一种强化传质的液相加氢反应器的制作方法
1.本实用新型属于化工装备技术领域,具体地说,是关于一种强化传质的液相加氢反应器。
背景技术:
2.石油是目前世界上应用最广泛的能源,其液相加氢技术是指石油馏分与氢气在催化剂作用下的反应过程,是石油产品精制、改质和重油加工的重要手段。油品改质的目的是除去油品中的氮、氧、硫等杂原子及金属杂质,或是对一些芳烃以及烯烃加氢饱和,改善油品的使用性能。
3.连续液相加氢技术是我国柴油质量升级过程中应用的主要加氢技术之一。与常规的流床加氢技术相比,连续液相加氢技术取消了高压循环氢系统,代之以循环油系统,不但可使装置的工艺流程更简单、操作更简便、本质安全性更强,而且还可以大幅度地降低装置能耗和投资。与传统的流床技术相比,装置能耗降低25%以上,投资也降低10%-20%。连续液相加氢随着反应的进行氢气被不断消耗,为了保证氢气补充速率,需要采用高效传质方法加快氢气在上行式反应器中的传质速率。理想状态下液相加氢反应器呈现溶氢饱和特征,但由于实际上上行式液相加氢反应器内的氢气是采用鼓泡形式进入床层,氢气的气泡直径偏大,平均直径10mm以上,气液两相的接触面积小,局部的贫氢导致结焦率高、二次油加工困难,导致装置运行苛刻度要求高,原料适应性差及运转周期短等问题,装置的加工能力和水平受到限制;此外,现有反应器操作温度高,也影响了催化剂的使用寿命。随着柴油的质量升级,国内柴油液相加氢装置规模不断扩大,需对现有反应器的传质技术进行优化提升。
4.加氢反应器是一种气液固三相反应器。目前的加氢反应器存在氢气传质不足的问题,其主要原因是气泡尺寸无法达到足够小。气泡越小,气泡的比表面积越大,单位体积的液体气液接触面就越大,越利于气液固传质。同时,气泡越小使气泡上升速度降低,在相同高度的反应器中,微气泡的停留时间越长,越有利于气液固传质。从气泡聚并的角度分析,气泡越小,在气泡上升过程中气泡的聚并概率会降低,从而可以进一步保持较小的气泡尺寸,利于传质。并且少量大气泡的存在有利于提高气含率,提高气泡总体的湍动能,从而进一步提高传质效率。
5.cn201644076u提出了一种液相加氢反应器,其反应器包括反应器筒体和催化剂床层,反应器出口和反应器入口,其催化剂床层之间设置混合器,混合器有进料和氢气入口,混合器还设有溶氢混合物出口和气体出口,混合器的溶氢混合物出口浸在下一催化剂床层液体中,该混合器可有效地增加气液相间的接触面,结构简单,使氢气溶解在混合油中,促进反应,大大提高加氢的效率。但是其没有从气泡尺度上来提高气液反应效率,该方法湍动能低,反应效率也无法得到质的提升。并且氢气容易向上扩散而逸出,从而降低了氢气的利用率。
6.cn103965959a提出了一种多级溶氢的液相加氢方法,其循环液体物料与原料油混
合,进入加热炉加热;氢气分成n路进入加热炉加热;一路氢气和液相物料在混合器中混合,进行第一级溶氢,其余(n-1)路氢气通过反应器床层的入口进入器内氢油混合构件与上一床层反应后的混合物进行混合,进行第二级溶氢,汽提出反应副产物硫化氢和氨,在反应器顶部设置反应压力控制系统,在每段反应器设置排气系统;反应产物进入汽提塔,汽提塔内设置氢油混合器,汽提出副产物硫化氢和氨,增加溶氢能力,汽提塔出来的油品一部分进入产品罐,一部分再循环;其在催化加氢反应的同时将硫化氢和氨排出反应系统,固相催化剂接触的为液相反应物,提高了反应效率。但是其将反应系统、循环系统以及加热炉系统组合起来,反应过程十分复杂,设备成本高且不易操作。设备体积大,增大了占地面积。并且多次溶氢提高了传质反应的时间,经济效益低。
技术实现要素:
7.本实用新型的目的在于针对现有柴油液相加氢反应器所存在的上述问题加以改进,以提高传质气液传质速率,改善反应器的反应效果,延长加氢反应周期。
8.为实现上述目的,本实用新型采用以下技术方案:
9.一种强化传质的液相加氢反应器,包括反应器筒体,所述反应器筒体的底部设有排液口,靠近筒体底部的侧面设有液体进口和气体进口,所述气体进口的位于筒体内部的一端连设有气体预分布盘,所述气体预分布盘的上方设有分层隔板,所述分层隔板的底部穿设固定有若干个强分散气泡发生器。
10.根据本实用新型的优选实施例,所述强分散气泡发生器与所述气体预分布盘之间的距离为0.5~2m。
11.进一步的,所述气体进口的位于筒体内的末端弯折向上,所述气体预分布盘在所述气体进口的末端水平设置,该气体预分布盘包括一个圆盘形的腔室以及沿所述圆盘形腔室的外周均匀分布的若干个分布管,所述分布管上开设有若干个排气孔。
12.进一步的,所述排气孔的直径视反应器的直径大小而定,具体如下:
13.当反应器的直径小于1m时,所述排气孔43的大小为1.5~2mm;
14.当反应器的直径为1~2m时,所述排气孔43的大小为2~3mm;
15.当反应器的直径为2~4m时,所述排气孔43的大小为2.5~4mm;
16.当反应器的直径大于2m时,所述排气孔43的大小为4~6mm。
17.根据本实用新型,所述强分散气泡发生器为圆筒形,其顶部穿设于所述分层隔板中,所述分层隔板的相应位置开设有通孔,所述强分散气泡发生器借助其圆筒形顶部的外壁固定于所述分层隔板底部的通孔内。
18.根据本实用新型的优选实施例,所述强分散气泡发生器的内部自下而上依次设有轴向导叶进液口、气液混合腔、齿形气液出口和锥形出口,所述锥形出口上设置有若干个柳叶式导流体,并且所述气液混合腔的上部侧面设有引气孔,该引气孔的内侧连设有引气管,该引气管延伸至混合腔的中心位置后向下弯折,并在末端连设气体导流锥,该气体导流锥的末端开设有一个或多个腔内气体出口,该腔内气体出口临近所述轴向导叶进液口。
19.进一步的,所述轴向导叶进液口为螺旋上升式叶片的构型,叶片的外缘与所述强分散气泡发生器底部的内壁固定连接,以利于进入气液混合腔的液体形成旋流。
20.优选的,所述气体导流锥的截面的两个斜边之间的夹角γ为35
°
~45
°
,以利于充
分强化腔内的旋流。
21.进一步的,所述气体导流锥的末端所设的腔内气体出口的数量视气体流量而定,具体如下:
22.当气体流量大于5l/min时,每个气体导流锥采用4个腔内气体出口;
23.当气体流量在2~5l/min时,每个气体导流锥采用2个腔内气体出口;
24.当气体流量低于2l/min时,每个气体导流锥采用1个腔内气体出口。
25.根据本实用新型,所述齿形气液出口是将出口的侧壁设置成锯齿形而形成,以利于分散气泡。
26.根据本实用新型,所述柳叶式导流体具有一个中部较大、中部至两端减缩的的柳叶式构型,且底面为平面,以便于与所述锥形出口固定。
27.根据本实用新型的优选实施例,所述柳叶式导流体呈发散形均匀分布于所述锥形出口上,呈现出文丘里的形式,自齿形气液出口向外,相邻两个柳叶式导流体之间依次形成渐缩段和渐扩段。
28.优选的,所述渐缩段的角度β为30
°
,所述渐扩段的角度α为10
°
。
29.本实用新型的强化传质的液相加氢反应器具有以下有益效果:
30.1、本实用新型的液相加氢反应器能够微细气泡与催化剂和液体充分混合,提高了液相加氢反应器中氢气的气含率,微气泡停留时间长,并且增加了气液接触面积。
31.2、强分散气泡发生器的结构使得气液混合腔中的局部压力提高,使氢气局部过饱和,提升了柴油的质量。
32.3、气液两相可以同时进入强分散微气泡发生器,所需的压力降较低,能量损耗也较低。
33.4、本实用新型提高了液相加氢反应器氢气的利用率,提高了经济效益。
34.5、本实用新型有效控制局部贫氢导致的结焦现象,延长反应器的运转周期。
附图说明
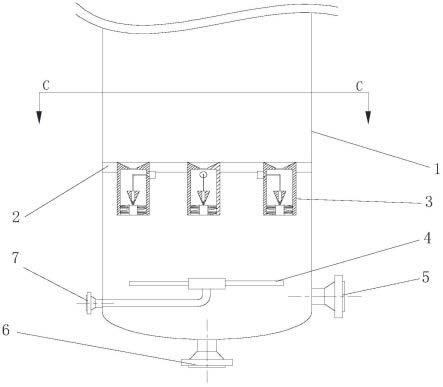
35.图1是本实用新型的强化传质的液相加氢反应器的局部结构示意图。
36.图2是气体预分布盘的结构示意图。
37.图3是强分散气泡发生器的结构剖面示意图。
38.图4是图1中沿c-c的剖视图。
39.图5是强分散气泡发生器的锥形出口及其上所设置得柳叶式导流体的示意图。
40.图6是柳叶式导流体的结构示意图。
41.图7是图6中沿a-a的剖视图。
42.图8是图6中沿b-b的剖视图。
43.图9是柳叶式导流体的减缩和渐扩角度的示意图。
44.图号说明:
45.1-反应器筒体;2-分层隔板;3-强分散气泡发生器;31-齿形气液出口;32-引气孔;33-引气管;34-气体导流锥;35-腔内气体出口;36-轴向导叶进液口;37-气液混合腔;38-锥形出口;39-柳叶式导流体;4-气体与分布器;41-圆盘形腔室;42-分布管;43-排气孔;5-液体进口;6-排液口;7-气体进口。
具体实施方式
46.下面结合附图,以具体实施例对本实用新型的技术方案进行清楚、完整地描述。应理解,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型的范围。
47.以下实施例中所提到的固定(连接),如没有特别说明,其连接方式的均采用现有技术已知的常规方式,例如焊接、采用固定件连接等。
48.如图1所示,为本实用新型的用于柴油液相加氢的强化传质的液相加氢反应器的示意图。如图所示,所述液相加氢反应器包括反应器筒体1,所述反应器筒体1的底部设有排液口6,靠近筒体1底部的侧面设有液体进口5和气体进口7,所述气体进口7的位于筒体1内部的一端连设有气体预分布盘4,所述气体预分布盘4的上方设有分层隔板2,该分层隔板2为圆盘形,并借助其外缘与所述筒体1的内壁连接固定,所述分层隔板2的底部穿设固定有若干个强分散气泡发生器3。优选的,所述强分散气泡发生器3与所述气体预分布盘4之间的距离为0.5~2m。
49.进一步的,所述气体进口7的位于筒体1内的末端弯折向上,所述气体预分布盘4在所述气体进口7的末端水平设置,如图2所示,该气体预分布盘4包括一个圆盘形的腔室41以及沿所述圆盘形腔室41的外周均匀分布的若干个分布管42,所述分布管42上开设有若干个排气孔43。虽然图2所示的分布管42的数量为6个,但本领域的技术人员容易理解,所述分布管42的数量可以根据实际工况的需要以及反应器的尺寸进行调整,其数量并没有特别的限制。
50.进一步的,所述排气孔43的直径视反应器的直径大小而定,具体如下:
51.当反应器的直径小于1m时,所述排气孔43的大小为1.5~2mm;
52.当反应器的直径为1~2m时,所述排气孔43的大小为2~3mm;
53.当反应器的直径为2~4m时,所述排气孔43的大小为2.5~4mm;
54.当反应器的直径大于2m时,所述排气孔43的大小为4~6mm。
55.优选的,所述排气孔43之间的间距控制在0.1m。
56.进一步的,如图3所示,所述强分散气泡发生器3为圆筒形,其顶部穿设于所述分层隔板2中,所述分层隔板2的相应位置开设有通孔(图中未示出),所述强分散气泡发生器3借助其圆筒形顶部的外壁固定于所述分层隔板2底部的通孔内。
57.所述强分散气泡发生器3的内部自下而上依次设有轴向导叶进液口36、气液混合腔37、齿形气液出口31和锥形出口38,所述锥形出口38上设置有若干个柳叶式导流体39(图5),并且所述气液混合腔37的上部侧面设有引气孔32,该引气孔32的内侧连设有引气管33,该引气管33延伸至混合腔37的中心位置后向下弯折,并在末端连设气体导流锥34,该气体导流锥34的末端开设有一个或多个腔内气体出口35,该腔内气体出口35临近所述轴向导叶进液口36。
58.如图4所示,所述强分散气泡发生器3的数量为4个,在所述分层隔板2的底部均匀分布。本领域的技术人员容易理解,所述强分散气泡发生器3的数量可以根据实际需要,如反应器的尺寸等,进行适当的调整。
59.进一步的,所述轴向导叶进液口36为螺旋上升式叶片的构型,叶片的外缘与所述
强分散气泡发生器3底部的内壁固定连接,以利于进入气液混合腔37的液体形成旋流。优选的,所述轴向导叶进液口36的叶片厚度为2mm,螺旋叶片之间的螺距为7mm。
60.进一步的,所述气体导流锥34的截面的两个斜边之间的夹角γ为35
°
~45
°
,以利于充分强化腔内的旋流。
61.进一步的,气体导流锥34的末端所设的腔内气体出口35的数量视气体流量而定,具体如下:
62.当气体流量大于5l/min时,每个气体导流锥34采用4个腔内气体出口35;
63.当气体流量在2~5l/min时,每个气体导流锥34采用2个腔内气体出口35;
64.当气体流量低于2l/min时,每个气体导流锥34采用1个腔内气体出口35。
65.进一步的,如图5所示,所述齿形气液出口31是将出口的侧壁设置成锯齿形而形成,以利于分散气泡。所述柳叶式导流体39呈发散形均匀分布于所述锥形出口38上,如图6-图8所示,所述柳叶式导流体39具有一个中部较大、中部至两端减缩的的柳叶式构型,且底面为平面,以便于与所述锥形出口38固定;如图9所示,呈发散形均匀分布于锥形出口38上柳叶式导流体39呈现出文丘里形式,自齿形气液出口31向外,相邻两个柳叶式导流体39之间依次形成渐缩段和渐扩段。优选的,所述渐缩段的角度β为30
°
、所述渐扩段的角度α为10
°
。
66.本实用新型的强化传质的液相加氢反应器的工作原理如下:
67.s1:液相原料从反应器底部的液体进口5进入反应器底部,预混氢气通过气体进口7进入反应器,并通过气体预分布盘4的排气孔43通入反应器底部,与液相原料形成气液混合物,完成氢气在柴油中的预溶解;
68.s2:反应器底部的气液混合物在分层隔板4的下方形成一定的氢气区域,此时气液两相共同进入强分散气泡发生器3,氢气从引气孔32进入强分散气泡发生器3,通过引气管33从腔内气体出口35到达气液混合腔37;同时下方的液体通过轴向导叶进液口36进入气液混合腔37,轴向导叶进液口36的螺旋上升式叶片的构型使得进入混合腔37的气体形成旋流,与进入混合腔37的气体发生旋流剪切,部分氢气在旋流过程中进行过饱和溶解,部分氢气被液体剪切成微细气泡和少量大气泡;
69.s3:微细气泡和液体混合物通过齿形气液出口31,在柳叶式导流体39的引导下由锥形出口38进入反应器上方,微细气泡和少量大气泡随着液相的上升而上升,进行液相的加氢反应。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1