VIP板生产线自动上料系统的制作方法
vip板生产线自动上料系统
技术领域
1.本实用新型涉及建筑保温材料技术领域,尤其涉及一种vip板生产线自动上料系统。
背景技术:
2.真空隔热板(vacuum insulation panel,以下简称:vip板)是真空保温材料中的一种,是由填充芯材与真空保护表层复合而成,它有效地避免空气对流引起的热传递,因此导热系数可大幅度降低,被广泛的应用于工业生产以及建筑行业。vip板中的填充芯材通常由多种粉末原料混合压实形成(如中国专利公开号cn 102505765 a公开的保温板芯料的装粉压实工艺和设备),然后,再在填充芯材的外表面包裹真空保护表层(如中国专利公开号cn 106113532 a真空保温板折边一体机、真空保温板生产线及生产方法)。对于填充芯材而言,目前生产线普遍采用人工投料、配料、混料,操作繁琐,操作人员劳动强度大,配比精度低,成品率和生产效率低。如何设计一种自动精确配料以降低操作人员劳动强度低并提高配料精确性的技术是本实用新型所要解决的技术问题。
技术实现要素:
3.本实用新型提供一种vip板生产线自动上料系统,通过vip板生产线自动上料系统自动输送配比粉料,实现自动精确配料以降低操作人员劳动强度低并提高配料精确性。
4.为达到上述目的,本实用新型采用如下技术方案:
5.本实用新型提供了一种vip板生产线自动上料系统,包括:气相二氧化硅送料组件、硅灰送料组件、玻璃纤维送料组件、混料组件和储料组件;
6.所述气相二氧化硅送料组件包括气相二氧化硅料仓、气相二氧化硅气动插板阀、第一气相二氧化硅输送机、气相二氧化硅提升机和第二气相二氧化硅输送机,所述气相二氧化硅气动插板阀设置在所述气相二氧化硅料仓的底部,所述第一气相二氧化硅输送机设置在所述气相二氧化硅气动插板阀上,所述气相二氧化硅提升机设置在所述第一气相二氧化硅输送机上,所述第二气相二氧化硅输送机设置在所述气相二氧化硅提升机上;
7.所述硅灰送料组件包括硅灰料仓、硅灰气动插板阀、第一硅灰输送机、硅灰提升机和第二硅灰输送机,所述硅灰气动插板阀设置在硅灰料仓的底部,所述第一硅灰输送机设置在所述硅灰气动插板阀上,所述硅灰提升机设置在所述第一硅灰输送机上,所述第二硅灰输送机设置在所述硅灰提升机上;
8.所述玻璃纤维送料组件包括玻璃纤维料仓、玻璃纤维气动插板阀和玻璃纤维输送机,所述玻璃纤维气动插板阀设置在所述玻璃纤维料仓的底部,所述玻璃纤维输送机设置在所述玻璃纤维气动插板阀上;
9.所述混料组件包括混料仓、第一称重传感器、第一混料气动插板阀、混料机、第二混料气动插板阀、混料输送机和混料提升机,所述第一称重传感器和所述第一混料气动插板阀设置在所述混料仓,所述混料机设置在所述混料仓上,所述第二混料气动插板阀设置
在所述混料机上,所述混料输送机设置在所述第二混料气动插板阀上,所述混料提升机设置在所述混料输送机上;
10.所述储料组件包括第一储料输送机、第二储料输送机、第三储料输送机、第一储料气动插板阀、第二储料气动插板阀、第二称重传感器、储料驱动电机、第一储料仓和第二储料仓,所述第二储料输送机和所述第三储料输送机设置在第一储料输送机上,所述第一储料仓设置在所述第二储料输送机上,所述第二储料仓设置在所述第三储料输送机上,所述第一储料仓和所述第二储料仓的顶部分别设置有第一储料气动插板阀,所述第一储料仓和所述第二储料仓的底部分别设置有第二储料气动插板阀,所述第一储料仓和所述第二储料仓上分别设置有所述第二称重传感器;
11.其中,所述第二气相二氧化硅输送机、所述玻璃纤维输送机和所述第二硅灰输送机设置在所述混料仓上,所述第一储料输送机设置在所述混料提升机上。
12.进一步的,所述第一气相二氧化硅输送机的前端部通过管道设置在所述气相二氧化硅气动插板阀上,所述第一气相二氧化硅输送机的后端部设置在所述气相二氧化硅提升机的下端部,所述气相二氧化硅提升机的上端部设置在所述第二气相二氧化硅输送机的前端部。
13.进一步的,所所述第一硅灰输送机的前端部通过管道设置在所述硅灰气动插板阀上,所述第一硅灰输送机的后端部设置在所述硅灰提升机上的下端部上,所述硅灰提升机的上端部设置在所述第二硅灰输送机的前端部。
14.进一步的,所述玻璃纤维输送机的前端部通过管道设置在所述玻璃纤维气动插板阀上。
15.进一步的,所述第二气相二氧化硅输送机的后端部、所述第二硅灰输送机的后端部和所述玻璃纤维输送机的后端部分别通过管道设置在所述混料仓的上端部。
16.进一步的,所述第一混料气动插板阀设置在所述混料仓的下端部,所述混料机的上端通过管道设置在所述第一混料气动插板阀上,所述第二混料气动插板阀设置在所述混料机的出料口上,所述混料输送机的前端部通过管道设置在所述第二混料气动插板阀的下方,所述混料提升机的下端部设置在所述混料输送机的后端部。
17.进一步的,所述第一储料输送机的后端部设置在所述混料提升机的上端部,所述第二储料输送机的后端部和所述第三储料输送机的后端部通过管道分别设置在所述第一储料输送机的前端部和后端部,所述第一储料仓通过管道设置在所述第二储料输送机的后端部和前端部,所述第二储料仓分别通过管道设置在所述第三储料输送机的中端部和前端部。
18.进一步的,所述气相二氧化硅料仓、所述硅灰料仓、所述玻璃纤维料仓、所述混料仓、所述第一储料仓和所述第二储料仓均采用自清洁式料仓;
19.所述自清洁式料仓包括仓体、主轴、螺旋板、刮刀和驱动电机,所述主轴竖向布置并可转动地设置在所述仓体中,所述驱动电机与所述主轴传动连接,所述螺旋板围绕所述主轴螺旋布置,所述主轴上还设置有连接杆,所述刮刀设置在所述连接杆上并贴靠在所述仓体的内壁上。
20.进一步的,所述第一气相二氧化硅输送机、所述第二气相二氧化硅输送机、所述第一硅灰输送机、所述第二硅灰输送机、所述玻璃纤维输送机、所述混料输送机、所述第一储
料输送机、所述第二储料输送机和所述第三储料输送机均采用螺旋输送机。
21.进一步的,所述气相二氧化硅提升机、所述硅灰提升机和所述混料提升机均采用斗式提升机。
22.本实用新型的技术方案相对现有技术具有如下技术效果:通过设置在气相二氧化硅料仓上的气相二氧化硅气动插板阀,便于控制气相二氧化硅的流出和气相二氧化硅的运输,通过设置第一气相二氧化硅输送机和气相二氧化硅提升机,便于气相二氧化硅运输到混料仓,通过设置在硅灰料仓上的硅灰气动插板阀,便于控制硅灰的流出和硅灰的运输,并通过第一硅灰输送机、硅灰提升机和第二硅灰输送机,便于硅灰运输到混料仓,通过设置在玻璃纤维料仓上的玻璃纤维气动插板阀,便于控制玻璃纤维的流出和玻璃纤维的运输,设置在混料仓上的第一称重传感器,能够精确的称量投料的重量,进而精确的控制气相二氧化硅、硅灰和玻璃纤维依次按比例地进入混料仓,从而实现物料的配比精度高,通过设置在混料仓上的混料驱动电机和第一混料气动插板阀,便于混料的流出和混料的运输,混料仓中的物料进一步的输送至下方的混料机,以通过混料机对三种物料进行充分的混合,混合后的物料混料输送机和混料提升机输送,以使得混料输送到第一储料输送机上,再通过第一储料输送机上的第二储料输送机和第三储料输送机对应的将物料输送到第一储料仓和第二储料仓中存储使用,通过vip板生产线自动上料系统自动输送配比粉料,实现自动精确配料以降低操作人员劳动强度低并提高配料精确性。
23.另外,第一储料仓和第二储料仓上分别配置有第二称重传感器,便于检测第一储料仓和第二储料仓内是否有混料,从而便于第二储料输送机和第三储料输送机向第一储料仓和第二储料仓补给输送混料,进而实现上料的全自动化控制设计。
附图说明
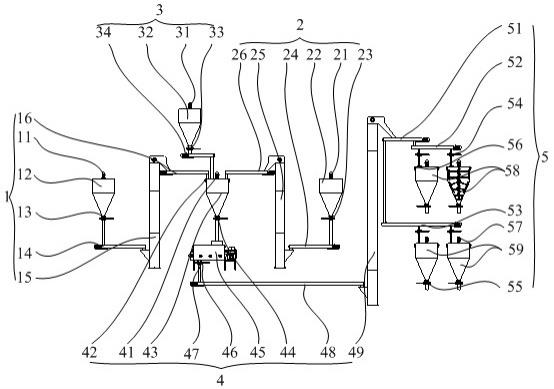
24.图1为本实用新型vip板生产线自动上料系统的结构示意图;
25.图2为本实用新型vip板生产线自动上料系统中气相二氧化硅送料组件、硅灰送料组件和玻璃纤维送料组件的结构示意图之一;
26.图3为本实用新型vip板生产线自动上料系统中气相二氧化硅送料组件、硅灰送料组件和玻璃纤维送料组件的结构示意图之二;
27.图4为本实用新型vip板生产线自动上料系统中储料组件的结构示意图;
28.图5为本实用新型vip板生产线自动上料系统中自清洁式料仓的剖视图;
29.图6为本实用新型vip板生产线自动上料系统中无料检测模组的组装图;
30.图7为本实用新型vip板生产线自动上料系统中无料检测模组的结构示意图。
31.附图标记:
32.气相二氧化硅送料组件1;
33.气相二氧化硅驱动电机11、气相二氧化硅料仓12、气相二氧化硅气动插板阀13、第一气相二氧化硅输送机14、气相二氧化硅提升机15、第二气相二氧化硅输送机16;
34.硅灰送料组件2;
35.硅灰驱动电机21、硅灰料仓22、硅灰气动插板阀23、第一硅灰输送机24、硅灰提升机25、第二硅灰输送机26;
36.玻璃纤维送料组件3;
37.玻璃纤维驱动电机31、玻璃纤维料仓32、玻璃纤维气动插板阀33、玻璃纤维输送机34;
38.混料组件4;
39.混料驱动电机41、第一称重传感器42、混料仓43、第一混料气动插板阀44、混料机45、第二混料气动插板阀46、无料检测模组47、混料输送机48、混料提升机49;
40.安装架471、霍尔传感器472、磁体473、滑动架474、摆动臂475、阻料球476、复位弹簧477、连杆478;
41.储料组件5;
42.第一储料输送机51、第二储料输送机52、第三储料输送机53、第一储料气动插板阀54、第二储料气动插板阀55、第二称重传感器56、储料驱动电机57、第一储料仓58、第二储料仓59;
43.自清洁式料仓100;
44.仓体101、主轴102、螺旋板103、刮刀104、驱动电机105、连接杆106、搅拌棒107;
45.圆柱部1011、圆锥部1012、第一刀体1041、第二刀体1042。
具体实施方式
46.如图1-图7所示,本实用新型提供一种vip板生产线自动上料系统,包括:气相二氧化硅送料组件1、硅灰送料组件2、玻璃纤维送料组件3、混料组件4和储料组件5;
47.气相二氧化硅送料组件1包括气相二氧化硅料仓12、气相二氧化硅气动插板阀13、第一气相二氧化硅输送机14、气相二氧化硅提升机15和第二气相二氧化硅输送机16,气相二氧化硅气动插板阀13设置在气相二氧化硅料仓12上,第一气相二氧化硅输送机14设置在气相二氧化硅气动插板阀13上,气相二氧化硅提升机15设置在第一气相二氧化硅输送机14上,第二气相二氧化硅输送机16设置在气相二氧化硅提升机15上;
48.硅灰送料组件2包括硅灰料仓22、硅灰气动插板阀23、第一硅灰输送机24、硅灰提升机25和第二硅灰输送机26,硅灰气动插板阀23设置在硅灰料仓上,第一硅灰输送机24设置在硅灰气动插板阀23上,硅灰提升机25设置在第一硅灰输送机24上,第二硅灰输送机26设置在硅灰提升机25上;
49.玻璃纤维送料组件3包括玻璃纤维料仓32、玻璃纤维气动插板阀33和玻璃纤维输送机34,玻璃纤维气动插板阀33设置在玻璃纤维料仓32上,玻璃纤维输送机34设置在玻璃纤维气动插板阀33上;
50.混料组件4包括第一称重传感器42、混料仓43、第一混料气动插板阀44、混料机45、第二混料气动插板阀46、混料输送机48和混料提升机49,第一称重传感器42和第一混料气动插板阀44设置在混料仓43,混料机45设置在混料仓43上,第二混料气动插板阀46设置在混料机45上,混料输送机48设置在第二混料气动插板阀46上,混料提升机49设置在混料输送机48上;
51.储料组件5包括第一储料输送机51、第二储料输送机52、第三储料输送机53、第一储料气动插板阀54、第二储料气动插板阀55、第二称重传感器56、第一储料仓58和第二储料仓59,第二储料输送机52和第三储料输送机53设置在第一储料输送机上,第一储料仓58设置在第二储料输送机52上,第二储料仓59设置在第三储料输送机53上,第一储料气动插板
阀54和第二储料气动插板阀55分别设置在第一储料仓58和第二储料仓59上,第二称重传感器56分别设置在第一储料仓58、第二储料仓59;
52.其中,第二气相二氧化硅输送机16、玻璃纤维输送机34和第二硅灰输送机26设置在混料仓43上,第一储料输送机51设置在混料提升机49上。
53.具体而言,在实际使用过程中,需要将气相二氧化硅、硅灰和玻璃纤维按照设定的重量配比进行混合。气相二氧化硅、硅灰和玻璃纤维均输送至混料组件4中进行混合。
54.为此,对于气相二氧化硅而言,气相二氧化硅气动插板阀13设置在气相二氧化硅料仓12上,将气相二氧化硅储藏在气相二氧化硅料仓12内,当需要气相二氧化硅的时候打开气相二氧化硅气动插板阀13,气相二氧化硅落到第一气相二氧化硅输送机14上,气相二氧化硅气动插板阀13便于控制气相二氧化硅料仓12的打开和关闭,从而便于控制气相二氧化硅的运输。第一气相二氧化硅输送机14设置在气相二氧化硅气动插板阀13上,气相二氧化硅提升机15设置在第一气相二氧化硅输送机14上,第二气相二氧化硅输送机16设置在气相二氧化硅提升机15上,当气相二氧化硅气动插板阀13打开后,气相二氧化硅落到第一气相二氧化硅输送机14上,然后通过气相二氧化硅提升机15将气相二氧化硅运送到第二气相二氧化硅输送机16上。第二气相二氧化硅输送机16设置在混料仓43上,当气相二氧化硅被运送到第二气相二氧化硅输送机16上后,第二气相二氧化硅输送机16将气相二氧化硅运送到混料仓43内。
55.对于硅灰而言,将硅灰储存在硅灰料仓22内,硅灰气动插板阀23设置在硅灰料仓22上。当需要硅灰的时候打开硅灰气动插板阀23,硅灰落到第一硅灰输送机24上,通过第一硅灰输送机24运输硅灰,硅灰提升机25设置在第一硅灰输送机24上,第二硅灰输送机26设置在硅灰提升机25上,硅灰通过第一硅灰输送机24输送至硅灰提升机25处,然后通过硅灰提升机25将硅灰运送到第二硅灰输送机26上,再通过第二硅灰输送机26设置在混料仓43上。当硅灰被运送到第二硅灰输送机26上后,第二硅灰输送机26通过管道将硅灰运送到混料仓43内,便于硅灰和其它物料的混合。
56.对于玻璃纤维而言,玻璃纤维气动插板阀33设置在玻璃纤维料仓32上。当需要玻璃纤维的时候,打开玻璃纤维气动插板阀33,玻璃纤维落到玻璃纤维输送机34上,输送玻璃纤维。玻璃纤维输送机34设置在玻璃纤维气动插板阀33上,当玻璃纤维气动插板阀33打开后,玻璃纤维落到玻璃纤维输送机34上,便于玻璃纤维的运输,玻璃纤维输送机34设置在混料仓43上。玻璃纤维通过玻璃纤维输送机34输送,玻璃纤维输送机34通过管道将玻璃纤维运送到混料仓43内。
57.三种物料依次进入到混料仓43的过程中,由于混料仓43上设置有第一称重传感器42,通过第一称重传感器42可以称量混料仓43中物料的进入量,而由于三种物料依次进入到混料仓43中,实现依次精确的控制三种物料的准确的进料量。
58.在实际使用过程中,具体的上料控制方法包括如下步骤:
59.步骤1、气相二氧化硅送料组件1启动,气相二氧化硅气动插板阀13打开,气相二氧化硅料仓12中的气相二氧化硅依次经由第一气相二氧化硅输送机14、气相二氧化硅提升机15、第二气相二氧化硅输送机16输送至混料仓43中,并且,混料仓43上的第一称重传感器42检测进料量达到第一设定值时,触发气相二氧化硅送料组件1关停运行;
60.步骤2、硅灰送料组件2启动,硅灰气动插板阀23打开,硅灰料仓22中的硅灰依次经
由第一硅灰输送机24、硅灰提升机25、第二硅灰输送机26输送至混料仓43中;同时,第一称重传感器42继续检测混料仓43中的物料重量,并在检测进料量达到第二设定值时,触发硅灰送料组件2关停运行;
61.步骤3、玻璃纤维送料组件3启动,玻璃纤维气动插板阀33打开,玻璃纤维料仓32中的玻璃纤维经由玻璃纤维输送机34输送至混料仓43中;同时,第一称重传感器42继续检测混料仓43中的物料重量,并在检测进料量达到第三设定值时,触发玻璃纤维送料组件3关停运行。
62.通过采用上述分批次输送物料的方式,一方面可以精确的控制不同物料的添加量,另一方面可以有效的简化控制过程以提高使用可靠性。
63.三种物料进入到混料仓43内后,便需要对三种物料进行混合。第一混料气动插板阀44设置在混料仓43的底部,当需要物料的时候,将第一混料气动插板阀44打开,是的三种未混合的物料进入到混料机45中。混料机45可以采用常规技术中的粉末混料设备,三种物料在混料机45中可以获得充分的混合。
64.物料在混料机45中混合均匀后,便可以打开混料机45出料口上的第二混料气动插板阀46,混合的物料落入到混料输送机48中。混料输送机48将混合的物料输送至混料提升机49处,进而利用混料提升机49提升输送物料至储料组件5中。
65.对于储料组件5而言,其为了配置有第一储料输送机51来直接输送分配混合后的物料,并再进一步的通过第二储料输送机52和第三储料输送机53分别分配给第一储料仓58和第二储料仓59以满足多条生产线的生产要求。
66.当物料被运送到第一储料输送机51上后,物料被分别运送到第二储料输送机52和第三储料输送机53上,进而被运送到第一储料仓58、第二储料仓59中,以使得混合好的物料暂存在第一储料仓58、第二储料仓59中。而根据需要,第二储料输送机52可以配置有多个第一储料气动插板阀54来对应的安装多个第一储料仓58,同样的,第三储料输送机53可以配置有多个第一储料气动插板阀54来对应的安装多个第二储料仓59中。
67.重要的是,对于第一储料仓58、第二储料仓59而言,其分别配置有独立的第二称重传感器56,第二称重传感器56能够实时的检测第一储料仓58、第二储料仓59中的物料重量,进而反馈控制第一储料气动插板阀54开关来补充物料。
68.进一步的,气相二氧化硅气动插板阀13分别设置在气相二氧化硅料仓12的下端部,第一气相二氧化硅输送机14的前端部通过管道设置在气相二氧化硅气动插板阀13上,第一气相二氧化硅输送机14的后端部设置在气相二氧化硅提升机15的下端部,气相二氧化硅提升机15的上端部设置在第二气相二氧化硅输送机16的前端部。
69.具体的,气相二氧化硅气动插板阀13设置在气相二氧化硅料仓12的下端部,将气相二氧化硅储存在气相二氧化硅料仓12里,当需要气相二氧化硅的时候,打开气相二氧化硅气动插板阀13,气相二氧化硅被运输到第一气相二氧化硅输送机14上,便于气相二氧化硅的运输,第一气相二氧化硅输送机14的前端部通过管道设置在气相二氧化硅气动插板阀13上,气相二氧化硅输送机14的后端部设置在气相二氧化硅提升机15的下端部,气相二氧化硅提升机15的上端部设置在第二气相二氧化硅输送机16的前端部,当气相二氧化硅气动插板阀13打开后,气相二氧化硅通过管道被运送到第一气相二氧化硅输送机14上,然后通过气相二氧化硅提升机15将气相二氧化硅运送到第二气相二氧化硅输送机16上,便于气相
二氧化硅的运输。
70.进一步的,硅灰气动插板阀23分别设置在硅灰料仓22的下端部,第一硅灰输送机24的前端部通过管道设置在硅灰气动插板阀23上,第一硅灰输送机24的前端部设置在硅灰提升机25上的下端部上,硅灰提升机25的上端部设置在第二硅灰输送机26的前端部。
71.具体的,硅灰气动插板阀23设置在硅灰料仓22的下端部,将硅灰储存在硅灰料仓22内,当需要硅灰的时候,打开硅灰气动插板阀23,硅灰被运送到第一硅灰输送机24上,便于硅灰的运输,第一硅灰输送机24的前端部通过管道设置在硅灰气动插板阀23上,第一硅灰输送机24的后端部设置在硅灰提升机25上的下端部上,硅灰提升机25的上端部设置在第二硅灰输送机26的前端部。当硅灰气动插板阀23打开后,硅灰通过管道被运送到第一硅灰输送机24上,然后通过硅灰提升机25被运送到第二硅灰输送机26上,便于硅灰的运输。
72.进一步的,玻璃纤维气动插板阀33设置在玻璃纤维料仓32的下端部,玻璃纤维输送机34的前端部通过管道设置在玻璃纤维气动插板阀33上。
73.具体的,玻璃纤维气动插板阀33设置在玻璃纤维料仓32的下端部,玻璃纤维输送机34的前端部通过管道设置在玻璃纤维气动插板阀33上,将玻璃纤维储存在玻璃纤维料仓32内,当需要玻璃纤维的时候,打开玻璃纤维气动插板阀33,玻璃纤维被运输到玻璃纤维输送机34上,便于玻璃纤维的运输。
74.进一步的,第二气相二氧化硅输机16的后端部、第二硅灰输送机26的后端部和玻璃纤维输送机34的后端部分别通过管道设置在混料仓43的上端部。
75.具体的,第二气相二氧化硅输机16的后端部、第二硅灰输送机26的后端部和玻璃纤维输送机34的后端部分别通过管道设置在混料仓43的上端部,当需要物料的时候,气相二氧化硅、硅灰和玻璃纤维分别依次被运输到混料仓43内,互不干扰,便于气相二氧化硅、硅灰和玻璃纤维的精确计量。
76.进一步的,第一混料气动插板阀44设置在混料仓43的下端部,第一称重传感器42设置在混料仓43的上端部外侧,混料机45的上端通过管道设置在第一混料气动插板阀44上,第二混料气动插板阀46设置在混料机45的下方,混料输送机48的前端部通过管道设置在第二混料气动插板阀46的下方,混料提升机49的下端部设置在混料输送机48的后端部。
77.具体的,第一混料气动插板阀44设置在混料仓43的下端部,第一称重传感器42设置在混料仓43的上端部外侧,混料输送机48的前端部通过管道设置在混料仓43的下方,气相二氧化硅、硅灰和玻璃纤维依次被运送到混料仓43内。在气相二氧化硅、硅灰和玻璃纤维在运送的过程中,第一称重传感器42进行称重,便于按比例地运输气相二氧化硅、硅灰和玻璃纤维,从而实现气相二氧化硅、硅灰和玻璃纤维的配比精度高,气相二氧化硅、硅灰和玻璃纤维运输完成之后储存在混料仓43内。通过打开第一混料气动插板阀44,混料通过管道被运送到混料机45内,混料机45的上端通过管道设置在第一混料气动插板阀44上,第二混料气动插板阀46设置在混料机45的下方,打开第二混料气动插板阀可以使得混料机45的物料输送至混料输送机48内,然后被输送到混料提升机49上,实现混合好的物料运输。
78.进一步的,第一储料输送机51的后端部设置在混料提升机49的上端部,第二储料输送机52的后端部和第三储料输送机53的后端部通过管道分别设置在第一储料输送机51的前端部和后端部,第一储料仓58通过管道设置在第二储料输送机52的后端部和前端部,第二储料仓59分别通过管道设置好在第三储料输送机53的中端部和后端部,第一储料气动
插板阀54通过管道第一储料仓58和第二储料仓59上,储料驱动电机57和第二储料气动插板阀55分别设置在第一储料仓58和第二储料仓59的下端部,第二称重传感器56设置在第一储料仓58和第二储料仓59的上端部外侧。
79.具体的,第一储料输送机51的后端部设置在混料提升机49的上端部,第二储料输送机52的后端部和第三储料输送机53的后端部通过管道分别设置在第一储料输送机51的前端部和后端部。当混料被运输到第一储料输送机51中后,混料进一步的通过第二储料输送机52和第三储料输送机53分别被运送,并通过控制第一储料气动插板阀54打开,使得混合的物料进入到第一储料仓58中第二储料仓59中。
80.当第二称重传感器56检测到第一储料仓58和第二储料仓59内没有物料的时候,打开对应的第一储料气动插板阀54,第二储料输送机52将混料输送到第一储料仓58中,第三储料输送机53将混料输送到第二储料仓59中。
81.第二储料气动插板阀55分别配置在第一储料仓58和第二储料仓59的下端部,当需要使用混料的时候,打开第二储料气动插板阀55,混料流出,同时第二称重传感器56检测混料的流量,便于混料的使用和流出。
82.进一步的,气相二氧化硅料仓12、硅灰料仓22、玻璃纤维料仓32、混料仓43、第一储料仓58和第二储料仓59均采用自清洁式料仓;针对粉末状物料容易粘附仓壁的问题,采用具有自动清洁仓壁的自清洁式料仓。
83.自清洁式料仓100包括仓体101、主轴102、螺旋板103、刮刀104和驱动电机105,主轴102竖向布置并可转动地设置在仓体101中,驱动电机105与主轴102传动连接,螺旋板103围绕主轴102螺旋布置,主轴102上还设置有连接杆106,刮刀104设置在连接杆106上并贴靠在仓体101的内壁上。
84.具体的,仓体101的顶部为投料口,而仓体101的底部为出料口,出料口上配置有对应的气动插板阀来控制仓体101的开关。对于粉末状的物料投入到仓体101中后,一方面部分物料将粘附在仓体101的内壁上,另一方面因重量会出现粉末物料结块。为此,驱动电机105驱动主轴102转动,以通过主轴102上缠绕布置的螺旋板103对物料进行混合,并且,主轴102配置成转动中通过螺旋板103带动仓体101的物料朝上输送以使得仓体101中的物料由两侧朝向中间并循环朝上流动。这样,便可以使得仓体101内的粉末物料能够在仓体101中循环移动,以避免因重力发生结块。
85.对于粘附在仓体101内壁上的粉末,在转轴102转动过程中,通过连接杆105将同步带动刮刀104转动,以通过刮刀104来清理掉仓体101内壁上粘附的粉尘,以实现自清洁的功能。
86.其中,仓体101包括圆柱部1011和圆锥部1012,圆柱部1011设置在圆锥部1012的上方,刮刀104包括第一刀体1041和第二刀体1042,第一刀体1041竖立布置并贴靠在圆柱部1011的内壁上,第二刀体1042倾斜布置并贴靠在圆锥部1012的内壁,圆柱部1011的顶部形成投料口,圆锥部1012的底部形成出料口。
87.具体的,为了方便粉末物料投放并确保粉末物料能够全部排出,仓体101的上部设置为圆柱部1011,而仓体101的下部设置为圆锥部1012。相对应的,刮刀104配置有第一刀体1041和第二刀体1042,第一刀体1041竖立布置以实现对圆柱部1011的内壁进行清理,第二刀体1042倾斜布置以实现对圆锥部1012的内壁进行清理。
88.进一步的,主轴102的底部还设置有搅拌棒107,搅拌棒107靠近所述出料口。
89.具体的,当仓体101底部出料口上配置的气动插板阀108处于打开状态下,仓体101内存储的粉末物料在重力的作用下向下移动,为了加快粉末物料快速从出料口排出,在主轴102的底部靠近所述出料口的位置增加搅拌棒107。在出料时,气动插板阀108打开后,驱动电机105翻转,辅助粉末物料向下输送,并配合搅拌棒107搅拌底部的物料以避免堵塞,提高物料输出的效率。其中,搅拌棒107可以为u型结构。
90.对于驱动电机105而言,在不同的组件中分别为气相二氧化硅驱动电机11、硅灰驱动电机21、玻璃纤维驱动电机31、混料驱动电机41、储料驱动电机57。
91.更进一步的,混料机45的底部还配置有无料检测模组47。无料检测模组47包括安装架471、霍尔传感器472、磁体473、滑动架474、摆动臂475、阻料球476和复位弹簧477。其中,霍尔传感器472固定在安装架471上,安装架471的内侧设置有导向架(未标记),所述导向架位于霍尔传感器472的一侧,滑动架474可滑动地设置在所述导向架上,复位弹簧477连接在滑动架474的上部和安装架471的上部之间,摆动臂475的一端铰接在安装架471上,摆动臂475的另一端设置有阻料球476,摆动臂475与滑动架474之间铰接有连杆478,磁体473设置在滑动架474上。
92.具体的,对于混料机45将三种粉末物料混合均匀后,通过打开第二混料气动插板阀46,便可以使得混料机45中混合好的物料输出,而第二混料气动插板阀46底部配置有输料管道461,并在输料管道461上设置有无料检测模组47。无料检测模组47中的阻料球476悬空设置在输料管道461中,在打开第二混料气动插板阀46后,混料机45中的物料经由输料管道461向下输出,物料冲击阻料球476使得阻料球476向下移动,进而通过阻料球476带动摆动臂475转动。摆动臂475将通过连杆478拉动滑动架474以使得磁体473向下移动并与霍尔传感器472相对布置以触发霍尔传感器472。
93.而当混料机45中的物料完全输出后,由于阻料球476未被物料冲击,在复位弹簧477的作用下将拉动滑动架474复位,进而使得磁体473远离霍尔传感器472,此时,霍尔传感器472检测不到磁体473的磁力将触发vip板生产线自动上料系统的控制系统(如plc)判断当前所述混料机内部已空,所述混料机放料完成,接下来控制系统控制所述混料机上的第二混料气动插板阀46关闭,同时,控制系统自动启动配料操作,使得气相二氧化硅送料组件1、硅灰送料组件2和玻璃纤维送料组件3依次向混料仓43输送定量的物料,然后,混料仓43底部的第一混料气动插板阀44打开将物料再次投入到混料机45中进行混合。
94.进一步的,第一气相二氧化硅输送机14、第二气相二氧化硅输送机16、第一硅灰输送机24、第二硅灰输送机26、玻璃纤维输送机34、混料输送机48、第一储料输送机51、第二储料输送机52和第三储料输送机53均采用螺旋输送机。
95.具体的,第一气相二氧化硅输送机14、第二气相二氧化硅输送机16、第一硅灰输送机24、第二硅灰输送机26、玻璃纤维输送机34、混料输送机48、第一储料输送机51、第二储料输送机52和第三储料输送机53均采用螺旋输送机,螺旋输送机结构简单,作业效率高,便于设备的维护和物料的运输。
96.进一步的,气相二氧化硅提升机15、硅灰提升机25和混料提升机49均采用斗式提升机。
97.具体的,气相二氧化硅提升机15、硅灰提升机25和混料提升机49均采用斗式提升
机,斗式提升机提升高度高、作业量大,便于物料的运输。
98.先将气相二氧化硅、硅灰和玻璃纤维储存在气相二氧化硅料仓12、硅灰料仓22和玻璃纤维料仓内32,当需要物料的时候,先打开二氧化硅驱动电机11和气相二氧化硅气动插板阀13,第一气相二氧化硅输送机14、气相二氧化硅提升机15和第二气相二氧化硅输送机16将气相二氧化硅输送到混料仓43,同时第一称重传感器42对气相二氧化硅进行称重,然后关闭二氧化硅驱动电机11和气相二氧化硅气动插板阀13,打开硅灰驱动电机21和硅灰气动插板阀23,第一硅灰输送机24、硅灰提升机25和第二硅灰输送机26,将硅灰输送到混料仓43内,同时第一称重传感器42对硅灰进行称重,然后关闭硅灰驱动电机21和硅灰气动插板阀23,打开玻璃纤维驱动电机31和玻璃纤维气动插板阀33,玻璃纤维输送机34将玻璃纤维输送到混料仓43内。第一混料气动插板阀44打开,将混料输送到混料机45内,混料机45对混料进行充分的混合,当第二称重传感器56检测到第一储料仓58和第二储料仓59没有混料的时候,控制第二混料气动插板阀46和第一储料气动插板阀54打开,混料输送机48和混料提升机49将混料输送到第一储料输送机51,第一储料输送机51将物料输送到第二储料输送机52和第三储料输送机53,第二储料输送机52将物料输送到第一储料仓58,第三储料输送机53将物料输送到第二储料仓59,当需要使用混料的时候,打开第二储料气动插板阀55,混料从第一储料仓58和第二储料仓59流出。
99.以上仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1