一种水性氟碳色浆静电喷涂系统的制作方法
1.本技术涉及涂料喷涂设备的技术领域,尤其是涉及一种水性氟碳色浆静电喷涂系统。
背景技术:
2.喷涂,是一种通过喷枪或碟式雾化器,借助于压力或离心力,将液体色浆分散成均匀而微细的雾滴,施涂于被涂物表面的涂装方法,喷涂作业生产效率高,自动化程度强,应用范围广。主要应用于五金、塑胶、家私、军工以及船舶等领域,是现今应用最普遍的一种涂装方式。
3.在喷涂工作中,首先将工件挂在旋转吊架上,喷枪对工件进行喷涂色浆,在喷涂过程中,工件随旋转吊架缓慢移动,进而可以不间断地完成大量工件的喷涂工作。
4.但在实际生产过程中,发明人发现喷枪喷出的色浆难以吸附于工件上,色浆在重力作用下沿工件的侧壁下流,进而导致工件表面色浆分布不均匀。
技术实现要素:
5.为了改善色浆难以吸附于工件上,导致工件表面色浆分布不均匀的问题,本技术提供一种水性氟碳色浆静电喷涂系统。
6.本技术提供的一种水性氟碳色浆静电喷涂系统采用如下的技术方案:
7.一种水性氟碳色浆静电喷涂系统,包括机体,所述机体上设有用于对工件进行喷涂的喷枪,所述机体上设有用于向喷枪输送色浆的进料环路,所述进料环路上连接有静电发生器,所述机体上设有用于调节喷枪开闭的调节机构。
8.通过采用上述技术方案,静电发生器对进料环路进行供电,静电混入色浆中,使得色浆带上负电荷,调节机构将喷枪打开,进而使得混有带有负电荷的色浆喷射于带有正电荷的工件上,沉积成均匀的涂层,操作方便,减少色浆难以吸附在工件上导致工件表面色浆分布不均匀的可能。
9.优选的,所述调节机构包括调节块,所述调节块内开设有第一通路以及第二通路,所述第一通路一端与第二通路连通,所述第一通路另一端与进料环路连通,所述第二通路远离第一通路的一端与喷枪连通,所述机体上设有用于控制第二通路通闭的调节组件。
10.通过采用上述技术方案,调节组件将第二通路导通,色浆通过第一通路进入第二通路中,进而输送至喷枪中,操作方便;完成喷涂工作后,调节组件将第二通路关闭,减少色浆持续流出导致浪费的可能。
11.优选的,所述调节组件包括第一挡料板以及活塞体,所述第一挡料板与第二通路适配,所述第一挡料板与活塞体通过连接杆实现连接,所述活塞体与调节块滑动连接,所述调节块上设有用于驱动活塞体朝向第二通路方向滑动的调节件。
12.通过采用上述技术方案,调节件驱动活塞体朝向第二通路方向滑动,进而使得活塞体通过连接杆推动第一挡料板将第二通路封闭,进一步减少色浆持续流出造成浪费的可
能。
13.优选的,所述调节块上设有滑移腔,所述滑移腔与第二通路连通,所述活塞体与滑移腔滑动连接,所述调节件包括进气管,所述进气管与滑移腔远离第二通路的一端连接,所述调节块上设有用于驱动活塞体朝向远离第二通路方向滑动的第一拉簧。
14.通过采用上述技术方案,进气管对滑移腔进行吹气,滑移腔内气压增大,进而推动活塞体朝向第二通路方向滑动,第一挡料板将第二通路封闭,操作方便,结构简单。第一拉簧的拉力带动活塞体朝向远离第二通路方向滑动,进而将第二通路导通,提高色浆的流畅度。
15.优选的,所述调节块上设有第三通路,所述第三通路均与第一通路、第二通路连通,所述机体上设有回料环路,所述回料环路的一端与第三通路远离第一通路的一端连通,另一端与进料环路远离第一通路的一端连通,所述调节块上设有用于调节第三通路通闭的回料组件。
16.通过采用上述技术方案,回料组件将第三通路关闭时,色浆从第一通路流入第二通路中,进而对工件进行喷涂;回料组件将第三通路导通时,多余的色浆通过第三通路流入回料环路中,最终重新流回进料环路中,节约资源,节省人工,操作方便。
17.优选的,所述回料组件包括第二挡料板以及连接绳,所述第二挡料板与调节块滑动连接,所述连接绳的一端与第二挡料板固定连接,另一端与第一挡料板固定连接,所述调节块上转动连接有用于供连接绳卷绕的卷轮,所述调节块上设有用于驱动第二挡料板朝向远离第三通路滑动的第二拉簧。
18.通过采用上述技术方案,第一挡料板朝向远离第二通路的方向滑动时,通过连接绳带动第二挡料板朝向远离第二拉簧的方向滑动,进而将第三通路关闭。卷轮可以减少连接绳的磨损,延长连接绳的使用寿命;第二拉簧的拉力拉动第二挡料板朝向第二拉簧的方向滑动,进而可以通过调节第一挡料板的位置来调整第三通路中色浆的流量,操作方便。
19.优选的,所述机体上滑动连接有枪座,所述喷枪与枪座固定连接,所述机体上设有齿条,所述枪座上转动连接有用以与齿条啮合的齿轮,所述齿轮上同轴固定连接有蜗轮,所述枪座上转动连接有用于驱动蜗轮转动的蜗杆,所述枪座上设有用于驱动蜗杆转动的驱动件。
20.通过采用上述技术方案,驱动件驱动蜗杆转动,蜗杆与蜗轮啮合,进而调动齿轮转动,齿轮与齿条啮合,进而使得齿轮沿齿条的长度方向移动,齿轮带动枪座沿齿条的长度方向移动,从而使得喷枪可以对工件进行竖直方向上进行喷涂,提高喷涂面积。
21.优选的,所述机体上设有滑移管,所述滑移管上套设有滑移筒,所述枪座与滑移筒固定连接,所述齿条与滑移管固定连接,所述滑移管内设有用于将滑移管与滑移筒固定的气涨轴,所述进气管与气涨轴连接,所述机体上设有用于驱动气涨轴转动的转动件。
22.通过采用上述技术方案,进气管对气涨轴进行供气,气涨轴膨胀使得气涨轴、滑移管以及滑移筒三者固定,转动件驱动气涨轴转动,进而带动枪座绕气涨轴的轴线转动,使得喷枪可以对工件进行旋转喷涂,进一步提高色浆的喷涂面积。
23.优选的,所述调节块上滑动连接有滤板,所述滤板用于对第一通路中的色浆进行过滤,所述调节块上设有毛刷,所述毛刷与滤板抵接,所述调节块上设有用于驱动滤板朝向远离第一通路方向滑动的调控件。
24.通过采用上述技术方案,调控件驱动滤板朝向远离第一通路方向滑动,毛刷对滑动中的滤板进行清理,刮除滤板表面残留的滤渣,提高第一通路的清洁性。
25.优选的,所述调节块上设有注射筒,所述调控件包括调控活塞以及活塞杆,所述调控活塞与注射筒滑动连接,所述活塞杆的一端与滤板固定连接,所述活塞杆的另一端与调控活塞连接,所述注射筒远离滤板的一端连接有导气管,所述滑移腔朝向第二通路一端的侧壁上设有出气孔,所述导气管远离注射筒的一端与出气孔连通。
26.通过采用上述技术方案,当第一挡料板将第一通路关闭时,此时进气管中的气体通过出气孔进入导气管中,然后键入注射筒中,注射筒内压强增大进而推动调控活塞滑动,调控活塞通过活塞杆推动滤板朝向远离第一挡料板的方向滑动,操作方便。
27.综上所述,本技术包括以下至少一种有益技术效果:
28.静电发生器对进料环路进行供电,静电混入色浆中,使得色浆带上负电荷,调节机构将喷枪打开,进而使得混有带有负电荷的色浆喷射于带有正电荷的工件上,沉积成均匀的涂层,操作方便,减少色浆难以吸附在工件上导致工件表面色浆分布不均匀的可能;
29.回料组件将第三通路关闭时,色浆从第一通路流入第二通路中,进而对工件进行喷涂;回料组件将第三通路导通时,多余的色浆通过第三通路流入回料环路中,最终重新流回进料环路中,节约资源,节省人工,操作方便;
30.调控件驱动滤板朝向远离第一通路方向滑动,毛刷对滑动中的滤板进行清理,刮除滤板表面残留的滤渣,提高第一通路的清洁性。
附图说明
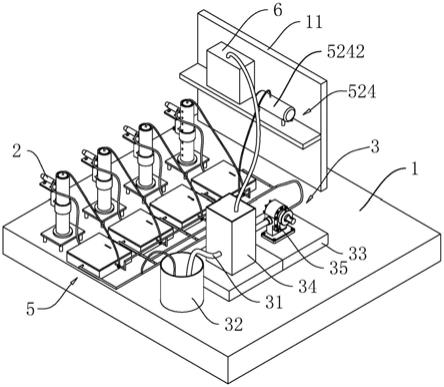
31.图1是本技术实施例中用于体现喷涂系统整体的结构示意图。
32.图2是本技术实施例中用于体现调节机构的剖视图。
33.图3是本技术实施例中用于体现调控件的剖视图。
34.图4是本技术实施例中用于体现转动件的结构示意图。
35.附图标记说明:1、机体;11、支架;12、转动件;121、第一电机;122、底座;123、气涨轴;1231、凸键;124、分气管;125、三通阀门;126、滑移管;1261、通孔;127、滑移筒;13、枪座;14、驱动件;141、第二电机;142、蜗杆;143、蜗轮;144、齿轮;145、齿条;2、喷枪;3、进料环路;31、进料管;32、料筒;33、绝缘台;34、隔膜泵;35、齿轮泵;4、回料环路;41、回料管;42、回料组件;421、第二挡料板;422、连接绳;423、卷轮;424、第二拉簧;5、调节机构;51、调节块;511、滑移腔;5111、出气孔;5112、导气管;512、第一通路;513、第二通路;514、第三通路;515、滤板;516、调控件;5161、注射筒;5162、调控活塞;5163、活塞杆;517、毛刷;52、调节组件;521、第一挡料板;522、活塞体;523、连接杆;524、调节件;5241、进气管;5242、气泵;525、挡杆;526、第一拉簧;53、导管;6、静电发生器。
具体实施方式
36.以下结合附图1-4对本技术作进一步详细说明。
37.本技术实施例公开一种水性氟碳色浆静电喷涂系统。参照图1,一种水性氟碳色浆静电喷涂系统包括机体1,机体1上安装有进料环路3,进料环路3的输出端连接有喷枪2,进料环路3用于向喷枪2输送色浆,喷枪2朝向工件方向设置。机体1上还安装有静电发生器6,
静电发生器6与进料环路3连接。工作时,静电发生器6产生的负电荷混入色浆中,喷枪2朝向工件进行喷涂,带有负电荷的色浆吸附于带有正电荷的工件上,进而提高工件表面喷涂的均匀性,操作方便。
38.参照图1,进料环路3包括料筒32以及进料管31,进料管31与料筒32连接,机体1上安装有绝缘台33,绝缘台33上固定有隔膜泵34,进料管31远离料筒32的一端与隔膜泵34连通,静电发生器6的输出端与隔膜泵34电连接,用于将静电导入隔膜泵34中。绝缘台33上还固定有齿轮泵35,进料管31穿出隔膜泵34的一端与齿轮泵35连接。进料管31穿出齿轮泵35的一端与喷枪2连通。为了节约色浆资源,机体1上安装有调节机构5,调节机构5用于控制喷枪2的打开或关闭,进而便于减少无工件状态下色浆喷出导致色浆浪费的可能。
39.参照图1以及图2,调节机构5包括调节块51以及调节组件52,调节块51与机体1固定连接,本技术实施例中调节块51的数量为四,与喷枪2的数量一一对应。调节块51上开设有第一通路512以及第二通路513,第一通路512与第二通路513相互垂直且连通。进料管31穿出齿轮泵35的一端与第一通路512远离第二通路513的一端插接,第二通路513远离第一通路512的一端与喷枪2通过导管53连通。调节块51上开设有滑移腔511,调节组件52包括调节件524和活塞体522,调节件524包括进气管5241以及气泵5242,机体1上通过螺栓固定连接有支架11,气泵5242与支架11通过螺栓实现固定连接,气泵5242的输出端与进气管5241连接,进气管5241远离气泵5242的一端插入滑移腔511,滑移腔511远离进气管5241的一端同时与第一通路512、第二通路513连通。活塞体522与滑移腔511滑动连接,活塞体522远离进气管5241的一侧胶接有连接杆523,连接杆523远离活塞体522的一端胶接有第一挡料板521,第一挡料板521的尺寸大于第二通路513的内尺寸,但小于第二通路513的外尺寸,进而使得第一挡料板521可以将第二通路513密封。
40.喷涂完毕后,气泵5242通过进气管5241对滑移腔511进行供气,气压推动活塞体522朝向远离进气管5241的方向滑动,活塞体522通过连接杆523推动第一挡料板521朝向第二通路513的方向滑动,进而使得第一挡料板521将第二通路513关闭,减少色浆继续通过第二通路513朝向喷枪2运输的可能。
41.参照图2,为了便于实现第一挡料板521的自动复位,滑移腔511的内侧壁上固定连接有挡杆525,挡杆525上焊接有第一拉簧526,第一拉簧526远离挡杆525的一端与活塞体522远离连接杆523的一侧胶接。第一拉簧526的拉力拉动活塞体522朝向远离第二通路513的方向滑动,进而使得第一挡料板521与第二通路513脱离接触,将第二通路513与第一通路512导通,提高色浆运输的流畅度。
42.参照图2,为了减少第一通路512中色浆无法用尽导致资源浪费的情况,调节块51上安装有回料环路4,回料环路4包括回料管41,调节块51上开设有第三通路514,第三通路514的一端同时与第一通路512、第二通路513、以及滑移腔511连通,另一端与回料管41连通,回料管41远离第三通路514的一端与料筒32连通。第一通路512中多余的色浆通过第三通路514进入回料管41中,最后进入料筒32中,完成物料的回收,减少资源的浪费。
43.参照图2,为了调节第三通路514对第二通路513分流的流量大小,回料环路4还包括回料组件42,回料组件42用于调节第三通路514的导通或关闭。回料组件42包括第二挡料板421以及连接绳422,第二挡料板421与调节块51滑动连接,连接绳422的一端与第二挡料板421胶接,另一端与第一挡料板521胶接。为了减少连接绳422与调节块51发生磨损的可
能,调节块51上转动连接有卷轮423,连接绳422卷绕于卷轮423上。为了便于实现第二挡料板421复位,调节块51上安装有第二拉簧424,第二拉簧424的一端与调节块51焊接,另一端与第二挡料板421远离连接绳422的一端焊接。
44.工作时,第一挡料板521朝向远离第二通路513的方向滑动,进而带动第二挡料板421朝向卷轮423方向滑动,第二挡料板421通过连接绳422与第一挡料板521形成联动,当第一挡料板521将第二通路513完全关闭时,第二拉簧424的拉力拉动第二挡料板421朝向远离卷轮423的方向滑动,第二挡料板421将第三通路514完全导通,便于对色浆进行回收,减少资源浪费;当第一挡料板521脱离第二通路513时,第一挡料板521通过连接绳422带动第二挡料板421朝向卷轮423方向滑动,进而将第三通路514部分导通,对第一通路512的色浆起分流作用,减少第二通路513的压力。
45.参照图2以及图3,为了提高色浆的清洁性能,调节块51上滑动连接有滤板515,滤板515沿竖直方向滑动,滤板515用于对流经第一通路512的色浆进行过滤。为了便于对粘附于滤板515上的滤渣进行清理,调节块51上安装有调控件516,调控件516包括注射筒5161、调控活塞5162以及活塞杆5163,注射筒5161与调节块51胶接,注射筒5161沿竖直方向设置,滑移腔511的下侧壁上开设有出气孔5111,出气孔5111上插接有导气管5112,导气管5112远离出气孔5111的一端与注射筒5161的下端连通。调控活塞5162与注射筒5161滑动连接,调控活塞5162远离导气管5112的一端与活塞杆5163胶接,活塞杆5163远离调控活塞5162的一端与滤板515胶接。第一通路512的顶壁上胶接有毛刷517,毛刷517与滤板515抵接。
46.为了清洗第一通道,便于更换不同的色浆种类,气泵5242中的气体对滑移腔511进行供气,气压驱动活塞体522朝向第二通路513方向滑动,进而使得第一挡料板521将第二通路513关闭。气泵5242持续供气,滑移腔511中的气体通过导气管5112进入注射筒5161中,使得注射筒5161内压强增大,气压推动调控活塞5162竖直向上滑动,进而通过活塞杆5163带动滤板515竖直向上滑动,滤板515向上滑动过程中与毛刷517产生摩擦,进而使得毛刷517将粘附于滤板515上的滤渣进行清理刮除。料筒32中的清理液经过进料管31进入第一通路512中,进而将刮除后的滤渣进行冲刷,一方面便于减少滤渣对色浆的污染,另一方面便于更换新的色浆种类,减少混料的发生。
47.参照图2以及图4,机体1上安装有转动件12,转动件12包括第一电机121以及底座122,第一电机121与机体1通过螺栓实现固定连接,底座122与第一电机121的输出轴同轴焊接,底座122上通过螺栓固定有气涨轴123,气涨轴123的进气端连通有分气管124,分气管124远离气涨轴123的一端与进气管5241通过三通阀门125连通。气涨轴123上同轴套设有滑移管126,滑移管126的侧壁上设有若干通孔1261,气涨轴123上滑动连接有凸键1231,气涨轴123上的凸键1231与通孔1261对应设置,通孔1261便于凸键1231从中穿出。滑移管126上同轴套设有滑移筒127,滑移筒127与滑移管126贴合。滑移筒127上一体成型有枪座13,喷枪2通过螺钉固定于枪座13上。枪座13上安装有驱动件14,本技术实施例中驱动件14为第二电机141,第二电机141的输出轴上同轴焊接有蜗杆142,枪座13上转动连接有蜗轮143,蜗轮143与蜗杆142啮合,蜗轮143上同轴焊接有齿轮144,滑移管126上焊接有齿条145,齿条145的长度方向沿竖直方向设置。
48.喷涂时,第二电机141的输出轴转动进而带动蜗杆142转动,蜗杆142与蜗轮143啮合,进而带动齿轮144转动,齿轮144与齿条145啮合,齿条145固定于滑移管126上,进而使得
齿轮144沿齿条145的长度方向移动,从而带动喷枪2沿竖直方向移动,增大对工件的喷涂面积。分气管124对气涨轴123进行供气,气涨轴123膨胀,气涨轴123上的凸键1231从通孔1261中伸出,凸键1231将滑移筒127固定。然后第一电机121的输出轴转动,带动底座122转动,底座122带动滑移筒127同步转动,进而带动喷枪2转动,喷枪2对工件进行转动喷涂,进一步增大对工件的喷涂面积,操作方便。
49.本技术实施例一种水性氟碳色浆静电喷涂系统的实施原理为:工作时,首先启动隔膜泵34和齿轮泵35,隔膜泵34将料筒32中的色浆吸入进料管31中,色浆随着进料管31依次经过隔膜泵34以及齿轮泵35。与此同时,静电发生器6对进料管31中的色浆施加静电,使得色浆带有负电荷。色浆从齿轮泵35中穿出后进入第一通路512内,与此同时,气泵5242通过进气管5241对滑移腔511进行供气,滑移腔511内气体压强增大,进而推动第一挡料板521朝向第二通路513方向滑动,维持进气管5241中气体的流速不变,使得第一挡料板521位于第二通路513与滑移腔511之间。第二拉簧424的拉力拉动第二挡料板421朝向远离第三通路514的方向滑动,进而使得第三通路514处于半开状态。
50.第一通路512中的色浆一部分进入第三通路514中,进入第三通路514的色浆进行经过回料管41回流至料筒32中,减少浪费的情况。另一部分进入第二通路513中,然后通过导管53进入喷枪2中,进而对工件进行喷涂。与此同时,打开三通阀门125,进气管5241中的气体通过分气管124进入气涨轴123内,气涨轴123膨胀,气涨轴123上的凸键1231穿过通孔1261后将滑移筒127抵紧。第二电机141的输出轴转动,进而带动底座122转动,从而完成枪座13的转动,枪座13带动喷枪2转动,增大喷枪2的喷洒面积。
51.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1