冰柜型材环保型喷涂装置的制作方法
1.本发明属于冰柜生产技术领域,具体是一种冰柜型材环保型喷涂装置。
背景技术:
2.目前,冰柜生产过程中,需要对冰柜型材进行喷涂处理,以增强型材的耐腐蚀性以及抗氧化性。
3.现有技术中,对于冰柜型材的喷涂手段大多是依靠输送机构对型材进行输送,在型材输送途中配合喷涂机构将涂料喷涂至型材表面,这种喷涂方式较为传统,型材输送时只能针对型材的一个侧面进行喷涂,当需要对型材的其余侧面进行喷涂时,往往需要人工调整型材的位置,导致型材喷涂效率较为低下,存在型材喷涂效果差的缺陷,亟需改进。
技术实现要素:
4.针对上述现有技术的不足,本发明实施例要解决的技术问题是提供一种冰柜型材环保型喷涂装置。
5.为解决上述技术问题,本发明提供了如下技术方案:
6.一种冰柜型材环保型喷涂装置,包括底箱、喷涂组件、转移组件、推料组件、第一驱动组件以及第三驱动组件,
7.所述底箱一侧设置有弧形槽,底箱内部设置有材料储存室,
8.所述喷涂组件设置在所述底箱内部,用于将所述材料储存室内部的涂料输送至所述弧形槽内部,
9.所述转移组件安装在所述底箱一侧并由所述第三驱动组件控制转动,转移组件侧壁设有夹持组件,
10.所述推料组件安装在所述底箱一侧,用于将型材向所述转移组件方向推送,
11.所述转移组件转动时,所述夹持组件可对移动至转移组件一侧的型材进行夹持并带动所述型材进入所述弧形槽内部,
12.所述第一驱动组件设置在所述弧形槽内部,用于带动进入所述弧形槽内部的夹持组件转动。
13.作为本发明进一步的改进方案:所述推料组件包括电机、丝杆以及推杆,
14.所述电机固定安装在所述底箱内部,所述丝杆连接至所述电机输出端,所述丝杆上螺纹套设有滑套,所述底箱侧壁开设有限位槽,所述推杆一端与所述滑套固定连接,另一端自所述限位槽延伸至所述底箱外部。
15.作为本发明进一步的改进方案:所述转移组件包括转筒,
16.所述第三驱动组件包括驱动电机以及安装在所述驱动电机输出端的驱动轴,所述驱动轴远离所述驱动电机的一端与所述转筒相连,
17.所述夹持组件包括两组相对分布的夹板,两组所述夹板沿所述转筒轴向分布,所述转筒圆周侧壁上还固定设置有两组支架,两组所述夹板一侧分别通过连杆与对应所述支
架相连。
18.作为本发明进一步的改进方案:所述连杆远离所述夹板的一端贯穿对应的所述支架并与所述支架活动配合,所述连杆上固定设置有齿轮以及通过轴承转动设置有环板,所述环板与所述支架之间通过第三弹性件相连,
19.所述弧形槽内部还设置有第二驱动组件,所述第二驱动组件用于带动两组所述夹板相向移动,
20.所述第一驱动组件包括两组第一弧形板以及设置在两组所述第一弧形板一侧的若干齿片,两组所述第一弧形板设置在所述弧形槽内部。
21.作为本发明再进一步的改进方案:所述第二驱动组件包括两组第二弧形板,
22.两组所述第二弧形板设置在所述弧形槽内部,两组第二弧形板的两端均延伸至所述弧形槽外部,且两组第二弧形板位于所述弧形槽外部的两端均设置有用于顶撑所述连杆端部的斜面。
23.作为本发明再进一步的改进方案:所述底箱一侧铰接设置有导送板,所述导送板与所述底箱之间通过第一弹性件相连。
24.作为本发明再进一步的改进方案:所述弧形槽一端与所述底箱交接处铰接设置有用于对型材提供支撑的支撑板,所述支撑板与所述弧形槽内壁之间通过第二弹性件相连。
25.作为本发明再进一步的改进方案:所述喷涂组件包括输送泵、输送管以及喷淋板,
26.所述输送泵安装在所述材料储存室内部,所述喷淋板固定设置在所述底箱内壁上,所述输送管一端与所述输送泵相连,另一端与所述喷淋板相连,所述喷淋板一侧设置有若干喷管,所述喷管穿过所述底箱侧壁并延伸至所述弧形槽内部。
27.与现有技术相比,本发明的有益效果是:
28.本发明实施例中,在对型材进行喷涂时,利用推料组件推动型材向转移组件方向移动,通过第三驱动组件带动转移组件转动,进而利用夹持组件对移动至转移组件一侧的型材进行夹持,通过夹持组件的夹持作用带动型材移动至弧形槽内部,此时喷涂组件可将材料储存室内部的涂料输送至弧形槽内部,进而对型材进行喷涂处理,而在夹持组件移动至弧形槽内部时,第一驱动组件可驱使夹持组件转动,进而带动所夹持的型材转动,配合喷涂组件输出的涂料,实现型材的全面喷涂,相较于现有技术,能够实现型材的自动全面喷涂,具有喷涂效率高以及喷涂效果好的优点。
附图说明
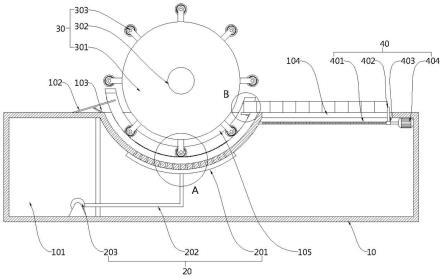
29.图1为一种冰柜型材环保型喷涂装置的结构示意图;
30.图2为一种冰柜型材环保型喷涂装置中转移组件的结构示意图;
31.图3为一种冰柜型材环保型喷涂装置中第二驱动组件的结构示意图;
32.图4为图1中a区域放大示意图;
33.图5为图1中b区域放大示意图;
34.图6为图2中c区域放大示意图;
35.图中:10-底箱、101-材料储存室、102-导送板、103-第一弹性件、104-限位槽、105-弧形槽、106-支撑板、107-第二弹性件、20-喷涂组件、201-喷淋板、202-输送管、203-输送泵、204-喷管、30-转移组件、301-转筒、302-驱动轴、303-夹持组件、3031-支架、3032-夹板、
3033-齿轮、3034-连杆、3035-环板、3036-第三弹性件、40-推料组件、401-丝杆、402-推杆、403-滑套、404-电机、50-第一驱动组件、501-齿片、502-第一弧形板、60-第二驱动组件、601-斜面。
具体实施方式
36.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
37.下面详细描述本专利的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本专利,而不能理解为对本专利的限制。
38.请参阅图1,本实施例提供了一种冰柜型材环保型喷涂装置,包括底箱10、喷涂组件20、转移组件30、推料组件40、第一驱动组件50以及第三驱动组件,所述底箱10一侧设置有弧形槽105,底箱10内部设置有材料储存室101,所述喷涂组件20设置在所述底箱10内部,用于将所述材料储存室101内部的涂料输送至所述弧形槽105内部,所述转移组件30安装在所述底箱10一侧并由所述第三驱动组件控制转动,转移组件30侧壁设有夹持组件303,所述推料组件40安装在所述底箱10一侧,用于将型材向所述转移组件30方向推送,所述转移组件30转动时,所述夹持组件303可对移动至转移组件30一侧的型材进行夹持并带动所述型材进入所述弧形槽105内部,所述第一驱动组件50设置在所述弧形槽105内部,用于带动进入所述弧形槽105内部的夹持组件303转动。
39.在对型材进行喷涂时,利用推料组件40推动型材向转移组件30方向移动,通过第三驱动组件带动转移组件30转动,进而利用夹持组件303对移动至转移组件30一侧的型材进行夹持,通过夹持组件303的夹持作用带动型材移动至弧形槽105内部,此时喷涂组件20可将材料储存室101内部的涂料输送至弧形槽105内部,进而对型材进行喷涂处理,而在夹持组件303移动至弧形槽105内部时,第一驱动组件50可驱使夹持组件303转动,进而带动所夹持的型材转动,配合喷涂组件20输出的涂料,实现型材的全面喷涂。
40.请参阅图1,在一个实施例中,所述推料组件40包括电机404、丝杆401以及推杆402,所述电机404固定安装在所述底箱10内部,所述丝杆401连接至所述电机404输出端,所述丝杆401上螺纹套设有滑套403,所述底箱10侧壁开设有限位槽104,所述推杆402一端与所述滑套403固定连接,另一端自所述限位槽104延伸至所述底箱10外部。
41.通过电机404带动丝杆401转动,通过丝杆401与滑套403的螺纹配合,以带动滑套403沿丝杆401长度方向移动,进而带动推杆402沿限位槽104内部滑动,从而对底箱10一侧的型材进行推动,使得型材向转移组件30方向移动。
42.请参阅图1、图2和图6,在一个实施例中,所述转移组件30包括转筒301,所述第三驱动组件包括驱动电机(图中未示出)以及安装在所述驱动电机输出端的驱动轴302,所述驱动轴302远离所述驱动电机的一端与所述转筒301相连,所述夹持组件303包括两组相对分布的夹板3032,两组所述夹板3032沿所述转筒301轴向分布,所述转筒301圆周侧壁上还固定设置有两组支架3031,两组所述夹板3032一侧分别通过连杆3034与对应所述支架3031相连。
43.通过驱动电机带动驱动轴302转动,进而带动转筒301转动,转筒301转动时可带动其圆周侧壁的两组夹板3032圆周运动,当两组夹板3032运动至型材两端时,可对型材的两
端进行夹持,随后带动型材进入弧形槽105内部,经由喷涂组件20输出的涂料组用于型材表面,实现型材的喷涂。
44.请参阅图4和图6,在一个实施例中,所述连杆3034远离所述夹板3032的一端贯穿对应的所述支架3031并与所述支架3031活动配合,所述连杆3034上固定设置有齿轮3033以及通过轴承转动设置有环板3035,所述环板3035与所述支架3031之间通过第三弹性件3036相连,所述弧形槽105内部还设置有第二驱动组件60,所述第二驱动组件60用于带动两组所述夹板3032相向移动,所述第一驱动组件50包括两组第一弧形板502以及设置在两组所述第一弧形板502一侧的若干齿片501,两组所述第一弧形板502设置在所述弧形槽105内部。
45.在转筒301带动两组夹板3032运动至型槽的两端时,第二驱动组件60带动两组夹板3032相向移动,从而对型材的两端进行夹持,随着转筒301的继续转动,以通过两组夹板3032带动型材移动至弧形槽105内部,随后两组连杆3034上的齿轮3033分别与两组第一弧形板502一侧的若干齿片501进入啮合状态,通过这种啮合作用带动两组连杆3034以及两组夹板3032同步转动,进而带动两组夹板3032之间所夹持的型材转动,实现型材的全面喷涂。
46.请参阅图1和图3,在一个实施例中,所述第二驱动组件60包括两组第二弧形板,两组所述第二弧形板设置在所述弧形槽105内部,两组第二弧形板的两端均延伸至所述弧形槽105外部,且两组第二弧形板位于所述弧形槽105外部的两端均设置有用于顶撑所述连杆3034端部的斜面601。
47.在两组夹板3032分别运动至型材两端时,此时两组连杆3034的端部可分别作用于两组第二弧形板一端的斜面601处,通过斜面601对于连杆3034的顶撑作用,使得两组夹板3032相向移动,从而对型材进行夹持,在两组夹板3032对型材进行夹持过程中,两组连杆3034贴合于两组第二弧形板一侧滑动;在型材喷涂完毕后,随着转筒301的转动,两组夹板3032可带动型材自弧形槽105的另一端移出,此时两组连杆3034移动至两组第二弧形板另一端的斜面601处并在第三弹性件3036的作用下相互远离,进而带动两组夹板3032相互远离,以对所夹持的型材松开。
48.请参阅图1,在一个实施例中,所述底箱10一侧铰接设置有导送板102,所述导送板102与所述底箱10之间通过第一弹性件103相连。
49.在两组夹板3032带动型材自弧形槽105另一端移出时,型材可作用于导送板102进而推动导送板102转动,直至两组连杆3034作用于第二弧形板另一端的斜面601,此时型材越过导送板102,导送板102在第一弹性件103的拉动下反向转动,两组夹板3032对型材松开后,型材可掉落至导送板102一侧并由导送板102滑动至底箱10一侧,从而防止型材落入弧形槽105内部。
50.请参阅图5,在一个实施例中,所述弧形槽105一端与所述底箱10交接处铰接设置有用于对型材提供支撑的支撑板106,所述支撑板106与所述弧形槽105内壁之间通过第二弹性件107相连。
51.在推料组件40推动型材移动至转移组件30一侧时,通过支撑板106可对型材提供支撑,在两组夹板3032相向移动并对型材进行夹紧后,随着转筒301的继续转动能够带动型材顺利的进入弧形槽105内部,此时支撑板106适应性的向弧形槽105内部偏转,直至型材从支撑板106一侧移除,此时通过第二弹性件107可驱使支撑板106反向偏转,实现支撑板106的复位,以对下一组型材提供支撑。
52.请参阅图1和图3,在一个实施例中,所述喷涂组件20包括输送泵203、输送管202以及喷淋板201,所述输送泵203安装在所述材料储存室101内部,所述喷淋板201固定设置在所述底箱10内壁上,所述输送管202一端与所述输送泵203相连,另一端与所述喷淋板201相连,所述喷淋板201一侧设置有若干喷管204,所述喷管204穿过所述底箱10侧壁并延伸至所述弧形槽105内部。
53.通过输送泵203将材料储存室101内部的涂料由输送管202输送至喷淋板201内部,再由喷管204输出至弧形槽105内部,以对进入弧形槽105内部的型材进行喷涂。
54.在一个实施例中,所述第一弹性件103、第二弹性件107以及第三弹性件3036可以是弹簧,也可以是金属弹片,此处不做限制。
55.本发明实施例中,在对型材进行喷涂时,利用推料组件40推动型材向转移组件30方向移动,通过第三驱动组件带动转移组件30转动,进而利用夹持组件303对移动至转移组件30一侧的型材进行夹持,通过夹持组件303的夹持作用带动型材移动至弧形槽105内部,此时喷涂组件20可将材料储存室101内部的涂料输送至弧形槽105内部,进而对型材进行喷涂处理,而在夹持组件303移动至弧形槽105内部时,第一驱动组件50可驱使夹持组件303转动,进而带动所夹持的型材转动,配合喷涂组件20输出的涂料,实现型材的全面喷涂,相较于现有技术,能够实现型材的自动全面喷涂,具有喷涂效率高以及喷涂效果好的优点。
56.上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下做出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1