用于回收烯烃共聚物排放气中有效组分的装置和方法与流程
1.本发明属于聚合物制备技术领域,具体涉及一种用于回收烯烃共聚物排放气中有效组分的装置和方法。
背景技术:
2.烯烃共聚物是指由多种聚合单体(小分子烯烃,如乙烯、丙烯、1-丁烯、1-戊烯、1-辛烯等)经过加聚反应形成的高分子化合物,烯烃共聚物一般由两种或两种以上的烯烃单体加聚反应得到,常见的有乙烯与1-丁烯共聚物,乙烯与1-辛烯共聚物,丙烯与1-辛烯共聚物等。经过长期发展,烯烃共聚物的聚合工艺已经较为成熟,常见的聚合工艺包括气相聚合、淤浆聚合、溶液聚合、本体聚合等。以烯烃共聚物弹性体为例,使用的轻组分单体(轻组分单体指的是碳原子数小于或等于4的烯烃)为乙烯或丙烯,重组分共聚单体(重组分共聚单体指的是碳原子数大于或等于8的α烯烃)为1-辛烯,1-癸烯等。
3.无论是以上何种聚合工艺,烯烃共聚物的生产过程都需解决排放气的处理这一共性问题。在烯烃共聚物反应催化剂体系日趋成熟的当下,聚合过程的单程转化率仍是有限的,未参与反应的烯烃单体离开反应釜后,需作为循环气增压后返回反应釜继续反应,以保证最终加聚反应的高单体转化率。高分子的加聚反应是一个复杂的过程,在循环气的循环过程中,会出现惰性气(如反应副产物,以及烯烃加氢反应的乙烷、丙烷等1-6个碳原子的小分子烷烃、氮气等)的富集现象。惰性气在反应釜内的富集,对反应釜氢气的分压控制会有显著影响,而反应釜氢气的分压控制是烯烃共聚物的分子量调控的主要手段。为了避免惰性气的富集,烯烃共聚物的聚合工艺中通常需要将一部分的循环气作为排放气处理。通常的烃类组分浓度占排放气总量的5~40%,排放气所含的乙烯、丙烯量约占烯烃共聚物产量的0.4~1%左右。早期的烯烃共聚物装置,排放气一般通入火炬系统燃烧,这会造成大量烯烃单体的浪费,火炬燃烧过程中还会带来环境污染等问题。因此,排放气中的有效组分(乙烯、丙烯等单体以及己烷等溶剂)的回收,不但可以明显降低装置单耗,提升经济效益,还能减少对环境带来的污染问题。
4.随着对环保与装置经济效益的要求,烯烃共聚物排放气的处理手段得到了长足发展,目前烯烃共聚物装置常采用变压吸附(简称psa)、膜分离、压缩冷凝、深冷法等手段处理排放气,但这些方法的有效组分回收率、能耗、投资差异较大,实际使用中存在各种问题。
5.如专利号为zl201110225097.2的中国发明专利《高低压吸附处理聚烯烃尾气工艺流程》(授权公告号为cn102389682b)公开了一种处理聚乙烯、聚丙烯生产过程中产生的高压和低压烯烃共聚物排放气的方法,该方法采用变压吸附工艺流程,使用包括至少4座装填有吸附剂的精制床,每座精制床依次经历低压吸附、高压吸附、顺放1、浓缩、抽真空、真空清洗充压等步骤。该方法通过变压吸附可实现烃类与氮气、氢气的分离,然而该方法无法实现烯烃与烷烃的分离,回收得到的富烃气体只能送至裂解厂回收处理或是冷凝回收,无法参与循环反应。
6.又如专利号为zl200910038599.7的中国发明专利《一种聚乙烯装置尾气完全回收
利用的方法》(授权公告号为cn101530711b)公开了一种聚乙烯装置排放气完全回收利用的方法,该方法采用膜分离技术与变压吸附技术的结合。该工艺将来自聚乙烯装置高压凝液罐后的排放气送入膜分离回收系统,回收一定的乙烯与共聚单体(丁烯、己烯、辛烯)与诱导冷凝剂(异戊烷、己烷)返回至循环压缩机入口,然后将经过膜分离的排放气通入变压吸附系统吸附烃类组分,得到氢气与氮气作为装置吹扫气使用,变压吸附系统在真空条件下脱附得到富烃气体作为燃料气燃烧。该方法可以实现烃类的回收,但是用于参与循环反应的烃类回收比例有限,仍有大量的烃类作为燃料消耗。
技术实现要素:
7.本发明所要解决的第一个技术问题是针对现有技术的现状,提供一种用于回收烯烃共聚物排放气中有效组分的装置,以提高有效组分回收效率的同时,还能使有效组分直接参与共聚物的循环反应。
8.本发明所要解决的第二个技术问题是提供一种采用上述装置回收烯烃共聚物排放气中有效组分的方法。
9.本发明解决上述第一个技术问题所采用的技术方案为:一种用于回收烯烃共聚物排放气中有效组分的装置,包括有:
10.轻组分分离塔,其顶部具有供带有轻组分单体的尾气输出的出口端;
11.重组分分离塔,其顶部具有供带有重组分共聚单体的介质输出的出口端;
12.其特征在于还包括有:
13.排放气吸收单元,其第一入口端与所述轻组分分离塔的出口端相连通,其第二入口端与所述重组分分离塔的出口端相连通;
14.至少两级闪蒸罐,分别为第一级闪蒸罐、第二级闪蒸罐,其中第一级闪蒸罐的入口端与所述排放气吸收单元的出口端相连通,第一级闪蒸罐底部的出口端与所述第二级闪蒸罐的入口端相连通,所述第二级闪蒸罐底部的出口端与所述轻组分分离塔相连通;
15.分离器,用于分离出气相组分中的轻组分单体,且其入口端与所述第二级闪蒸罐顶部的出口端相连通,其出口端连接至共聚物反应单元或轻组分分离塔的出口管线上。
16.如此,重组分共聚单体作为吸收剂在排放气吸收单元内可有效吸收轻组分分离塔排放的轻组分单体,并经过一级闪蒸后去除聚合过程中产生的不凝气(如氮气、氢气),经过二级闪蒸以及分离器分离后能高效去除烷烃,得到有效的轻组分单体,从而降低了烯烃共聚物装置的原料单耗,提高了经济效益。且从分离器输出的组分能直接参与共聚物的循环反应。
17.优选地,所述排放气吸收单元为高压混合器或气相吸收塔或两者的组合。所述高压混合器、气相吸收塔均为现有技术。
18.优选地,所述轻组分分离塔的出口端与排放气吸收单元之第一入口端之间的连接管线上依次设有气体压缩机和第一加热器,所述气体压缩机位于第一加热器的上游;
19.所述重组分分离塔的出口端与排放气吸收单元之第二入口端的连接管线上依次设有加压泵和第二加热器,所述加压泵位于第二加热器的上游。
20.气体压缩机的出口压力为2.7~3.1mpa(a)。
21.优选地,所述轻组分分离塔的出口端与排放气吸收单元之第一入口端之间的连接
管线上还设有回流罐,该回流罐位于气体压缩机的上游,且回流罐顶部的出口端与气体压缩机的入口端相连通,回流罐中部的入口端一与所述轻组分分离塔顶部的出口端相连通,回流罐中部的入口端二与所述分离器的出口端相连通,回流罐底部的出口端与所述轻组分分离塔上部的入口端相连通;
22.同时,所述气体压缩机的出口端连接有循环管线,该循环管线连接至共聚物反应单元。
23.在上述各方案中,优选地,所述分离器为具有分离膜的膜分离器,且所述分离膜被布置成仅供轻组分单体通过。
24.优选地,所述分离器的入口端与第二级闪蒸罐顶部的出口端之间的连接管线上设有第一减压阀;所述第一级闪蒸罐顶部的出口端连接的管线上设有第二减压阀。
25.本发明解决上述第二个技术问题所采用的技术方案为:一种采用如上所述的装置回收烯烃共聚物排放气中有效组分的方法,其特征在于步骤如下:
26.一、将轻组分分离塔之出口端输出的带有轻组分单体的尾气、重组分分离塔之出口端输出的带有重组分共聚单体的介质在排放气吸收单元内进行混合,使得介质中的重组分共聚单体作为吸收剂来吸收尾气中的轻组分单体,其中,记进入排放气吸收单元的尾气为第一物流,进入排放气吸收单元的介质为第二物流,第一物流、第二物流的质量流量比为1:2.1~1:3.3,排放气吸收单元的操作压力为2.7~3.0mpa(a),操作温度为240~270℃;
27.二、从所述排放气吸收单元的出口端输出的流体进入第一级闪蒸罐进行一级闪蒸,一级闪蒸后的气相组分作为排气放空,一级闪蒸后的液相组分进入第二级闪蒸罐进行二级闪蒸,二级闪蒸后的气相组分进入分离器,从分离器之出口端输出所需的有效组分,二级闪蒸后的液相组分输送至上述的轻组分分离塔,其中上述一级闪蒸的压力为0.4~0.6mpa(a),二级闪蒸的压力为0.15~0.25mpa(a)。
28.上述压力单位中mpa(a)中的“a”指的是绝对压力。
29.优选地,所述轻组分单体为碳原子数为2~4的烯烃;所述重组分共聚单体为碳原子数大于或等于8的烯烃。
30.优选地,所述轻组分单体为乙烯;所述重组分共聚单体为1-辛烯。
31.与现有技术相比,本发明的优点在于:通过在现有的轻组分分离塔、重组分分离塔的基础上增设排放气吸收单元、至少两级闪蒸罐以及分离器,使得重组分共聚单体作为吸收剂在排放气吸收单元内可有效吸收轻组分分离塔排放的轻组分单体,并经过一级闪蒸后去除聚合过程中产生的不凝气(如氮气、氢气),经过二级闪蒸以及分离器分离后能高效去除烷烃,得到有效的轻组分单体,从而降低了烯烃共聚物装置的原料单耗,提高了经济效益。且从分离器输出的组分能直接参与共聚物的循环反应。
附图说明
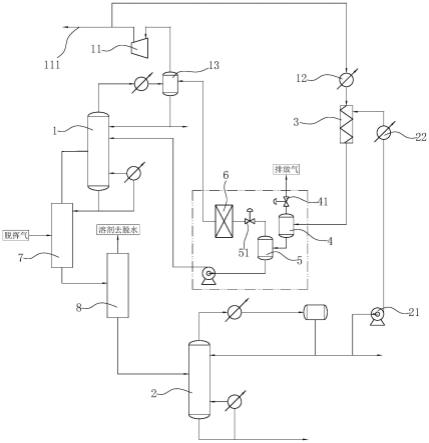
32.图1为本发明实施例1的结构示意图;
33.图2为本发明实施例4的结构示意图。
具体实施方式
34.以下结合附图实施例对本发明作进一步详细描述。
35.实施例1:
36.如图1所示,为本发明的用于回收烯烃共聚物排放气中有效组分的装置和方法的优选实施例1,该装置包括有轻组分分离塔1、重组分分离塔2、排放气吸收单元3、闪蒸罐以及分离器6。
37.其中,轻组分分离塔1顶部具有供带有轻组分单体的尾气输出的出口端。
38.重组分分离塔2顶部具有供带有重组分共聚单体的介质输出的出口端。
39.本实施例中,同现有技术,轻组分分离塔1的底部依次通过初级分离系统7、溶剂分离系统8后与重组分分离塔2相连。
40.排放气吸收单元3为高压混合器,其第一入口端与轻组分分离塔1的出口端相连通,其第二入口端与重组分分离塔2的出口端相连通。其中,轻组分分离塔1的出口端与排放气吸收单元3之第一入口端之间的连接管线上依次设有回流罐13、气体压缩机11和第一加热器12,气体压缩机11位于第一加热器12的上游,并位于回流罐13的下游,回流罐13顶部的出口端与气体压缩机11的入口端相连通,回流罐13中部的入口端一与轻组分分离塔1顶部的出口端相连通,回流罐13底部的出口端与轻组分分离塔1上部的入口端相连通。同时,气体压缩机11的出口端连接有循环管线111,该循环管线111连接至共聚物反应单元。上述重组分分离塔2的出口端与排放气吸收单元3之第二入口端的连接管线上依次设有加压泵21和第二加热器22,加压泵21位于第二加热器22的上游。
41.上述闪蒸罐有两级,分别为第一级闪蒸罐4、第二级闪蒸罐5,其中第一级闪蒸罐4的入口端与排放气吸收单元3的出口端相连通,第一级闪蒸罐4顶部的出口端连接的管线上设有第二减压阀41,第一级闪蒸罐4底部的出口端与第二级闪蒸罐5的入口端相连通,第二级闪蒸罐5底部的出口端与轻组分分离塔1相连通。
42.上述分离器6为具有分离膜的膜分离器,且分离膜被布置成仅供轻组分单体通过。分离器6的入口端与第二级闪蒸罐5顶部的出口端相连通,且连通管线上设有第一减压阀51;分离器6的出口端与上述回流罐13中部的入口端二相连通。
43.第二减压阀41减压至0.5mpa(a),第一级闪蒸罐顶部的出口端排出的排放气可进入火炬系统燃烧处理。
44.第一减压阀51减压至0.23mpa(a)。
45.采用本实施例的装置回收烯烃共聚物排放气中有效组分的方法步骤如下:
46.一、将轻组分分离塔1之出口端输出的带有轻组分单体(为乙烯)的尾气(温度为30℃,压力为0.2mpa(a))、重组分分离塔2之出口端输出的带有重组分共聚单体(为1-辛烯)的介质分别各自升压、加热后在排放气吸收单元3内进行混合,使得介质中的重组分共聚单体作为吸收剂来吸收尾气中的轻组分单体,其中,记进入排放气吸收单元3的尾气为第一物流,进入排放气吸收单元3的介质为第二物流,第一物流的流量为1873kg/h,第二物流的流量为3933.3kg/h,排放气吸收单元3的操作压力为2.7mpa(a),操作温度为244℃;
47.二、从排放气吸收单元3的出口端输出的流体进入第一级闪蒸罐4进行一级闪蒸,一级闪蒸后的气相组分作为排气放空,一级闪蒸后的液相组分进入第二级闪蒸罐5进行二级闪蒸,二级闪蒸后的气相组分进入分离器6,从分离器6之出口端输出所需的有效组分,二级闪蒸后的液相组分输送至上述的轻组分分离塔1,其中上述一级闪蒸的压力为0.5mpa(a),二级闪蒸的压力为0.23mpa(a)。
48.本实施例的结果如下表1所示,其中,表中的“入口尾气”指的是第一物流;“回收轻烃气”指的是从分离器6的出口端输出的物流;“排放气”指的是从第一级闪蒸罐4顶部的出口端排出的物流;“回收液”指的是从第二级闪蒸罐5底部的出口端输出的物流。
49.表1
[0050][0051][0052]
本发明在原有烯烃共聚物装置上引入了排放气吸收单元3与闪蒸分离单元(如图1中点划线框所限定出的部件)。基于相似相溶原理,选择重组分共聚单体1-辛烯作为吸收剂可有效吸收排放尾气(即第一物流)中的单体乙烯。乙烯的液相吸收本质上属于物理吸收过程,提高乙烯的气相分压,就是增加传质推动力,而低温有利于提高乙烯溶解度,选取低温高压的操作条件,有利于吸收尾气的有效组分。
[0053]
本发明涉及的几种组分的临界压力、临界温度、沸点数据如下表2所示:
[0054]
表2
[0055]
[0056]
本发明中,排放气吸收单元3的操作温度高于乙烯、丙烯、正己烷的临界温度,低于1-辛烯的临界温度,操作压力高于1-辛烯的临界压力,又低于乙烯、丙烯、正己烷的临界压力。尾气中的有效组分与吸收剂均处于亚临界状态,有效组分无法液化,吸收剂无法气化。在亚临界状态下,乙烯、丙烯等分子扩散性能显著增强,传质速度加快,相比其他常规的吸收单元操作,预期可取得良好的吸收效果。
[0057]
本发明优选1-辛烯作为吸收剂,除了对乙烯的溶解性好之外,还在于其高沸点(122-123℃)、难气化,若使用沸点较低的吸收剂(如己烷),经过闪蒸分离,吸收剂大量气化,将严重降低分离效果,从而降低分离操作的经济性。
[0058]
本发明选用两级闪蒸,目的在于最大程度回收排放气中的有效组分(乙烯、己烷),经过一级闪蒸去除装置生产过程中积聚的不凝气(氮气、氢气),二级闪蒸再由分离器6高效去除烷烃,从而降低了烯烃共聚物装置的原料单耗,提高了经济效益。
[0059]
实施例2:
[0060]
本实施例与实施例1基本相同,区别在于方法参数不同,本实施例中,步骤一的第二物流的流量为5244.4kg/h,且本实施例的结果如下表3所示:
[0061]
表3
[0062][0063]
实施例3:
[0064]
本实施例与实施例1基本相同,区别在于方法参数不同,本实施例中,步骤一中的排放气吸收单元3的操作压力为2.9mpa(a),操作温度为248℃;第二物流的流量为5244.4kg/h,且本实施例的结果如下表4所示:
[0065]
表4
[0066][0067]
对以上实施例1~3进行分析,结果如下:
[0068] 烃类回收率%排放气流量kg/h实施例178.071341.9实施例284.131305.76实施例389.251285.53
[0069]
从上述三个实施例可以看出,本发明的重组分共聚单体回收排放气有效组分的方法能够实现排放气有效组分的高效回收,同时无需引入非反应体系的介质,烃类的回收量很高,节省了能耗投资,降低了反应的单耗。
[0070]
实施例4:
[0071]
如图2所示,为本发明的用于回收烯烃共聚物排放气中有效组分的装置和方法的优选实施例4,本实施例与实施例1基本相同,区别在于本实施例中排放气吸收单元3为气相吸收塔。本实施例的结果如下表5所示:
[0072]
表5
[0073][0074]
实施例5:
[0075]
本实施例与实施例1基本相同,区别在于本实施例中,排放气吸收单元3为高压混合器、气相吸收塔的组合,两者相串联,第一物流与第二物流先进入高压混合器内进行一次吸收,再进入气相吸收塔内进行二次吸收,二次吸收后的物流进行后续的闪蒸处理,且高压混合器内的压力为3.1mpa(a),操作温度为263℃;气相吸收塔内的压力为3.0mpa(a),略低于高压混合器内的压力,气相吸收塔内的操作温度为262℃。本实施例的结果如下表6所示:
[0076]
表6
[0077]
[0078][0079]
实施例6:
[0080]
本实施例与实施例1基本相同,区别在于方法参数不同,本实施例中,步骤一中的排放气吸收单元3的操作压力为3.0mpa(a),操作温度为270℃;步骤二中一级闪蒸的压力为0.4mpa(a),二级闪蒸的压力为0.15mpa(a)。本实施例的结果如下表7所示:
[0081]
表7
[0082]
[0083][0084]
实施例7:
[0085]
本实施例与实施例1基本相同,区别在于方法参数不同,本实施例中,步骤一中的排放气吸收单元3的操作压力为2.8mpa(a),操作温度为240℃;步骤二中一级闪蒸的压力为0.6mpa(a),二级闪蒸的压力为0.25mpa(a)。本实施例的结果如下表8所示:
[0086]
表8
[0087][0088][0089]
对以上实施例3~7进行分析,结果如下:
[0090] 烃类回收率%排放气流量kg/h实施例389.251285.53实施例473.521356.2实施例586.671306.7实施例674.271360.8实施例779.181328.2
[0091]
从上述实施例3~7可以看出,本发明的重组分共聚单体回收排放气有效组分的方法能够实现排放气有效组分的高效回收,同时无需引入非反应体系的介质,烃类的回收量很高,节省了能耗投资,降低了反应的单耗。尤其是实施例5采用气相吸收塔与高压混合器组合的方式,可使用较实施例3更少的重组分吸收单体的条件下实现较高的烃类回收率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1