一种用于催化剂载体的涂覆系统的制作方法
1.本实用新型涉及浆料涂覆设备技术领域,具体涉及一种用于催化剂载体的涂覆系统。
背景技术:
2.蜂窝状陶瓷载体催化剂作为机动车尾气净化装置的核心部件,承担着整个催化净化反应的关键作用,其制备工艺以及制备手段直接关系到整个净化装置的净化效率。陶瓷载体催化剂的制备一般需要在载体表面进行催化活性浆料的涂覆。
3.现有厂家采用手工涂覆的方式,手工涂覆是将载体整个浸入浆料中,用压缩空气吹去余料,属于常压涂覆而不是负压涂覆,涂覆后需要用抹布擦去周围浆料,再经烘干、焙烧等步骤,制成成品,根据实际需要,可进行二次涂覆。
4.上述人工涂覆存在的缺点是:产品一致性差,涂层厚度不均匀,有时会出现堵孔,而且浆料会把部分气孔封闭在载孔道内,在烘干、焙烧或使用过程中,气泡受热膨胀会使涂层松动或脱落,进而影响催化剂的性能。此外,人工涂覆消耗的催化剂量大,成本高。
技术实现要素:
5.为了解决上述背景技术中存在的问题,本实用新型提供一种用于催化剂载体的涂覆系统,其采用负压涂覆方式快速对催化剂载体涂覆浆料,涂覆速度快,涂层厚度均匀,提高了成品的性能和良品率,而且多工位的设置可同时对多个催化剂载体进行加工处理,生产效率高。
6.为了实现上述目的,本实用新型采用以下技术方案:
7.本实用新型提供一种用于催化剂载体的涂覆系统,包括转盘,所述转盘的转轴与凸轮分度机构驱动连接,所述转盘顶端周缘呈放射状均匀设置有多个用于放置催化剂载体的工位,所述转盘外侧依次环绕设置有用于上料装置、负压涂覆装置和下料装置;
8.所述负压涂覆装置包括给料机构、灌浆斗、顶升抽气机构和抽吸管,所述灌浆斗和所述抽吸管分别位于所述转盘上工位的上下两侧,所述灌浆斗与所述给料机构相连通,所述顶升抽气机构与所述抽吸管连接,在所述顶升抽气机构作用下,所述催化剂载体两端分别与所述灌浆斗和所述抽吸管端部密封对接,所述抽吸管远离所述转盘一端与所述抽真空机构相连通。
9.进一步地改进在于,所述转盘外侧还设置有检测装置,所述检测装置位于所述负压涂覆装置和下料装置之间。
10.进一步地改进在于,所述检测装置包括依次设置的背压检测装置和堵孔率检测装置。
11.通过设置检测装置,可以检测涂覆浆料后的载体的堵孔率,进一步检测载体的吸附能力,提高载体的性能和良品率。
12.进一步地改进在于,所述背压检测装置包括加压机、漏斗和测压装置,所述加压机
和所述测压装置对称设置在所述转盘上工位的上下两侧,所述加压机上连接设有漏斗,所述测压装置带动位于所述工位上的催化剂载体向上移动,所述催化剂载体两端分别与所述漏斗和所述测压装置形成密封结构。
13.工作时,测压装置上移,其与漏斗配合顶住催化剂载体并形成密封结构,通过加压机向向漏斗中提供恒定压力气体,通过测压装置检测内部气体压力,根据催化剂载体上下压差,检测背压值。
14.进一步地改进在于,所述堵孔率检测装置包括设置于所述转盘上工位的上下两侧的光源和测光装置,所述测光装置与所述光源信号连接。
15.工作时,通过测光装置测试位于催化剂载体下方的光点面积,从而确定催化剂载体的堵孔率。
16.进一步地改进在于,所述转盘外侧还设置有两个称重装置,两个所述称重装置分别位于所述上料装置与所述负压涂覆装置、所述负压涂覆装置和所述检测装置之间。
17.进一步地改进在于,所述称重装置包括用于对所述工位上的催化剂载体进行拍照的相机和用于对所述工位上的催化剂载体进行称重的称重装置。
18.通过设置两个称重装置,一个用于涂覆浆料前,用于扫码确定产品编号并对产品称重记录产品自重,一个用于涂覆浆料后,用于扫码确定是否为同一件产品,并对涂覆浆料后的载体进行二次称重,计算出涂覆的浆料的重量及总重量,以确定产品是否合格。
19.进一步地改进在于,所述转盘外侧还设有二次抽真空装置,所述二次抽真空装置位于所述负压涂覆装置和所述称重装置之间,且所述二次抽真空装置与所述抽真空机构相连通。
20.二次抽真空装置用于将催化剂载体内残留的浆料抽出,并贯通其内部通道。
21.进一步地改进在于,所述下料装置旁侧设有喷码装置。
22.通过喷码装置,对加工好的催化剂载体喷上所需标志(如产品检测数据、合格标记或二维码等),然后再经下料装置进行下料处理。
23.与现有技术相比,本实用新型具有如下有益效果:
24.本实用新型中通过转盘与凸轮分度机的配合,在转盘顶端设置多个工位,并在转盘外侧依次环绕设置上料装置、负压涂覆装置和下料装置,能够同时对多个催化剂记载进行加工处理(包括对催化剂载体的上料处理、催化剂浆料涂覆处理、已涂覆浆料的下料处理),生产效率高;通过负压涂覆装置中给料机构、灌浆斗、顶升抽气机构和抽吸管,在顶升机构的作用下,催化剂载体两端分别与灌浆斗和抽吸管端部密封对接,防止涂覆过程中浆料泄漏,通过给料机构和抽真空机构的配合,在催化剂载体内形成负压,使得浆料快速通过并附着在催化剂载体内孔道的孔壁上,涂覆速度快,涂层厚度均匀,良品率高。
附图说明
25.下面结合附图与具体实施例对本实用新型作进一步详细说明。
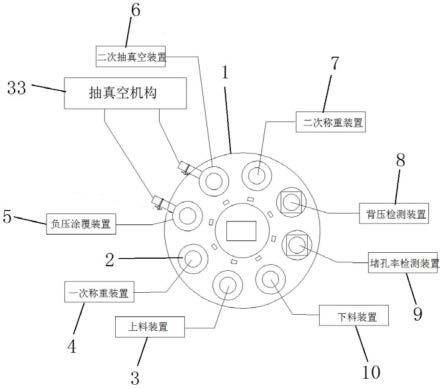
26.图1为本实用新型中用于催化剂载体的涂覆系统的整体结构示意图;
27.图2为本实用新型中负压涂覆装置的整体结构示意图;
28.图3为本实用新型中给料机构处的结构示意图;
29.图4为本实用新型中顶升机构处于初始状态下的结构示意图;
30.图5为本实用新型中顶升机构处于工作状态下的结构示意图;
31.其中,具体附图标记为:转盘1,工位2,上料装置3,一次称重装置4,负压涂覆装置 5,二次抽真空装置6,二次称重装置7,背压检测装置8,堵孔率检测装置9,下料装置10,给料机构11,工作架12,伺服电机13,缸体14,丝杆15,活塞板16,浆料供给槽17,第一控制阀门18,花洒19,第二控制阀门20,升降驱动装置21,升降架22,安装板23,弹性件24,灌浆斗25,第二环形密封圈26,顶升机构27,工装盘28,环形凹槽29,催化剂载体 30,抽吸管31,第一环形密封圈32,抽真空机构33。
具体实施方式
32.本实用新型的实施例公开了一种用于催化剂载体的涂覆系统,如图1所示,包括转盘1,转盘1的转轴与凸轮分度机构驱动连接,转盘1顶端周缘呈放射状均匀设置有多个用于放置催化剂载体30的工位2,本实施例中转盘1上设有八个工位2,每45
°
为一个分度,对应的,转盘1外侧依次环绕设置有用于上料装置3、一次称重装置4、负压涂覆装置5、二次抽真空装置6、二次称重装置7、背压检测装置8、堵孔率检测装置9、下料装置10。
33.上料装置3用于将催化剂载体30逐个放置在对应的工位2上,其可采用现有技术中具有上料功能的结构组件。
34.一次称重装置4和二次称重装置7的结构相同,其包括用于对工位2上的催化剂载体30 进行拍照的相机和用于对工位2上的催化剂载体30进行称重的称重装置。一次称重装置4用在涂覆浆料前,用于扫码确定产品编号并对产品称重记录产品自重,二次称重装置7用在涂覆浆料后,用于扫码确定是否为同一件产品,并对涂覆浆料后的载体进行二次称重,计算出涂覆的浆料的重量及产品总重量,以确定产品是否合格。
35.如图2所示,负压涂覆装置5包括给料机构11、灌浆斗25、顶升机构27和抽吸管31,灌浆斗25和抽吸管31分别位于转盘1上工位2的上下两侧,灌浆斗25与给料机构11相连通,灌浆斗25远离转盘1一侧通过弹性件24与安装板23连接,安装板23与升降架22连接,升降架22与升降驱动装置21相连接,升降驱动装置21带动升降架22上下移动,顶升机构27与抽吸管31连接,在顶升机构27作用下,催化剂载体30两端分别与灌浆斗25和抽吸管 31端部密封对接,抽吸管31远离转盘1一端及二次抽真空装置6均与抽真空机构33相连通,二次抽真空装置6用于将催化剂载体30内残留的浆料抽出,并贯通其内部通道。
36.如图3所示,给料机构11包括安装于工作架12上的伺服电机13和缸体14,缸体14中盛放有浆液,伺服电机13的输出端连接丝杆15,丝杆15另一端连接活塞板16,伺服电机 13带动丝杆15转动,丝杆15通过丝杆螺母带动活塞板16在缸体14内进行前后移动,推动缸体14中的浆液进入花洒19中,缸体14远离活塞板16的一端通过管路连接浆料供给槽17,管路上安装有第一控制阀门18,缸体14远离活塞板16的一端还通过软管连接花洒19,花洒 19安装在升降架22上,且花洒19与灌浆斗25顶端的进料口正对设置,软管上安装有第二控制阀门20。工作时,关闭第二控制阀门20,打开第一控制阀门18,启动伺服电机13带动丝杆15转动,让活塞板16随之移动后退收缩后立即停止,让浆料供给槽17中的浆料进入缸体14中,之后关闭第一控制阀门18,打开第二控制阀门20,再启动伺服电机13,伺服电机 13带动丝杆15转动,活塞板16随之移动推动缸体14的浆料依次进入软管和花洒19中,花洒19中的浆料通过灌浆斗25进入至催化剂载体30中。因伺服电机13转动角度可控,通过带动丝杆15使活
塞板16行程可控,活塞板16推动浆液移动,所以控制伺服电机13能使浆料经缸体14进入花洒19中的输出量可方便设定调整,设定后输出量可处于每次固定相等的状态,避免过多过少影响载体的质量,从而控制好产品的一致性和良品率。
37.如图4和图5所示,顶升机构27可选用现有技术中具有线性移动功能的结构组件,各工位2上均活动嵌设有工装盘28,催化剂载体30活动安装至工装盘28内部,工装盘28底端开设有环形凹槽29,抽吸管31端部活动插设至环形凹槽29内,且抽吸管31端部外侧设有与环形凹槽29相配合的第一环形密封圈32,在环形凹槽29和第一环形密封圈32的配合作用下,便于抽吸管31端部与工装盘28的对接和密封连接,使用时,顶升机构27带动抽吸管 31移动,直至抽吸管31端部外侧的第一环形密封圈32与工装盘28底端的环形凹槽29配合并密封,灌浆斗25的出料端内侧壁上设有与催化剂载体30端部外侧相配合的第二环形密封圈26,通过设置第二环形密封圈26,保证了催化剂载体30端部与灌浆斗25端部的对准连接后的密封性。
38.灌浆斗25朝向催化剂载体30一侧内壁设有倾斜导向面,其可引导催化剂载体30端部进入至灌浆斗25内部,实现了催化剂载体30一端与灌浆斗25端部的快速对准密封,倾斜导向面的倾斜角度为30-45度。灌浆斗25远离催化剂载体30一侧的内壁为锥形结构。通过设置,灌浆斗25采用先锥度、后直线的结构,直线区域的外形尺寸接近催化剂载体30尺寸,减少挂浆,使得浆料能最快速度均铺于载体上表面,而且使得涂覆的平面度更好;另外,灌浆斗25采用先锥度的结构,使得灌浆斗25进料端的尺寸不至于过小,以避免浆液溅出的问题;若灌浆斗25全部为直线,为避免浆料溅出,会减小进料面积,使的浆料不能第一时间全覆盖于催化剂载体30上表面,浆料在催化剂载体30上表面需要更长蠕动时间来等待均铺,在此期间更容易出现气泡和浆料下渗,影响涂覆效果及涂覆效率。
39.工作时,通过工装盘28与转盘1配合,限定催化剂载体30的位置,通过升降驱动装置 21带动升降架22和灌浆斗25向下移动,可快速调整灌浆斗25与催化剂载体30之间的距离,再通过顶升机构27带动抽吸管31移动,将催化剂载体30两端分别与灌浆斗25和抽吸管31 快速对准密封,灌浆斗25、催化剂载体30、工装盘28及抽吸管31形成相互连通及相互密封的结构,防止浆液泄露,提升抽吸效果,提高载体涂覆质量及生产速度。
40.抽真空机构33可采用现有技术中具有抽真空功能的结构组件。
41.背压检测装置8包括加压机、漏斗和测压装置,加压机和测压装置对称设置在转盘1上工位2的上下两侧,加压机上连接设有漏斗,测压装置带动位于工位2上的催化剂载体30向上移动,催化剂载体30两端分别与漏斗和测压装置形成密封结构。工作时,测压装置上移,其与漏斗配合顶住催化剂载体30并形成密封结构,通过加压机向漏斗中提供恒定压力气体,通过测试装置检测内部气体压力,根据催化剂载体30上下压差,检测背压值。
42.堵孔率检测装置9包括设置于转盘1上工位2的上下两侧的光源和测光装置,测光装置与光源信号连接。工作时,通过测光装置测试位于催化剂载体30下方的光点面积,从而确定催化剂载体30的堵孔率。
43.通过背压检测装置8和堵孔率检测装置9配合使用,可以检测涂覆浆料后的载体的堵孔率,进一步检测载体的吸附能力,提高载体的性能和良品率。
44.下料装置10旁侧还设有喷码装置,通过喷码装置,对加工好的催化剂载体30喷上所需标志(如产品检测数据、合格标记或二维码等),然后再经下料装置10进行下料处理。
45.综上,本实用新型中通过转盘1与凸轮分度机的配合,在转盘1顶端设置多个工位2,并在转盘1外侧依次环绕设置多个加工处理装置,能够同时对多个催化剂记载进行加工处理,生产效率高;通过负压涂覆装置5中给料机构11、灌浆斗25、顶升机构27和抽吸管31,在顶升机构27的作用下,催化剂载体30两端分别与灌浆斗25和抽吸管31端部密封对接,防止涂覆过程中浆料泄漏,通过给料机构11和抽真空机构33的配合,在催化剂载体30内形成负压,使得浆料快速通过并附着在催化剂载体30内孔道的孔壁上,涂覆速度快,涂层厚度均匀,良品率高;通过检测装置,可以检测涂覆浆料后载体的堵孔率,进一步检测载体的吸附能力,提高载体的性能和良品率。
46.以上应用了具体个例对本实用新型进行阐述,只是用于帮助理解本实用新型,并不用以限制本实用新型。对于本实用新型所属技术领域的技术人员,依据本实用新型的思想,还可以做出若干简单推演、变形或替换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1