一种钢卷喷涂方法和喷涂装置与流程
1.本发明属于钢卷端面涂料喷涂技术领域,具体涉及一种钢卷喷涂方法和喷涂装置。
背景技术:
2.为了去应力,硅钢钢卷要置入环形退火炉中进行退火处理,但是钢卷在退火处理过程中,由于内圈和外圈加热和散热的速率较快,因此极易产生边裂缺陷。目前,为了避免钢卷退火过程中产生边裂缺陷,硅钢钢卷在轴向的端面的外圈附近以及内圈附近刷涂一层特殊的防边裂涂料,以防止钢卷进入退火炉后产生边裂。
3.目前的防边裂涂料的喷涂方法可能会喷涂至钢卷端面非喷涂位置或者钢卷之外,不能有效的保护钢卷的内圈和外圈,导致出现边裂缺陷发生概率增大。
技术实现要素:
4.为解决上述技术问题,本发明提供一种钢卷喷涂方法及喷涂装置,喷涂位置准确,既不会喷到内芯,也不会喷至钢卷端面的中间圈,保证了钢卷内圈和外圈的喷涂效果,避免了内圈和外圈不能有效喷涂造成的退火边裂问题。
5.本发明的技术方案为:
6.一方面,本发明提供了一种钢卷喷涂方法,用于向钢卷轴向的端面喷涂防边裂涂料,所述喷涂方法包括:
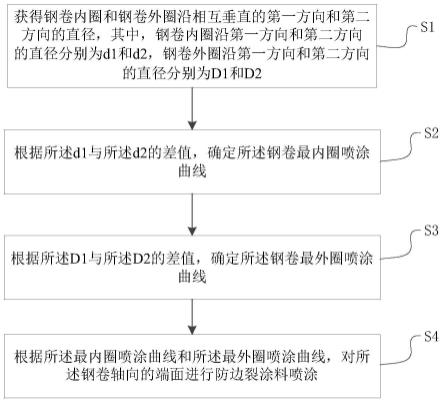
7.获得钢卷内圈和钢卷外圈沿相互垂直的第一方向和第二方向的直径,其中,钢卷内圈沿第一方向和第二方向的直径分别为d1和d2,钢卷外圈沿第一方向和第二方向的直径分别为d1和d2;
8.根据所述d1与所述d2的差值,确定所述钢卷最内圈喷涂曲线;
9.根据所述d1与所述d2的差值,确定所述钢卷最外圈喷涂曲线;
10.根据所述最内圈喷涂曲线和所述最外圈喷涂曲线,对所述钢卷轴向的端面进行防边裂涂料喷涂。
11.进一步地,所述根据所述d1与所述d2的差值,确定最内圈喷涂曲线,包括:如果0<d2-d1<(7~10)
×
d0,所述最内圈喷涂曲线为以钢卷的轴线为圆心,以d1-2至d2-2mm为直径的圆;d0为钢卷单层的厚度。
12.如果d1=d2,所述最内圈喷涂曲线为以钢卷的轴线为圆心,以d1-2mm或d2-2mm为直径的圆。
13.进一步地,所述根据所述d1与所述d2的差值,确定最内圈喷涂曲线,还包括:如果d2-d1≥(7~10)
×
d0mm,所述最内圈喷涂曲线为以钢卷的轴线为圆心,以d1-2为短轴,以d2-2为长轴的椭圆。
14.进一步地,所述根据所述d1与所述d2的差值,确定最外圈喷涂曲线,包括:
15.如果0<d2-d1<(7~10)
×
d0,所述最外圈喷涂曲线为以钢卷的轴线为圆心,以d1
至d2为直径的圆;d0为钢卷单层的厚度。
16.如果d1=d2,所述最内圈喷涂曲线为以钢卷的轴线为圆心,以d1或d2为直径的圆。
17.进一步地,所述根据所述d1与所述d2的差值,确定最外圈喷涂曲线,还包括:
18.如果d2-d1≥(7~10)
×
d0mm,所述最外圈喷涂曲线为以钢卷的轴线为圆心,以d1-2为短轴,以d2-2为长轴的椭圆。
19.进一步地,获得钢卷内圈和钢卷外圈沿相互垂直的第一方向和第二方向的直径,其中,钢卷内圈沿第一方向和第二方向的直径分别为d1和d2,钢卷外圈沿第一方向和第二方向的直径分别为d1和d2;具体包括:
20.测距仪沿着支撑钢卷的鞍座的竖向中心面,从下向上移动,依次获得所述钢卷外圈的最低点、内圈最低点、内圈最高点以及外圈最高点的第一位置坐标,并根据所述第一位置坐标确定钢卷内圈和外圈沿竖向的直径,分别为d1和d1;
21.根据所述内圈最低点和内圈最高点的位置坐标,获得所述钢卷的轴线的高度位置;
22.所述测距仪沿着所述轴线的高度位置水平移动,获得所述钢卷外圈与水平方向的交点以及内圈与水平方向的交点的第二位置坐标,并根据所述第二位置坐标确定钢卷内圈和外圈沿水平方向的直径,分别为d2和d2。
23.进一步地,所述喷涂过程中,喷头距离待喷涂端面的距离为150-200mm。
24.进一步地,所述喷涂过程中,喷涂压力为150-250bar,喷涂流量为4-6l/min。
25.另一方面,本发明还提供了一种钢卷喷涂装置,所述喷涂装置包括:
26.喷头,用于对所述钢卷轴向的端面进行防边裂涂料喷涂;
27.测距仪,用于测量钢卷内圈和外圈沿相互垂直的第一方向和第二方向的直径,其中,钢卷内圈沿第一方向和第二方向的直径分别为d1和d2,钢卷外圈沿第一方向和第二方向的直径分别为d1和d2;
28.竖向移动组件,可沿竖向移动设置;
29.第一水平移动组件,可沿第一水平方向移动设置,且连接于所述竖向移动组件,且连接有所述测距仪;
30.转动组件,一端可转动连接于所述第一水平移动组件,所述喷头沿所述转动组件的长度方向可移动地与所述转动组件;
31.控制单元,分别与所述喷头、所述测距仪、所述竖向移动组件和所述第一水平移动组件电连接。
32.进一步地,所述装置还包括:
33.第二水平移动组件,可沿垂直于所述第一水平方向的第二水平方向移动设置,且连接于所述竖向移动组件,所述第二水平移动组件与所述控制单元电连接。
34.本发明的有益效果至少包括:
35.本发明所提供的一种钢卷喷涂方法,用于向钢卷轴向的端面喷涂防边裂涂料,所述喷涂方法包括:获得钢卷内圈和钢卷外圈沿相互垂直的第一方向和第二方向的直径,其中,钢卷内圈沿第一方向和第二方向的直径分别为d1和d2,钢卷外圈沿第一方向和第二方向的直径分别为d1和d2;根据所述d1与所述d2的差值,确定所述钢卷最内圈喷涂曲线;根据所述d1与所述d2的差值,确定所述钢卷最外圈喷涂曲线;根据所述最内圈喷涂曲线和所述
最外圈喷涂曲线,对所述钢卷轴向的端面进行防边裂涂料喷涂。本发明通过测量钢卷内圈以及外圈分别在水平方向和竖直方向的直径来确定内圈和外圈的喷涂曲线,由于该曲线是根据钢卷的实际尺寸测量所得,因此喷涂位置准确,既不会喷到内芯,也不会喷至钢卷端面的中间圈,保证了钢卷内圈和外圈的喷涂效果,避免了内圈和外圈不能有效喷涂造成的退火边裂问题。
附图说明
36.图1为本实施例的一种钢卷喷涂方法的工艺步骤图;
37.图2为钢卷喷涂装置的结构示意图。
38.图3为图2的侧视图。
39.附图标记说明:
40.1-喷头;2-竖向移动组件;3-第一水平移动组件;4-第二水平移动组件;5-转动组件。
具体实施方式
41.为了使本技术所属技术领域中的技术人员更清楚地理解本技术,下面结合附图,通过具体实施例对本技术技术方案作详细描述。
42.由于钢卷在吊运过程中,可能会产生钢卷松卷的现象,导致钢卷产生扁卷缺陷,这种缺陷的钢卷的形状,沿着轴线方向观察,钢卷不是圆形,而是椭圆形,而且椭圆形的长轴可能是竖向,也可能是横向。对于出现扁卷缺陷的钢卷如果按照钢卷的重量和厚度计算的内圈和外圈直径进行喷涂,可能会导致外圈附近有些位置没有喷涂防裂涂料,有些位置防裂涂料靠近轴心,起不到防边裂的作用。
43.图1为本实施例的一种钢卷喷涂方法的工艺步骤图,结合图1,一方面,本发明实施例提供了一种钢卷喷涂方法,用于向钢卷轴向的端面喷涂防边裂涂料,所述喷涂方法包括:
44.s1,获得钢卷内圈和钢卷外圈沿相互垂直的第一方向和第二方向的直径,其中,钢卷内圈沿第一方向和第二方向的直径分别为d1和d2,钢卷外圈沿第一方向和第二方向的直径分别为d1和d2;
45.第一方向可以是竖直方向,第二方向可以是水平方向,通过钢卷的内圈在水平方向和竖直方向的直径大小,判断钢卷是否为扁卷状态,对于没有卷形缺陷的钢卷,其内圈在水平方向和竖直方向的直径大小是一致的。如果钢卷的内圈在水平方向和竖直方向的直径大小不同,说明钢卷的内圈不是正圆,钢卷出现了扁卷缺陷。同理的,钢卷外圈沿第一方向和第二方向的直径也可以用来判断钢卷的外圈是正圆还是椭圆形状。
46.作为本发明实施例的一种实施方式,获得钢卷内圈和钢卷外圈沿第一方向和第二方向的直径,其中,钢卷内圈沿第一方向和第二方向的直径分别为d1和d2,钢卷外圈沿第一方向和第二方向的直径分别为d1和d2,可以通过下述方法来实现。具体地,包括:
47.s11,测距仪沿着支撑钢卷的鞍座的竖向中心面,从下向上移动,依次获得所述钢卷外圈的最低点、内圈最低点、内圈最高点以及外圈最高点的第一位置坐标,并根据所述第一位置坐标确定钢卷内圈和外圈沿竖向的直径,分别为d1和d1。
48.在喷涂时,用吊车将钢卷吊运至鞍座上,鞍座可以支撑钢卷,鞍座有两个相对设置
的支撑面,两个支撑面分别与钢卷的外周接触支撑,钢卷过轴线的竖向中心面与鞍座的竖向中心面同面,因此,可以根据鞍座的竖向中心面来确定测距仪的竖向运行路线,从而获得钢卷外圈的最低点、内圈最低点、内圈最高点以及外圈最高点的第一位置坐标。坐标系的原点可以根据需要设置,比如原点过钢卷轴线,或者原点为钢卷的最低点,不作限定。
49.s12,根据所述内圈最低点和内圈最高点的位置坐标,获得所述钢卷的轴线的高度位置;
50.内圈最低点和最高点的连线的中点就是钢卷的轴线高度位置。
51.s13,所述测距仪沿着所述轴线的高度位置水平移动,获得所述钢卷外圈与水平方向的交点以及内圈与水平方向的交点的第二位置坐标,并根据所述第二位置坐标确定钢卷内圈和外圈沿水平方向的直径,分别为d2和d2。
52.根据钢卷外圈的最低点、内圈最低点、内圈最高点以及外圈最高点的第一位置坐标可以确定钢卷轴线在竖向的位置,在以该位置的高度为高度,测量钢卷内圈和外圈在水平方向的四个点的坐标,从而确定钢卷内圈和外圈沿水平方向的直径。
53.s2、根据所述d1与所述d2的差值,确定所述钢卷最内圈喷涂曲线;
54.具体地,可以通过下述方法来进行判断:
55.s21,如果0<d2-d1<(7~10)
×
d0,所述最内圈喷涂曲线为以钢卷的轴线为圆心,以d1-2至d2-2mm为直径的圆;d0为钢卷单层的厚度。钢卷单层的厚度也就是带钢的厚度范围为2-10mm。
56.d2-d1>0,表面钢卷的内圈水平直径大于竖向直径,此时钢卷已经产生了轻微的扁卷,内圈喷涂时,就需要注意水平喷涂点距离轴线的距离,也就是喷涂直径要大于竖向喷涂直径,以避免喷涂至卷芯内或者喷涂至钢卷的中间圈。此时可以采用喷涂直径以恒定的加速度或者减速进行喷涂直径的增加或者减小,如果喷涂起始位置为内圈与水平方向的其中一个交点,比如是左侧的交点,此时可以沿着顺时针方向进行喷涂,喷涂过程中喷涂直径以1-2s增加1-2mm的恒定加速度进行喷涂,当喷涂位置达到内圈与竖直方向顶部的交点之后,可以以恒定的减速度进行直径的减小进行喷涂,直至喷涂位置达到内圈的右侧;再以恒定加速度增加喷涂直径进行喷涂,直至喷涂位置达到内圈的底部;最后以恒定的减速度进行直径的减小进行喷涂,直至喷涂位置达到内圈的左侧,也就是与起点重合,完成了内圈的喷涂。上述仅是具体的一个距离,喷涂方向还可以是逆时针,起点位置还可以是除了内圈最左侧之外的其他位置,具体不作限定。喷涂的圆的直径为d1-2至d2-2mm,是因为钢卷有一定厚度,且测量点为内圈靠内的点,而喷涂是要对内层的钢卷进行喷涂。优选地,喷涂曲线的圆直径为(d1+d2)
÷
2。
57.s22,如果d1=d2,所述最内圈喷涂曲线为以钢卷的轴线为圆心,以d1-2mm或d2-2mm为直径的圆。
58.此时表示钢卷最内圈为正圆,可以以固定的直径进行喷涂。
59.s23,如果d2-d1≥(7~10)
×
d0mm,所述最内圈喷涂曲线为以钢卷的轴线为圆心,以d1-2为短轴,以d2-2为长轴的椭圆。
60.此时扁卷非常严重,以椭圆曲线为喷涂曲线进行喷涂,由于该椭圆曲线与内圈吻合,因此,既可以保证将涂料喷至内圈,还不会产生浪费。
61.s3、根据所述d1与所述d2的差值,确定所述钢卷最外圈喷涂曲线。
62.具体地,可以通过下述方式实现:
63.s31,如果0<d2-d1<(7~10)
×
d0,所述最外圈喷涂曲线为以钢卷的轴线为圆心,以d1-2至d2-2为直径的圆;d0为钢卷单层的厚度。
64.s32,如果d1=d2,所述最内圈喷涂曲线为以钢卷的轴线为圆心,以d1-2或d2-2为直径的圆。
65.s33,如果d2-d1≥(7~10)
×
d0,所述最外圈喷涂曲线为以钢卷的轴线为圆心,以d1-2为短轴,以d2-2为长轴的椭圆。
66.外圈的喷涂与内圈类似,在此不作赘述。
67.s4、根据所述最内圈喷涂曲线和所述最外圈喷涂曲线,对所述钢卷轴向的端面进行防边裂涂料喷涂。
68.作为本发明实施例的一种实施方式,所述喷涂过程中,喷头距离待喷涂端面的距离为150-200mm。
69.作为本发明实施例的一种实施方式,所述喷涂过程中,喷涂压力为150-200bar,喷涂流量为4-6l/min。
70.值得说明的是,d1、d2、d1、d2和d0的单位均为mm。
71.另一方面,本发明实施例还提供了一种钢卷喷涂装置,图2和图3示出了钢卷喷涂装置的结构示意图,结合图2和图3,该喷涂装置包括喷头1、测距仪、竖向移动组件2、第一水平移动组件3、第二水平移动组件4、转动组件5和控制单元。
72.其中,喷头1用于对钢卷轴向的端面进行防边裂涂料喷涂;测距仪用于测量钢卷内圈和外圈沿相互垂直的第一方向和第二方向的直径,其中,钢卷内圈沿第一方向和第二方向的直径分别为d1和d2,钢卷外圈沿第一方向和第二方向的直径分别为d1和d2;竖向移动组件2可沿竖向移动设置;第一水平移动组件3可沿第一水平方向移动设置,且第一水平移动组件3连接于竖向移动组件2,测距仪设于第一水平移动组件3上;第二水平移动组件4可沿垂直于第一水平方向的第二水平方向移动设置,且连接于竖向移动组件2,第二水平移动组件4与控制单元电连接;转动组件5的一端可转动连接于第一水平移动组件3,喷头1沿转动组件5的长度方向可移动地与转动组件5;控制单元分别与喷头1、测距仪、竖向移动组件2和第一水平移动组件3电连接。通过竖向移动组件2可以实现喷头1和测距仪竖向的调整,第一水平移动组件3可以实现喷头1和测距仪沿水平方向的位置调整,转动组件5可以实现喷头1和测距仪以转动组件5的一端为中心的画圆动作。
73.具体地,竖向移动组件2包括涡轮、蜗杆、滑轨和滑块,蜗杆与滑轨均竖向设置,涡轮与蜗杆传动连接,滑块固定连接于蜗杆,且滑块沿滑轨的长度方向滑动连接于滑轨,通过涡轮的转动,使得蜗杆产生竖向的移动,从而带动滑块产生竖向的移动;滑轨的设置可以使得滑块的竖向移动更加稳定,竖向可以定义为y轴。
74.第一水平移动组件3也可以采用与竖向移动组件2相同的结构,第一水平移动组件3也包括涡轮、蜗杆、滑轨和滑块,第一水平移动组件3中,蜗杆和滑轨均水平设置,涡轮和蜗杆传动连接,滑块连接于蜗杆,滑块沿滑轨的长度方向滑动连接于滑轨;并且第一水平移动组件3的滑轨连接于竖向移动组件2的滑块,第一水平方向可以为沿垂直与钢卷轴线的方向,第一水平方向可以为x轴,测距仪连接与第一水平移动组件3的滑块。
75.第二水平移动组件4也采用与第一水平移动组件3相同的结构,第二水平移动组件
4也包括涡轮、蜗杆、滑轨和滑块,第二水平移动组件4中,蜗杆和滑轨均水平设置,涡轮和蜗杆传动连接,滑块连接于蜗杆,滑块沿滑轨的长度方向滑动连接于滑轨;并且第二水平移动组件4的滑块连接于第一水平移动组件3的滑轨。第二水平移动组件4可以沿着钢卷轴线的方向设置,第二水平方向可以为z轴。
76.转动组件5也可以包括涡轮、蜗杆、滑轨和滑块,在转动组件5中,滑轨的一端可转动地连接于第一水平移动组件3的滑块,滑轨平行于钢卷的端面,滑轨和蜗杆均沿径向也就是r轴设置,涡轮和蜗杆传动连接,滑块连接于蜗杆,滑块沿滑轨的长度方向滑动连接于滑轨,喷头1连接于转动组件5的滑块上。
77.喷涂装置可以包括框架,第二水平移动组件4的滑轨可以连接于框架,竖向移动组件2的滑轨连接于第二水平移动组件4的滑块。
78.为了实现喷头1与钢卷端面之间的距离,在喷头1上还可以设置测距仪,该测距仪可以采用超声雷达进行探测,并将信号传递给控制单元,控制单元控制发出光电警报器,天车上的操作人员看到光电警报器发生的灯光,提示喷涂装置的喷头1与钢卷端面之间的距离为0.5-1m之间,可以将钢卷吊放在鞍座上。转动组件5的滑块上还可以安装距离传感器,例如激光距离传感器,用于控制滑块离轴线的距离,从而控制喷涂直径。
79.竖向移动组件2可以实现喷头1的竖向也就是y轴的移动,第一水平移动组件3可以实现喷头1在x轴也就是平行于钢卷端面方向移动,第二水平组件可以实现喷头1在z轴也就是钢卷轴向的移动,转动组件5可以实现喷头1在径向的移动,以调整喷涂直径。竖向移动组件2的竖向移动可以带动第一水平移动组件3以及转动组件5同时竖向位置变化。本发明提供的喷涂装置可以方便快速的喷涂钢卷端面内外圈,实现钢卷端面的自动喷涂,且结构紧凑,投入资金少,易于维护,是一种经济型的易于维护的自动喷涂装置。
80.本发明通过测量钢卷内圈以及外圈分别在水平方向和竖直方向的直径来确定内圈和外圈的喷涂曲线,由于该曲线是根据钢卷的实际尺寸测量所得,因此喷涂位置准确,既不会喷到内芯,也不会喷至钢卷端面的中间圈,保证了钢卷内圈和外圈的喷涂效果,避免了内圈和外圈不能有效喷涂造成的退火边裂问题。
81.尽管已描述了本技术的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。
82.显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1