后通过导向辊进入分切机501进行分切;牵引吸附件801能够牵引在分切机501对基材分切过程中产生的附着有胶粘剂的基材边角料运动至除胶件601的上方,而后牵引吸附件801释放附着有胶粘剂的基材边角料,附着有胶粘剂的基材边角料能够落入除胶空腔,以进行除胶处理,以去除基材边角料上附着的胶粘剂。
34.本技术通过设置的牵引吸附件801,能够在生产过程中产生的附着有胶粘剂的基材边角料输送至除胶件601的除胶空腔中,除胶空腔中可添加氧化锌和豆油调配成的制剂或者汽油等除胶剂,从而将基材边角料上的胶粘剂去除,避免基材边角料由于附着有胶粘剂造成的基材边角料难以进行处理的情况发生,基材边角料去除胶粘剂后更易整理。本技术通过牵引吸附件801能够在分切过程中对基材边角料进行牵引,从而在分切机501不停机的情况下就可对附着有胶粘剂的基材边角料进行处理,从而加快了对基材边角料的处理效率。
35.本技术所属技术领域的技术人员能够理解,本技术中的牵引吸附件801能够为真空吸盘,真空吸盘产生负压能够吸附基材边角料未覆胶的一面进行运动,当到达除胶件601上方时,真空吸盘产生的负压消失,从而附着有胶粘剂的基材边角料能够落入除胶空腔;牵引吸附件801还可为静电吸附电极,静电吸附电极产生电场从而通过静电感应吸附基材边角料,当到达除胶件601上方时,静电吸附电极产生的电场消失,从而附着有胶粘剂的基材边角料能够落入除胶空腔,当然,牵引吸附件801还可为其他装置,在此不再赘述。
36.在本技术的一种实施方式中,胶带自动化生产线还包括第一导轨802,牵引吸附件801与第一导轨802连接并能够沿第一导轨802运动,牵引吸附件801能够由抓取位置运动至释放位置,而后沿第一导轨802返回抓取位置;牵引吸附件801位于抓取位置时,能够抓取分切机501分切下的附着有胶粘剂的基材边角料;牵引吸附件801位于释放位置时,牵引吸附件801释放抓取的附着有胶粘剂的基材边角料,以使附着有胶粘剂的基材边角料落入除胶空腔。第一导轨802为环状导轨,胶带自动化生产线设有多个牵引吸附件801。
37.通过第一导轨802为环状导轨,胶带自动化生产线设有多个与第一导轨802连接的牵引吸附件801,牵引吸附件801能够由抓取位置运动至释放位置,而后沿第一导轨802返回抓取位置,从而牵引吸附件801能够将基材边角料持续运往释放位置,从而对基材边角料进行持续处理。
38.在本技术的一种实施方式中,胶带自动化生产线还包括捏合机201,在除胶空腔中进行过除胶处理的基材边角料能够通过可移动位置的机械手等夹持部件的作用进入捏合机201以进行捏合;胶带自动化生产线还包括吹膜机301,捏合机201的出料口与吹膜机301的进料口连通,捏合机201的出料口可通过螺旋输送机、传送带等输送装置与吹膜机301的进料口连通,从而捏合机201中完成捏合的物料能够进入吹膜机301中,吹膜机301对完成捏合的物料进行吹膜处理,从而生成薄膜状的基材,吹膜机301生产的物料能够在导向辊的作用下进入涂布机401。
39.在除胶空腔中进行过除胶处理的基材边角料能够进入捏合机201重新进行熔融处理,捏合机201对处于熔融状态的基材边角料重新进行捏合;捏合机201的出料口与吹膜机
301的进料口连通,从而经过捏合处理后的基材边角料能够通过螺旋输送机等输送装置进入吹膜机301中,在吹膜机301中重新生成薄膜状的基材,吹膜机301生产的基材能够在导向辊的作用下进入涂布机401的方式,从而能够对除胶后的基材边角料进行回收再利用,从而减少浪费。
40.进一步地,胶带自动化生产线还包括清洗装置701,清洗装置701与除胶空腔连通,清洗装置701能够对除胶空腔中的基材边角料进行清洗,从而减少除胶后基材边角料中混杂的杂质以及除胶剂,避免影响再生的基材的质量。清洗装置701可为高压水枪等装置,以喷射水流对基材边角料进行清洗。
41.再进一步地,胶带自动化生产线还包括烘干装置101,经清洗装置701清洗后的基材边角料能够机械手等夹持装置的作用进入烘干装置101的烘干腔进行烘干处理,经过烘干处理的基材边角料能够进入捏合机201。通过设置的烘干装置101能够对基材边角料中的水分进行去除,避免水分影响对基材边角料的捏合,同时,由于烘干装置101能够对基材进行加热,从而能够在对基材边角料进行捏合时,基材边角料尽快达到熔融温度。烘干装置101设有烘干腔,物料能够进入烘干腔,烘干腔连通有热风机等装置,热风能够进入并离开烘干腔,以加热基材边角料并减少基材边角料中的水分。
42.当然,本技术所属技术领域的技术人员能够理解,本技术中的烘干装置101可对未经过再生处理的原料进行处理,从而经过烘干处理的原料依次经过捏合机201、吹膜机301、涂布机401、分切机501,从而变成需要的胶带,即本技术在生产胶带的同时,能够对分切过程中产生的基材边角料进行回收,使基材边角料重新变成复合要求的胶带,从而能够达到节省资源的目的。
43.在本技术的一种实施方式中,除胶空腔的内壁连接有滤网,滤网能够承接落入除胶空腔中的基材边角料,从而滤网能够避免基材边角料粘结在除胶空腔内壁,不便对除胶空腔进行清理的情况,同时方便基材边角料从除胶空腔中取出。
44.在本技术的一种实施方式中,胶带自动化生产线还包括裁剪装置,裁剪装置中的第一剪切板与第二剪切板之间能够发生相对运动,第一剪切板与第二剪切板设于牵引吸附件801的运动路径,以裁剪牵引吸附件801牵引的基材边角料,通过设置的能够运动第一剪切板与第二剪切板,从而能够将基材边角料裁剪,避免基材边角料过长,不易对附着有胶粘剂的基材边角料进行除胶处理。本技术所述技术领域的技术人员能够理解,第一剪切板与第二剪切板相对运动的实现形式可为第一剪切板与第二剪切板发生相对旋转运动,并在旋转过程中,第一剪切板与第二剪切板能够剪切基材边角料;当然第一剪切板与第二剪切板也可发生相对直线运动,从而完成基材边角料的剪切,在此不再赘述。
45.应当理解,虽然本说明书是按照各个实施方式描述的,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
46.上文所列出的一系列的详细说明仅仅是针对本技术的可行性实施方式的具体说明,它们并非用以限制本技术的保护范围,凡未脱离本技术技艺精神所作的等效实施方案或变更,如特征的组合、分割或重复,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1