扣件预涂快速调机装置及系统的制作方法
1.本实用新型涉及一种扣件加工装置,尤指一种能够自动控制涂布膜厚的扣件预涂快速调机装置及系统。
背景技术:
2.在以喷涂装置进行扣件(例如螺丝)表面涂布加工时,相同规格需求之涂布膜厚误差需在10%以内,以达成高质量的要求。一般来说,喷涂装置有入粉料口,入粉料口上设有闸口可以调整入粉料量。入粉料量与喷涂时的风量影响成品的涂布膜厚。为了控制涂布膜厚的误差,喷涂装置另设有电荷耦合组件(ccd)来判定成品的膜厚。现有技术中,在电荷耦合组件判别膜厚后,人员手动调整闸口以改变入粉料量,进而调整膜厚至误差范围内。
3.然而,此一作法具有下列缺点:
4.第一,需仰赖人员的经验进行调整,若是经验不足的人员调整时,需花费较多调机时间。并且,即便是经验丰富的人员也需要多次调整才能有效控制成品质量,而无法快速调整。
5.第二,无法实时反馈,人员需随时注意喷涂状况,并需一直重复调整。并且,无法实时在线调整参数,即便在喷涂过程中膜厚超出误差范围时也无法立即调整,必须停机进行调整。
技术实现要素:
6.有鉴于前述现有技术的缺点及不足,本实用新型提供一种扣件预涂快速调机装置及系统,其能自动控制入粉料量,因此不需要人员手动调整,也不需要停机而可以在运转中调整。
7.为达到上述的创作目的,本实用新型所采用的技术手段为设计一种扣件预涂快速调机装置,其中包含:
8.一喷涂管,其包含
9.一汇流管部,其具有一前端及一后端;
10.一喷嘴部,其形成于该汇流管部的该前端,且连通于该汇流管部;一送料管部,其设于该汇流管部的壁面上,且位于该前端与该后端之间,并且连通于该汇流管部;
11.一入料管部,其设于该送料管部的壁面上,且连通于该送料管部;一入风管部,其设于该汇流管部的壁面上,且位于该前端与该后端之间,并且连通于该汇流管部;
12.一送料螺杆,其穿设于该送料管部内,且具有一外环面及一送料螺槽;该外环面抵近于该送料管部的内环面;该送料螺槽形成于该外环面上,且径向向内凹陷,并且螺旋延伸;该送料螺槽连通于该入料管部以及该汇流管部。
13.为达到上述的创作目的,本实用新型所采用的技术手段为设计一种扣件预涂快速调机系统,其中包含:
14.一喷涂管,其包含
15.一汇流管部,其具有一前端及一后端;
16.一喷嘴部,其形成于该汇流管部的该前端,且连通于该汇流管部;一送料管部,其设于该汇流管部的壁面上,且位于该前端与该后端之间,并且连通于该汇流管部;
17.一入料管部,其设于该送料管部的壁面上,且连通于该送料管部;一入风管部,其设于该汇流管部的壁面上,且位于该前端与该后端之间,并且连通于该汇流管部;
18.一送料螺杆,其穿设于该送料管部内,且具有一外环面及一送料螺槽;该外环面抵近于该送料管部的内环面;该送料螺槽形成于该外环面上,且径向向内凹陷,并且螺旋延伸;该送料螺槽连通于该入料管部以及该汇流管部;
19.一控制单元;
20.一驱动装置,其电连接于该控制单元,且能传动该送料螺杆;
21.一电荷耦合组件,其电连接于该控制单元。
22.本实用新型的优点在于,通过送料螺杆穿设于送料管部内,且送料螺杆的外环面抵近于送料管部的内环面,并且送料螺槽螺旋延伸且连通于入料管部以及汇流管部,粉料可由入料管部进入至送料螺槽内,并且能随着送料螺杆转动而被送料螺槽推送至汇流管部内。入风管部可以连接于稳定气流源,由此当粉料被送至汇流管部后,可以被气流吹往喷嘴部喷出。本实用新型可以利用送料螺槽的螺距以及送料螺杆的转速来控制送入汇流管部内的粉料量。具体来说,由于送料螺槽的螺距为固定故只需要控制送料螺杆的转速,并且在电荷耦合组件判别后将讯号传递至控制单元,控制单元随之控制驱动装置调整送料螺杆的转速。如此一来,本实用新型可依照电荷耦合组件侦测膜厚而自动调整螺杆转速,达到精确控粉功效,故不需要人员手动调整,也不需要停机就可以在运转中调整。
23.进一步而言,所述的扣件预涂快速调机装置,进一步包含一冷却套管,其套设于该送料管部上,且具有一入液孔及一出液孔;该冷却套管与该送料管部之间形成有一液体流道;该液体流道连通于该入液孔及该出液孔。
24.进一步而言,所述的扣件预涂快速调机装置,该汇流管部的该后端上形成有一进气口。
25.进一步而言,所述的扣件预涂快速调机装置,在该汇流管部的该后端至该前端的方向上,该入风管部位于该送料管部的前方。
26.进一步而言,所述的扣件预涂快速调机装置,该入风管部与该送料管部分别位于该汇流管部相对于轴心的两侧上。
附图说明
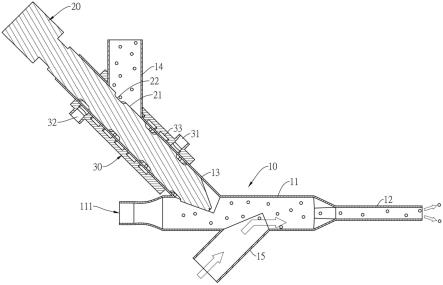
27.图1为本实用新型的扣件预涂快速调机装置的立体外观图。
28.图2为本实用新型的扣件预涂快速调机装置的组件分解图。
29.图3为本实用新型的扣件预涂快速调机装置的侧视剖面图。
30.图4为本实用新型的扣件预涂快速调机系统的示意图。
具体实施方式
31.以下配合图式及本实用新型较佳实施例,进一步阐述本实用新型为达成预定创作目的所采取的技术手段。
32.请参考图1及图2,本实用新型的扣件预涂快速调机装置包含一喷涂管10、一送料螺杆20及一冷却套管30。
33.请参考图2及图3,喷涂管10包含一汇流管部11、一喷嘴部12、一送料管部13、一入料管部14及一入风管部15。汇流管部11具有一前端及一后端。喷嘴部12形成于汇流管部11的前端,且连通于汇流管部11。送料管部13设于汇流管部11的壁面上,且位于前端与后端之间,并且连通于汇流管部11。入料管部14设于送料管部13的壁面上,且连通于送料管部13。入风管部15设于汇流管部11的壁面上,且位于前端与后端之间,并且连通于汇流管部11。
34.在本实施例中,汇流管部11的后端上形成有一进气口111。此外,在汇流管部11的后端至前端的方向上,入风管部15位于送料管部13的前方。也就是说,相较之下入风管部15连接于汇流管部11上较靠近前端的位置,而送料管部13连接于汇流管部11上较靠近后端的位置。并且,入风管部15与送料管部13分别位于汇流管部11相对于轴心的两侧上,换言之入风管部15与送料管部13是在汇流管部11的圆周上相对于圆心的位置。上述入风管部15、送料管部13以及汇流管部11的连接配置可以产生文氏管效应。利用文氏管效应,粉料下料处会产生真空,使粉料强制吹向喷嘴。
35.请参考图2及图3,送料螺杆20穿设于送料管部13内,且具有一外环面21及一送料螺槽22。外环面21抵近于送料管部13的内环面。送料螺槽22形成于外环面21上,且径向向内凹陷,并且螺旋延伸。送料螺槽22连通于入料管部14以及汇流管部11。
36.冷却套管30套设于送料管部13上,且具有一入液孔31及一出液孔32。冷却套管30与送料管部13之间形成有一液体流道33。液体流道33连通于入液孔31及出液孔32。冷却液(例如水)可以从入液孔31进入液体流道33,流经送料管部13的外壁面带走热能,再由出液孔32流出。透过温度控制,可以避免送料螺杆20运转时摩擦产生的温度,以及粉料因摩擦升温而熔融。
37.请参考图3及图4,本实用新型的扣件预涂快速调机系统除了前述的喷涂管10、送料螺杆20及冷却套管30外,另包含一控制单元40、一驱动装置50及一电荷耦合组件60。驱动装置50电连接于控制单元40(例如计算机),且能传动送料螺杆20。驱动装置50可以是可程序马达(伺服马达)。电荷耦合组件60电连接于控制单元40。
38.运转时,电荷耦合组件60侦测喷涂成品的膜厚,并将数据传送至控制单元40,控制单元40再调整驱动装置50传动送料螺杆20的速度,进而控制粉料量以达到自动调整喷涂膜厚的功效。
39.本实用新型的优点在于,通过送料螺杆20穿设于送料管部13内,送料螺杆20的外环面21抵近于送料管部13的内环面,以及送料螺槽22螺旋延伸且连通于入料管部14以及汇流管部11,粉料可由入料管部14进入至送料螺槽22内,并且能随着送料螺杆20转动而被送料螺槽22推送至汇流管部11内。入风管部15可以连接于稳定气流源,由此当粉料被送至汇流管部11后,可以被气流吹往喷嘴部12喷出。本实用新型可以利用送料螺槽22的螺距以及送料螺杆20的转速来控制送入汇流管部11内的粉料量。具体来说,由于送料螺槽22的螺距为固定故只需要控制送料螺杆20的转速,并且在电荷耦合组件60判别后将讯号传递至控制单元40,控制单元40随之控制驱动装置50调整送料螺杆20的转速。如此一来,本实用新型可依照电荷耦合组件60侦测膜厚而自动调整螺杆转速,达到精确控粉功效,故不需要人员手动调整,也不需要停机就可以在运转中调整。
40.以上所述仅是本实用新型的较佳实施例而已,并非对本实用新型做任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何所属技术领域中具有通常知识者,在不脱离本实用新型技术方案的范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1