轨道交通齿轮磨齿加工用真空过滤系统的制作方法
1.本实用新型涉及轨道交通齿轮技术领域,特别是涉及一种轨道交通齿轮磨齿加工用真空过滤系统。
背景技术:
2.通常轨道交通传动系统上所使用的齿轮为中、大模数的齿轮,这些齿轮的特点是大模数,大齿距,大齿高。同时,在工艺过程中,轨道交通上使用的齿轮还具有热处理变形难以控制,磨齿加工精度要求高(通常为国标5~6级左右),齿轮表面质量要求严等特点。
3.由于轨道交通齿轮的大齿距及大齿高的特点,在齿轮磨齿加工时,常常出现齿形表面有拉伤、拉毛等质量问题。经过研究分析,这些问题的根本原因是在磨齿加工时磨削油中所含高硬度金属或非金属颗粒物过多所造成的。
4.大模数齿轮的磨齿加工是齿轮精加工的最后一道工序,也是齿轮工件成品质量保证的最重要一道工序。大多数磨齿加工所用的磨齿机都配备有磨削油过滤系统。在磨齿加工时,磨削油需具有良好的润滑性来保证工件表面的粗糙度及优良的冷却性来防止齿轮表面出现烧伤问题;同时,磨削油还需要经过高精度的过滤系统装置来确保磨削油中金属及非金属颗粒物大小及含量低于一定的水平,这样才能保证大齿轮齿形表面没有拉伤、拉毛等问题。
5.目前市场上与数控磨齿机配套的过滤系统按照过滤精度来分类大约有三类:预分离过滤设备、通用型滤带过滤设备、定频抽吸式滤带过滤设备等。
6.对于高精度的磨齿机来说,常选用定频抽吸式滤带过滤装置来进行磨削油的过滤。定频抽吸式滤带过滤装置主要是依靠过滤泵的抽吸,增加了污油透过滤带的能力,同时被隔离在滤带上的微小颗粒等杂物形成滤饼,参与过滤。
7.现有磨齿机过滤装置使用过滤泵或恒定频率真空泵来使净油箱(负压室)形成一定的负压;由于真空度一定,通常情况下该负压的大小是恒定的。在过滤装置运行过程中,随着滤饼的厚度不断地变厚,磨削油穿透过滤带及滤饼的能力逐渐减弱。当滤饼到达一定厚度后,该段过滤带就会被移走,下一段过滤带就参与到过滤过程中。
8.可以这样理解,由于真空度的大小决定了选用过滤带的过滤精度大小及形成滤饼的厚度大小,这样就造成了磨削油中大部分微小颗粒(100微米)不能被过滤掉的。因此,对于大模数齿轮来讲,当磨削加工时,磨削油中的微小颗粒物就会对齿形表面的质量长生影响,造成拉毛、拉伤等问题。
技术实现要素:
9.本实用新型主要解决的技术问题是提供一种轨道交通齿轮磨齿加工用真空过滤系统采用变频真空泵,根据污油液位的高低,自动调节真空泵的频率,加大滤饼的厚度,能够很好地过滤掉磨齿油所含30微米以上的高硬度金属或非金属颗粒物,提高了过滤精度,减少了磨削油中微小颗粒的含量,满足了客户需求,解决了齿形表面拉毛、拉伤等质量问
题。
10.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种轨道交通齿轮磨齿加工用真空过滤系统,包括:净油箱、污油箱、以及设于净油箱和污油箱之间对脏的磨削油进行过滤的过滤机构,所述过滤机构包括一环形过滤带,该环形过滤带的上部为过滤区域,环形过滤带所缠绕的区域形成了滤腔,环形过滤带与脏的过滤油相接触的一侧形成过滤面,脏的磨削油流经环形过滤带后进入滤腔,过滤面隔离污物颗粒形成滤饼,
11.还包括真空泵和过滤泵,所述真空泵的输入端与滤腔内部连通,通过真空泵提高滤腔内的负压,所述过滤泵与滤腔内部滤液部分连通,通过过滤泵将滤腔内干净的磨削油送入至净油箱。
12.在本实用新型一个较佳实施例中,所述过滤区域具有磨削油入口,污油箱内脏的磨削油通过输送泵和磨削油入口进入过滤区域内。
13.在本实用新型一个较佳实施例中,所述环形过滤带与水平面呈倾斜布置,环形过滤带包括过滤段和干燥段,其中设于过滤区域内与过滤液相接触的部分为过滤段,设于过滤区域内且不与过滤液相接触的部分为干燥段。
14.在本实用新型一个较佳实施例中,还包括一进给驱动电机,该进给驱动电机与环形过滤带连接用于驱动环形过滤带运动。
15.在本实用新型一个较佳实施例中,还包括一张紧轴,所述环形过滤带绕设与张紧轴上,通过张紧轴调节环形过滤带的张紧程度。
16.在本实用新型一个较佳实施例中,所述真空泵为变频真空泵,变频真空泵的使用频率为50-60hz。
17.在本实用新型一个较佳实施例中,所述变频真空泵的使用频率为60hz。
18.在本实用新型一个较佳实施例中,还包括刷除装置和冲洗装置,该刷除装置和冲洗装置设于环形过滤带上。
19.在本实用新型一个较佳实施例中,还包括一供给泵,通过该供给泵将净油箱内干净的磨削油送入主机。
20.本实用新型的有益效果是:本实用新型轨道交通齿轮磨齿加工用真空过滤系统采用变频真空泵,根据污油液位的高低,自动调节真空泵的频率,加大滤饼的厚度,能够很好地过滤掉磨齿油所含30微米以上的高硬度金属或非金属颗粒物,提高了过滤精度,减少了磨削油中微小颗粒的含量,满足了客户需求,解决了齿形表面拉毛、拉伤等质量问题。
附图说明
21.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
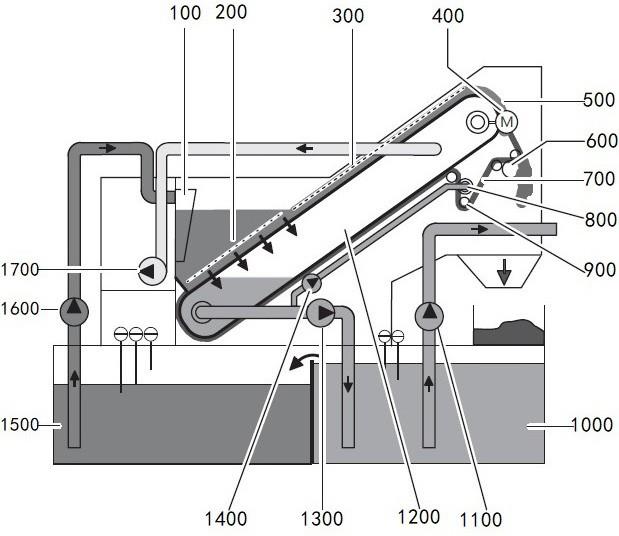
22.图1是本实用新型的轨道交通齿轮磨齿加工用真空过滤系统一个较佳实施例的结构示意图;
23.附图中各部件的标记如下:100、磨削油入口,200、过滤段,300、干燥段,400、进给驱动电机,500、滤饼,600、刷除装置,700、环形过滤带,800、冲洗装置,900、张紧轴,1000、净
油箱,1100、供给泵,1200、滤腔,1300、过滤泵,1400、冲洗介质泵,1500、污油箱,1600、输送泵,1700、变频真空泵。
具体实施方式
24.下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
25.请参阅图1,本实用新型实施例包括:
26.一种轨道交通齿轮磨齿加工用真空过滤系统,包括:净油箱1000、污油箱1500、以及设于净油箱1000和污油箱1500之间对脏的磨削油进行过滤的过滤机构。
27.具体地,所述过滤机构包括一个环形过滤带700,该环形过滤带700的上部为过滤区域,环形过滤带700的内部形成了滤腔1200,环形过滤带700与脏的过滤油相接触的一侧形成过滤面,脏的磨削油流经环形过滤带700后进入滤腔1200,过滤面隔离污物颗粒形成滤饼500。
28.所述过滤区域具有磨削油入口100,污油箱1500内脏的磨削油通过输送泵1600和磨削油入口100进入过滤区域内。
29.所述环形过滤带700与水平面呈倾斜布置,环形过滤带700包括过滤段200和干燥段300,其中设于过滤区域内与过滤液相接触的部分为过滤段200,设于过滤区域内且不与过滤液相接触的部分为干燥段300。
30.所述环形过滤带700上设有进给驱动电机400和张紧轴900,通过该进给驱动电机400驱动环形过滤带700运动;环形过滤带700绕设于张紧轴900上,通过张紧轴900调节环形过滤带700的张紧程度。
31.所述环形过滤带700上还设有刷除装置600和冲洗装置800,刷除装置600与冲洗装置800都安装于环形过滤带700的废料出口处,通过刷除装置600和冲洗装置800对污物颗粒进行刷除冲洗。
32.优选地,刷除装置600为圆柱形硬质毛刷,其外径为120mm,该圆柱形硬质毛刷的长度与环形过滤带宽度相当。
33.优选地,冲洗装置800是圆柱形金属管,该圆柱形金属管长度与环形过滤带宽度相当,其管身部匀布有小孔。该圆柱形金属管通过一输送管道与净油管道连通,在输送管道上设有一冲洗介质泵1400,通过冲洗介质泵1400和输送管道将带有一定压力的净油从圆柱形金属管的小孔喷射而出。
34.优选地,本实用新型的环形过滤带为74微米的环形过滤带。
35.本实用新型的真空过滤系统还包括真空泵和过滤泵1300:
36.所述真空泵的输入端与滤腔1200内部连通,通过真空泵提高滤腔1200内的负压;所述过滤泵1300与滤腔1200内部滤液部分连通,通过过滤泵1300将滤腔1200内干净的磨削油送入至净油箱。
37.优选地,本实用新型的真空泵为变频真空泵1700,变频真空泵1700的使用频率为50-60hz。优选地,所述变频真空泵1700的使用频率为60hz。
38.本实用新型的真空过滤系统还包括一供给泵1100,通过供给泵1100将净油箱内干净的磨削油送入主机。
39.本实用新型轨道交通齿轮磨齿加工用真空过滤系统的工作过程为:
40.污油箱1500通过环形过滤带700与滤腔1200内部的负压室连通,含有杂质的磨削液进入污油箱后,过滤泵1300开始工作,抽吸负压室干净的油液;
41.过滤面隔离杂物形成滤饼500,当滤饼500越来越厚,液体的透过能力降低从而在滤腔1200内形成负压,增加液体透过力,使污磨削油透过环形过滤带700进入负压室,形成干净的磨削油,具体过程为:
42.首先磨削油通过磨削油入口100流入滤腔1200上部的过滤区域,变频真空泵1700在滤腔1200中产生负压,脏的磨削油流经环形过滤带700进入滤腔1200,这样污物颗粒就沉淀下来,这是通过过滤面上的压力差形成了一个滤饼500充当过滤介质并阻挡最小的污物颗粒;
43.随着滤饼厚度不断增加,过滤面的渗透性降低,液位逐渐上升,设定最高允许的液位高度在25-30cm之间,该液位高度为此时变频真空泵的功效就体现出来;
44.随着变频真空泵1700的频率(通常设定频率为60hz)提高,进给驱动电机主轴转速变大,则变频真空泵1700的吸气功率也随着频率的提高而提高,则滤腔1200中的负压也逐渐提高,因而滤饼500的厚度比选用定频真空泵时的滤饼的厚度要高,进而过滤装置的过滤精度也随之提高;
45.只要液位达到设定的液位高度,变频真空泵1700入口处的减压阀就会打开,环形过滤带700进给被激活;脏的磨削油可通过环形过滤带700的未使用区域流出,通过过滤面的体积流量再次升高;过滤泵1300将清洁过的净磨削油送入净油箱1000内。
46.本实用新型通过按需调控过滤泵1300与变频真空泵1700能够确保过滤过程安静稳定。
47.采用变频真空泵后,因其电机的工作频率可调节,依据公式:n=60f/p ,频率由低变高时,转速由小变大,则滤腔内的真空度在频率达到60赫兹时达到最大。由此,滤饼厚度可以比频率在50赫兹时大,则过滤精度就相对提高。
48.本实用新型轨道交通齿轮磨齿加工用真空过滤系统的有益效果是:
49.采用变频真空泵,根据污油液位的高低,自动调节真空泵的频率,加大滤饼的厚度,能够很好地过滤掉磨齿油所含30微米以上的高硬度金属或非金属颗粒物,提高了过滤精度,减少了磨削油中微小颗粒的含量,满足了客户需求,解决了齿形表面拉毛、拉伤等质量问题。
50.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1