一种用于冷等静压法制备多孔陶瓷膜管的防偏心环的制作方法
1.本实用新型属于多孔陶瓷技术领域,具体涉及单通道直管式多孔陶瓷膜管的冷等静压成型设备,特别是一种用于冷等静压法制备多孔陶瓷膜管的防偏心环。
背景技术:
2.多孔陶瓷膜具有化学稳定性好、机械强度高、耐腐蚀、耐高温、抗热震性能好等优点,已在水处理、气体净化、催化过滤、吸音吸波、热交换器等领域有广泛的应用。工业上常见的多孔陶瓷膜构型有直管式和蜂窝式两种,直管式主要用于水处理和气体净化领域,蜂窝式主要用于催化燃烧和吸音吸波方面。目前,高温气体净化过滤常见的产品主要是带有法兰结构的单通道直管式多孔陶瓷膜(又称挂烛式)。带有法兰的多孔陶瓷膜属于异型结构,而挤出成型法制备步骤多、效率低且成品率不高,不适合异型结构的陶瓷膜管生产过程。因此,一般采用冷等静压法制备这种高温烟气过滤多孔陶瓷膜管,冷等静压法可以不受骨料粒径限制,成型压力高,坯体受压均匀,强度大,可以一次成型形状复杂的多孔陶瓷样品。但是,高温烟气过滤管常见的长度达到1500mm,最长达到3000mm,采用冷等静压法制备的产品基本都会出现偏心结构,这主要是因为填料过程无法完全保证中间的金属芯棒处于胶套正中心位置,在振动填料过程中出现倾斜,制备的生坯厚度不均,管子的同心度不够,严重影响了产品的机械强度。因此,在冷等静压成型生产过程中找到一种操作简单,低成本的防偏心方法至关重要。
技术实现要素:
3.本实用新型所解决的技术问题是提供一种用于冷等静压法制备多孔陶瓷膜管的防偏心环。
4.本实用新型的技术方案如下:一种用于冷等静压法制备多孔陶瓷膜管的防偏心环,其特征在于:包括金属圆环、支撑耳座和不锈钢丝,支撑耳座焊接于金属圆环的外壁上,不锈钢丝缠绕在支撑耳座上,并留出一定长度用于拉升和固定;金属圆环内径与中间金属芯棒直径一致,使得金属圆环内壁与冷等静压模具中间金属芯棒接触扣紧;所述的支撑耳座具有一定长度,使得支撑耳座与冷等静压聚氨酯模具内壁接触扣紧,防止下滑;所述的金属圆环具有一定的厚度,金属圆环和聚氨酯模具之间留出足够的空间用于粉体流动下料;金属圆环内、外壁和支撑耳座均为高度抛光面,便于套进套出。
5.进一步的金属圆环厚度为5 mm-10 mm。
6.进一步的所述的支撑耳座长度为8 mm-10 mm,宽度为6 mm-8 mm,厚度5 mm-10 mm。
7.进一步的所述的支撑耳座数量为3个,角度互成120 ℃。
8.进一步的所述的不锈钢丝的直径2 mm-3 mm。
9.进一步的所述的防偏心环表面抛光处理,表面光洁度ra为0.4-0.8 μm。
10.有益效果:通过本实用新型的一种用于冷等静压法制备多孔陶瓷膜管的防偏心
环,制备的多孔陶瓷膜管直度更好,同心度更好,不偏心,机械强度更加均匀,并且该防偏心环结构简单,制作成本低,可适合多孔陶瓷膜管领域大规模的工业化生产使用。
附图说明
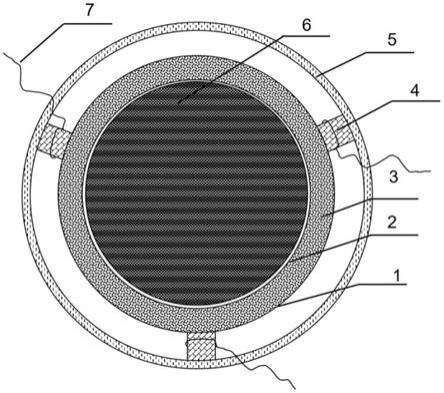
11.图1 为本实用新型用于冷等静压法制备多孔陶瓷膜管的防偏心环使用俯视图。其中金属圆环外壁1、金属圆环内壁2、金属圆环3、支撑耳座4、聚氨酯模具5、中间金属芯棒6、不锈钢丝7。
12.图2为本实用新型防偏心环的示意图。
具体实施方式
13.下面结合具体实施例和附图对本实用新型进行进一步说明。
14.如图1所示,一种用于冷等静压法制备多孔陶瓷膜管的防偏心环,其特征在于:包括金属圆环3、支撑耳座4和不锈钢丝7,支撑耳座4焊接于金属圆环3的外壁1上,不锈钢丝7缠绕在支撑耳座4上,并留出一定长度用于拉升和固定;金属圆环3内径与中间金属芯棒6直径一致,使得金属圆环内壁2与冷等静压模具中间金属芯棒6接触扣紧;所述的支撑耳座4具有一定长度,使得支撑耳座4与冷等静压聚氨酯模具5内壁接触扣紧,防止下滑;所述的金属圆环3具有一定的厚度,金属圆环3和聚氨酯模具5之间留出足够的空间用于粉体流动下料;金属圆环内、外壁2,1和支撑耳座4均为高度抛光面,便于套进套出。
15.经过抛光的金属圆环3和支撑耳座4主要是固定内模中间金属芯棒6和外模聚氨酯模具5,金属圆环3和聚氨酯模具5之间保证足够的空间用于粉体填料,抛光防偏心环的作用是防止表面生锈和降低脱模时的摩擦力。图1中不锈钢丝7扣于支撑耳座4上,用于防止防偏心环在振动过程中沿中间金属芯棒6下滑,待填料结束后提升不锈钢丝7取出防偏心环。
16.实施例1
17.一种冷等静压法制备多孔陶瓷膜管的防偏心环,金属圆环3内径40 mm,外径45 mm,厚度10 mm;支撑耳座长度8 mm,宽度6 mm,厚度5 mm;支撑耳座数4量为3个,角度互成120 ℃;支撑耳座4上的不锈钢丝7直径2 mm,整个防偏心环表面光洁度ra为0. 8 μm。
18.首先,将长度1520 mm的聚氨酯模具5用卡箍固定在中间金属芯棒6底座上,然后将防偏心环从顶部套入30 mm深度,并用不锈钢丝7固定在聚氨酯模具5顶口上,然后打开震动机并多次缓慢的填入陶瓷造粒粉,直到粉体填满没过防偏心金属圆环位置,接着取出防偏心环,并将上面的粉体夯实,撞上顶盖,用卡箍扣紧,最后将装好料的模具放入冷等静压机中高压成型获得长度1500mm的多孔陶瓷膜管,外径60mm,内径40mm,陶瓷膜管同心度较好,厚度均为10 mm。
19.实施例2
20.一种冷等静压法制备多孔陶瓷膜管的防偏心环,金属圆环3内径50 mm,外径55 mm,厚度5 mm;支撑耳座4长度10 mm,宽度8 mm,厚度10 mm;支撑耳座4数量为3个,角度互成120 ℃;支撑耳座4上的不锈钢丝7直径3 mm,整个防偏心环表面光洁度ra为0.4 μm。
21.首先,将长度2050 mm的聚氨酯模具5用卡箍固定在中间金属芯棒6底座上,然后将防偏心环从顶部套入50 mm深度,并用不锈钢丝7固定在聚氨酯模具5顶口上,然后打开震动机并多次缓慢的填入陶瓷造粒粉,直到粉体填满没过防偏心金属圆环位置,接着取出防偏
心环,并将上面的粉体夯实,撞上顶盖,用卡箍扣紧,最后将装好料的模具放入冷等静压机中高压成型获得长度2000 mm的多孔陶瓷膜管,外径70 mm,内径50 mm,陶瓷膜管同心度较好,厚度均为10 mm。
22.实施例3
23.一种冷等静压法制备多孔陶瓷膜管的防偏心环,金属圆环3内径45 mm,外径55 mm,厚度8 mm;支撑耳座4长度9 mm,宽度7 mm,厚度8 mm;支撑耳座4数量为3个,角度互成120 ℃;支撑耳座4上的不锈钢丝7直径2.5 mm,整个防偏心环表面光洁度ra为0.6 μm。
24.首先,将长度2050 mm的聚氨酯模具5用卡箍固定在中间金属芯棒6底座上,然后将防偏心环从顶部套入40 mm深度,并用不锈钢丝7固定在聚氨酯模具5顶口上,然后打开震动机并多次缓慢的填入陶瓷造粒粉,直到粉体填满没过防偏心金属圆环位置,接着取出防偏心环,并将上面的粉体夯实,撞上顶盖,用卡箍扣紧,最后将装好料的模具放入冷等静压机中高压成型获得长度2000 mm的多孔陶瓷膜管,外径70 mm,内径45 mm,陶瓷膜管同心度较好,厚度均为12.5 mm。
25.对比例1
26.与实例1对比,一种冷等静压法制备多孔陶瓷膜管,未使用防偏心环。首先,将长度1520 mm的聚氨酯模具5用卡箍固定在中间金属芯棒6底座上,然后打开震动机并多次缓慢的填入陶瓷造粒粉,直到粉体填满没聚氨酯模具5顶部,然后将上面的粉体夯实,撞上顶盖,用卡箍扣紧,最后将装好料的模具放入冷等静压机中高压成型获得长度1500mm的多孔陶瓷膜管,外径60mm,内径40mm,陶瓷膜管同心度较差,检测后发现壁厚9mm、11mm、9.5mm、10.5mm和8.9mm分布不均。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1