一种瓦楞纸箱自动涂胶装置的制作方法
1.本技术涉及瓦楞纸生产技术领域,尤其是涉及一种瓦楞纸箱自动涂胶装置。
背景技术:
2.瓦楞纸是由挂面纸和通过瓦楞辊加工而形成的波形的瓦楞纸粘合而成的板状物,一般分为单瓦楞纸板和双瓦楞纸板两类,按照瓦楞的尺寸分为:a、b、c、e、f五种类型。瓦楞纸的发明和应用有一百多年历史,具有成本低、质量轻、加工易、强度大、印刷适应性样优良、储存搬运方便等优点,80%以上的瓦楞纸均可通过回收再生,瓦楞纸可用作食品或者数码产品的包装,相对环保,使用较为广泛。
3.对应的,瓦楞纸生产工艺较多,其中包括有涂胶,传统工业中通常会用到涂胶装置,涂胶装置包括机体,机体上设置有供瓦楞纸穿过的进料口和出料口,机体内转动承载有两根涂胶辊,两根涂胶辊上下间隔设置,两根涂胶辊夹持瓦楞纸,机体内还设置有料槽,料槽内装盛有胶水,料槽设置有喷胶头,喷胶头位于较高的涂胶辊的上方,瓦楞纸通过进料口和出料口经过涂胶装置,喷胶头将料槽内的胶水滴落于较高的涂胶辊表面,瓦楞纸经过涂胶辊时,涂胶辊对瓦楞纸的上表面进行涂胶,再将瓦楞纸对应拼接呈瓦楞纸箱。
4.然而,上述涂胶过程中,当因前端加工问题,导致瓦楞纸的表面加工不平整时,进而会使得瓦楞纸涂胶后,瓦楞纸的表面的胶层不平整,部分区域作用不到,影响了瓦楞纸之间的连接强度,间接降低了瓦楞纸箱的结构强度。同时,瓦楞纸的表面的胶层不平整,也可能导致两个瓦楞纸在压合时,凸起的胶层会被挤出瓦楞纸外侧,导致胶水的浪费。
技术实现要素:
5.为了提高瓦楞纸的涂胶质量,本技术提供一种瓦楞纸箱自动涂胶装置。
6.本技术提供的一种瓦楞纸箱自动涂胶装置采用如下的技术方案:一种瓦楞纸箱自动涂胶装置,包括机台,所述机台的上表面固定有机罩,所述机罩的前后侧壁分别开设有进料口和出料口,所述进料口和所述出料口供瓦楞纸穿过,所述机罩内转动承载有两根沿竖直方向间隔设置的涂胶辊,两根所述涂胶辊夹持瓦楞纸,所述机罩内设置有料槽,所述料槽内装盛有胶水,所述料槽设置有喷胶头,所述喷胶头位于较高的所述涂胶辊的上方,所述机罩内还设置有修平组件,所述修平组件位于所述涂胶辊后方;所述修平组件包括立板和刮刀,所述立板垂直固定于所述机罩内,所述刮刀垂直固定于所述立板朝向所述涂胶辊的一面,所述刮刀呈倾斜设置,所述刮刀的底面与瓦楞纸贴合,所述立板的侧壁开设有储胶槽,所述储胶槽的槽口位于所述刮刀的顶部边缘,所述储胶槽与所述料槽之间设置有输送组件。
7.通过采用上述技术方案,瓦楞纸通过进料口进入到机罩内部,喷胶头将料槽内的胶水滴落于较高的涂胶辊表面,瓦楞纸经过涂胶辊时,涂胶辊对瓦楞纸进行涂胶,瓦楞纸涂胶完成后,瓦楞纸经过刮刀,刮刀将多胶区域的胶水填补至少胶的区域,刮刀对因瓦楞纸表面凹凸不平而形成的胶层进行修平,同时,多余的胶水经过刮刀的斜面进入到储胶槽内,在
通过输送组件回收到料槽内重新使用,上述操作能够减少瓦楞纸的表面的胶层不平整,也可能导致两个瓦楞纸在压合时,凸起的胶层会被挤出瓦楞纸外侧,导致胶水的浪费的情况发生,提高了涂胶质量,同时也能够对多余的胶水进行回收再利用,降低了生产成本。
8.优选的,所述输送组件包括水泵和输送管,所述水泵安装于所述机罩的内壁,所述水泵的进液口通过所述输送管与所述储胶槽连通,所述水泵的出液口通过所述输送管与所述料槽连通。
9.通过采用上述技术方案,启动水泵,水泵的进液口通过输送管将储胶槽内的胶水抽出,水泵的出液口再通过输送管将胶水送入至料槽,实现了胶水的回收。
10.优选的,所述刮刀设置有多道引流槽,多道所述引流槽沿所述刮刀的长度方向间隔设置,所述引流槽一端的槽口与所述刮刀的边缘平齐,所述引流槽另一端的槽口与所述储胶槽连通。
11.通过采用上述技术方案,引流槽起到导向作用,刮刀与胶层相对运动后,在刮刀与胶层相互挤压的作用下,多余的胶水沿引流槽进入到储胶槽内,进而更加便于胶水的收集。
12.优选的,所述储胶槽的槽底的远离所述输送管的一端自靠近所述输送管的一端呈向下倾斜设置。
13.通过采用上述技术方案,储胶槽的槽底的远离所述输送管的一端自靠近所述输送管的一端呈向下倾斜设置,以加快胶水流向输送管的速率,提高胶水的回收速率。
14.优选的,所述机罩内还设置有回收组件,所述回收组件包括回收板和回收槽,所述回收板和所述回收槽 安装于所述机罩内部,所述回收槽位于所述回收板的侧下方,所述回收板的侧壁与较低的所述涂胶辊的表面贴合,所述回收板靠近所述涂胶辊的一侧朝向靠近所述回收板的一侧呈向下倾斜设置,所述水泵的进液口通过所述输送管与所述回收槽连通。
15.通过采用上述技术方案,两根涂胶辊未对瓦楞纸进行夹持时,位于上方的涂胶辊的胶水由于重力原因会滴落到下方的涂胶辊表面,下方的涂胶辊转动时,涂胶辊与回收板相对运动,以使回收板刮落涂胶辊表面的胶水,被刮落的胶水沿回收板落入到回收槽内,再通过水泵和输送管的配合抽送回料槽,实现了胶水的回收。
16.优选的,所述立板的内部设置有空腔,所述空腔位于所述储胶槽的上方,所述空腔内设置有加热棒。
17.通过采用上述技术方案,储胶槽内的胶水需要通过一定时间的积压后,再通过输送组件进行输送,加热棒能够对位于储胶槽内的胶水进行加热,以减少胶水因静置时间过久而产生凝结的情况发生,提高了该涂胶装置的工作稳定性。
18.优选的,所述立板背向所述涂胶辊的侧壁还设置有加热室,所述加热室与所述空腔连通,所述加热室的底部开设有多个气孔,所述气孔位于瓦楞纸的上方。
19.通过采用上述技术方案,加热棒在空腔内产生的多余的热量流入到加热室内,再通过加热室上的气孔流出至涂覆有胶层的瓦楞纸的表面,以对瓦楞纸进行加热,提高了胶水与瓦楞纸结合程度,同时,也能对加热棒产出的热量进行充分利用,间接节约了瓦楞纸的生产成本。
20.优选的,所述加热室的内部设置有风机,所述风机的风口朝向所述气孔,所述加热室的顶部开设有供气体流通的通孔。
21.通过采用上述技术方案,启动风机,在通孔的作用下,风机产生气流,加快了加热室内热气的流出,提高了瓦楞纸板的烘干程度。
22.优选的,所述气孔的下孔径小于自身的上孔径。
23.通过采用上述技术方案,气孔的下孔径小于自身的上孔径,以使热气从气孔流出至瓦楞纸表面时能够更为集中,加热效果更好。
24.优选的,所述机罩的内壁设置有隔热板,所述隔热板位于所述涂胶辊和所述修平组件之间,所述机罩内壁还设置有多块保温板,多块所述保温板围绕所述修平组件和所述加热室设置。
25.通过采用上述技术方案,隔热板将机罩内部分为两个工作区,减少两个工作区之间的相互影响,其中多块保温板围绕所述修平组件和加热室设置,以减少该区域温度的流失,提高该装置对瓦楞纸烘干工作的稳定性。
26.综上所述,本技术包括以下至少一种有益技术效果:1. 瓦楞纸涂胶完成后,瓦楞纸经过刮刀,刮刀将多胶区域的胶水填补至少胶的区域,刮刀对因瓦楞纸表面凹凸不平而形成的胶层进行修平,同时,多余的胶水经过刮刀的斜面进入到储胶槽内,在通过输送组件回收到料槽内重新使用,上述操作能够提高了涂胶质量,同时也能够对多余的胶水进行回收再利用,降低了生产成本;2. 储胶槽的槽底的远离所述输送管的一端自靠近所述输送管的一端呈向下倾斜设置,以加快胶水流向输送管的速率,提高胶水的回收速率;3. 储胶槽内的胶水需要通过一定时间的积压后,再通过输送组件进行输送,加热棒能够对位于储胶槽内的胶水进行加热,以减少胶水因静置时间过久而产生凝结的情况发生,提高了该涂胶装置的工作稳定性。
附图说明
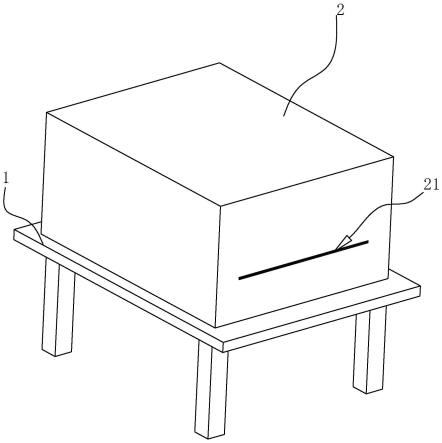
27.图1是本技术实施例的整体结构示意图。
28.图2是本技术实施例的剖视图。
29.图3是图2中a部分的放大示意图。
30.图4是图2中b部分的放大示意图。
31.附图标记说明:1、机台;11、承载架;111、涂胶辊;112、驱动电机;113、料槽;2、机罩;21、进料口;22、出料口;23、隔热板;3、修平组件;31、立板;311、储胶槽;312、空腔;313、加热棒;32、刮刀;321、引流槽;4、加热室;41、气孔;42、风机;43、通孔;5;输送管;6、回收组件;61、回收板;62、回收槽。
具体实施方式
32.以下结合附图1-4对本技术作进一步详细说明。
33.本技术实施例公开一种瓦楞纸箱自动涂胶装置。参照图1和图2,一种瓦楞纸箱自动涂胶装置包括机台1和机罩2,机台1架设于地面,机罩2固定于机台1的上表面,机罩2的下表面呈开口设置,机罩2呈长方体状设置,机罩2的两端分别开设有进料口21和出料口22,进料口21和出料口22供瓦楞纸穿过,需要说明的是瓦楞纸传输通过机罩2的动力源来自于该涂胶装置的前后工序的动力设备的牵引。
34.参照图2和图3,此外,机罩2的顶部内壁和机台1的上表面均安装有承载架11,两个承载架11沿竖直方向间隔设置,两个承载架11上均转动承载有涂胶辊111,两根涂胶辊111夹持瓦楞纸,两个承载架11的侧壁均安装有驱动电机(图中未示出),驱动电机的输出轴与涂胶辊111同轴固定,在驱动电机的驱动下,两根涂胶辊111能够发生转动。同时,位于上方的承载架11的上表面安装有料槽113,料槽113内装盛有胶水,料槽113的底部固定有多个喷胶头(图中未示出),多个喷胶头沿涂胶辊111的长度方向间隔排布,喷胶头与料槽113连通,喷胶头位于较高的涂胶辊111的上方,喷胶头能够将料槽113内的胶水喷射至位于上方的涂胶辊111的表面,瓦楞纸通过进料口21进入到机罩2内部,喷胶头将料槽113内的胶水滴落于较高的涂胶辊111表面,瓦楞纸经过涂胶辊111时,涂胶辊111对瓦楞纸进行涂胶,位于下方的涂胶辊111则起到承载辅助作用。
35.进一步的,机罩2内还设置有修平组件3,修平组件3位于涂胶辊111后方,具体的,修平组件3包括立板31和刮刀32,立板31垂直固定于机罩2的顶部内壁,刮刀32垂直固定于立板31朝向涂胶辊111的一面,刮刀32呈倾斜设置,刮刀32较高的一侧边与立板31贴合,且刮刀32的底面与瓦楞纸的上表面贴合,立板31的侧壁开设有储胶槽311,储胶槽311的槽口位于刮刀32的顶部边缘,储胶槽311与料槽113之间设置有输送组件。
36.具体的,瓦楞纸涂胶完成后,瓦楞纸经过刮刀32,刮刀32将多胶区域的胶水填补至少胶的区域,刮刀32对因瓦楞纸表面凹凸不平而形成的胶层进行修平,同时,多余的胶水经过刮刀32的斜面进入到储胶槽311内,在通过输送组件回收到料槽113内重新使用,上述操作能够减少瓦楞纸的表面的胶层不平整,也可能导致两个瓦楞纸在压合时,凸起的胶层会被挤出瓦楞纸外侧,导致胶水的浪费的情况发生,提高了涂胶质量,同时也能够对多余的胶水进行回收再利用,降低了生产成本。
37.进一步的,刮刀32的表面开设有多道引流槽321,引流槽321沿刮刀32的长度方向间隔设置,引流槽321一端的槽口与刮刀32的边缘平齐,引流槽321另一端的槽口与储胶槽311连通。引流槽321起到导向作用,刮刀32与胶层相对运动后,在刮刀32与胶层相互挤压的作用下,多余的胶水沿引流槽321进入到储胶槽311内,进而更加便于胶水的收集。
38.同时,储胶槽311的槽底的远离输送组件的一端自靠近输送组件的一端呈向下倾斜设置,储胶槽311的槽底的远离输送组件的一端自靠近输送组件的一端呈向下倾斜设置,以加快胶水流向输送组件的速率,提高胶水的回收速率。
39.此外,立板31的内部设置有空腔312,空腔312位于储胶槽311的上方,空腔312内安装有加热棒313,加热棒313产出热量,以使空腔312内温度提高,同时也能使得储胶槽311内的温度提高,储胶槽311内的胶水需要通过一定时间的积压后,再通过输送组件进行输送,由于加热棒313能够对位于储胶槽311内的胶水进行加热,以减少胶水因静置时间过久而产生凝结的情况发生,提高了该涂胶装置的工作稳定性。
40.进一步的,立板31背向涂胶辊111的侧壁还设置有加热室4,在本实施例中,加热室4由呈水平设置的板状结构形成,板状结构通过焊接方式固定于立板31的侧壁,同时,加热室4与空腔312连通,加热室4的底部开设有多个气孔41,多个气孔41呈矩阵排布,气孔41位于瓦楞纸的上方,加热棒313在空腔312内产生的多余的热量流入到加热室4内,再通过加热室4上的气孔41流出至涂覆有胶层的瓦楞纸的表面,以对瓦楞纸进行加热,提高了胶水与瓦楞纸结合程度,同时,也能对加热棒313产出的热量进行充分利用,间接节约了瓦楞纸的生
产成本。
41.此外,加热室4的顶部内壁安装有多个风机42,多个风机42呈矩阵排布,多个风机42的风口朝向气孔41,对应的,加热室4的顶部开设有供气体流通的通孔43,且气孔41的下孔径小于自身的上孔径。
42.启动风机42,在通孔43的作用下,风机42产生气流,加快了加热室4内热气的流出,提高了瓦楞纸板的烘干程度,同时,气孔41的下孔径小于自身的上孔径,以使热气从气孔41流出至瓦楞纸表面时能够更为集中,加热效果更好。
43.此外,机罩2的内壁设置有隔热板23,隔热板23通过螺丝与机罩2固定,隔热板23位于涂胶辊111和修平组件3之间,机罩2内壁还设置有多块保温板,保温板通过螺丝与机罩2固定,多块保温板围绕修平组件3和加热室4设置,隔热板23将机罩2内部分为两个工作区,涂胶辊111和输送组件位于其中一个工作区,修平组件3和加热室4则位于另一个工作区,隔热板23能够减少两个工作区之间的相互影响,其中多块保温板围绕修平组件3和加热室4设置,以减少该区域温度的流失,提高该装置对瓦楞纸烘干工作的稳定性。
44.具体的,输送组件包括水泵(图中未示出)和输送管5,水泵通过螺栓固定于机罩2的内侧壁,水泵安装于机罩2的内壁,水泵的进液口通过输送管5与储胶槽311连通,水泵的出液口通过输送管5与料槽113连通。在本实施例中,输送管5采用耐热性和柔韧性较好的软管。
45.启动水泵,水泵的进液口通过输送管5将储胶槽311内的胶水抽出,水泵的出液口再通过输送管5将胶水送入至料槽113,实现了胶水的回收。
46.参照图2和图 4,进一步的,机罩2内还设置有回收组件6,回收组件6包括回收板61和回收槽62,回收板61和回收槽62安装于位于下方的承载架11上,回收槽62位于回收板61的侧下方,回收板61的侧壁与较低的涂胶辊111的表面贴合,回收板61靠近涂胶辊111的一侧朝向靠近回收板61的一侧呈向下倾斜设置,水泵的进液口通过输送管5与回收槽62连通。
47.具体的,两根涂胶辊111未对瓦楞纸进行夹持时,位于上方的涂胶辊111的胶水由于重力原因会滴落到下方的涂胶辊111表面,下方的涂胶辊111转动时,涂胶辊111与回收板61相对运动,以使回收板61刮落涂胶辊111表面的胶水,被刮落的胶水沿回收板61落入到回收槽62内,再通过水泵和输送管5的配合抽送回料槽113,实现了胶水的回收。
48.本技术实施例一种瓦楞纸箱自动涂胶装置的实施原理为:瓦楞纸通过进料口21进入到机罩2内部,喷胶头将料槽113内的胶水滴落于较高的涂胶辊111表面,瓦楞纸经过涂胶辊111时,涂胶辊111对瓦楞纸进行涂胶,瓦楞纸涂胶完成后,瓦楞纸经过刮刀32,刮刀32将多胶区域的胶水填补至少胶的区域,刮刀32对因瓦楞纸表面凹凸不平而形成的胶层进行修平,同时,多余的胶水经过刮刀32的斜面进入到储胶槽311内,在通过输送组件回收到料槽113内重新使用,上述操作能够减少瓦楞纸的表面的胶层不平整,也可能导致两个瓦楞纸在压合时,凸起的胶层会被挤出瓦楞纸外侧,导致胶水的浪费的情况发生,提高了涂胶质量,同时也能够对多余的胶水进行回收再利用,降低了生产成本。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1