一种瓷器生产用球磨机的制作方法
1.本技术涉及球磨机应用的技术领域,尤其是涉及一种瓷器生产用球磨机。
背景技术:
2.瓷器是由瓷石、高岭土、石英石、莫来石等烧制而成,外表施有玻璃质釉或彩绘的物器,因其较为低廉的成本和耐磨不透水的特性广为世界各地的民众所使用。在瓷器生产的过程中,通常需对原料进行粉碎,常用的粉碎工具为球磨机。
3.公开号为cn214864089u的中国专利公开了一种陶瓷生产用的环保型球磨机,包括外筒,所述外筒左侧固接有进料口,所述外筒的右侧固接有出料口,所述进料口和所述出料口的下方均安装有支架,所述外筒的内壁等距固接有连接柱,所述连接柱的末端固接有内筒,所述外筒的内部安装有隔热降噪机构,所述外筒的外表面安装有检修机构,避免了钢珠和原料卡在检修盖内侧壁上,方便检修时快速打开检修盖。
4.相关技术中陶瓷生产用的环保型球磨机的检修盖与外筒螺纹连接,在检修时,需明洞螺栓并将检修盖取下,检修完成后,需将检修盖与检修口对准并安装后通过螺栓再次固定,从而使得工作人员检修时需不断拿取检修盖的情况,造成工作人员时间上的浪费,进而影响检修效率。
技术实现要素:
5.为了节约检修时间,提高检修效率,本技术提供一种瓷器生产用球磨机。
6.本技术提供的一种瓷器生产用球磨机采用如下的技术方案:
7.一种瓷器生产用球磨机,包括筒体和设置在筒体上的检修盖,所述筒体上开设有与所述检修盖相适应的检修口,所述检修盖与所述筒体滑动连接,且所述筒体上设有用于驱动所述检修盖封堵所述检修口的驱动件,且所述检修盖上设有用于连接所述筒体的固定件。
8.通过采用上述技术方案,检修盖与筒体侧壁滑动连接,并通过固定件与筒体固定,从而可对检修口进行封堵,当需要检修时,固定件解除固定,此时向一侧移动检修盖直至检修盖插接在筒体中,此时检修口打开,便于检修,检修完成后驱动检修盖向靠近封堵检修口的一侧滑动,直至检修口被封堵,此时通过固定件再次固定检修盖和筒体,从而减少人工不断拿取检修盖的可能,节约检修时间,提高检修效率。
9.可选的,所述筒体外侧壁上开设有与所述检修盖相适应的滑动槽,所述滑动槽与所述检修口连通,所述检修盖位于所述滑动槽中并与所述滑动槽滑动连接,所述驱动件包括固定连接在所述滑动槽侧壁一端的弹簧,所述弹簧另一端与所述检修盖固定连接,且所述弹簧始终处于压缩状态,当所述检修盖盖合所述检修口时,所述检修盖远离所述弹簧的一端插接在所述检修口侧壁中。
10.通过采用上述技术方案,对筒体内部进行检修时,向靠近弹簧的一侧拉动检修盖,直至检修盖位于滑动槽靠近弹簧的一端,此时通过固定件将筒体与检修盖固定,此时弹簧
被压缩,检修完成后,通过固定件解除固定,此时弹簧恢复形变并推动检修盖向封堵检修口的方向移动,直至检修盖另一端插接在检修口侧壁上,从而减少人工不断拿取检修盖的可能,节约检修时间,提高检修效率。
11.可选的,所述固定件包括穿设在所述检修盖靠近所述弹簧一端并与所述检修盖螺纹连接的螺栓,所述筒体外侧壁上开设有与所述螺栓运动轨迹相适应的移动槽,当所述检修盖与所述筒体固定时,所述螺栓上端与所述筒体外侧面抵紧。
12.通过采用上述技术方案,检修筒体内部并将检修盖移动至滑动槽靠近弹簧的一端时,螺栓随检修盖沿移动槽滑动,当检修盖完全打开检修口时,向靠近筒体内部的方向拧动螺栓,直至螺栓上端与筒体外侧壁抵紧,从而将筒体与检修盖固定,检修完成后,拧动螺栓解除固定,且弹簧推动检修盖插接在滑动槽另一端的侧壁上时,再次向靠近筒体内部的方向拧动螺栓,直至螺栓上端与筒体外侧壁抵紧,从而使得固定件随检修盖移动并将检修盖固定,从而进一步减少人工不断拿取检修盖的可能,节约检修时间,提高检修效率。
13.可选的,所述检修盖下侧固定连接有限位块,所述筒体内部开设有与所述滑动槽相适应的限位槽,所述限位块远离所述检修盖的一端插接在所述限位槽中并与所述限位槽滑动连接。
14.通过采用上述技术方案,检修盖移动的过程中,限位块随检修盖在限位槽中移动,从而在筒体周向上对检修盖进行限位,减少弹簧驱动检修盖移动的过程中使得检修盖晃动的可能,从而减少检修盖撞击滑动槽侧壁而损坏的可能,延长检修盖的使用寿命。
15.可选的,所述检修盖远离所述弹簧的一侧设置为向远离所述弹簧的一侧且靠近所述筒体的方向倾斜的斜面。
16.通过采用上述技术方案,当检修盖在弹簧的推动下插接在检修口侧壁上时,斜面使得检修盖一侧的面积减小并形成尖端,从而便于插接在检修口侧壁中,进一步达到提高检修效率的效果。
17.可选的,所述检修盖靠近所述筒体内部的一侧设有用于填充所述检修口的密封组件,当所述密封组件填充所述检修口时,所述密封组件靠近所述筒体内壁的一侧与所述筒体内侧壁相平。
18.通过采用上述技术方案,检修盖将检修口封堵完成后,驱动密封组件填充检修盖与筒体侧壁之间的高度差,从而使得筒体侧壁各处相平,减少筒体中的钢珠卡接在检修盖和筒体内壁形成的槽中,从而使得检修盖正常打开,从而进一步提高检修效率。
19.可选的,所述密封组件包括插接在所述检修盖靠近所述筒体内部的一侧并与所述检修盖滑动连接的密封块,所述密封块上侧远离所述筒体内部的一侧设有用于驱动所述密封块滑动的移动件。
20.通过采用上述技术方案,当检修盖封堵检修口完成后,移动件驱动密封块向靠近筒体内壁的方向移动,直至密封块远离检修盖的一侧与筒体内壁相平,从而填充检修盖与筒体侧壁之间的高度差,减少筒体中的钢珠卡接在检修盖和筒体内壁形成的槽中的可能,从而使得检修盖正常打开,进一步提高检修效率,同时密封块增加了检修盖与筒体的接触面积,进一步提高稳定性。
21.可选的,所述移动件包括穿设并转动连接在所述检修盖远离所述筒体内部一侧的中部的丝杠,所述丝杠穿入所述检修盖的一端与所述密封块螺纹连接。
22.通过采用上述技术方案,驱动密封块移动时,转动丝杠从而使得密封块沿丝杠的长度方向移动,直至密封块远离检修盖的一侧与筒体内壁相平,检修时,转动丝杠并驱动密封块向远离筒体内部的方向移动,从而便于将检修盖打开,从而进一步节约检修时间,提高检修效率。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.检修盖与筒体侧壁滑动连接,并通过固定件与筒体固定,从而可对检修口进行封堵,当需要检修时,固定件解除固定,此时向一侧移动检修盖直至检修盖插接在筒体中,此时检修口打开,便于检修,检修完成后驱动检修盖向靠近封堵检修口的一侧滑动,直至检修口被封堵,此时通过固定件再次固定检修盖和筒体,从而减少人工不断拿取检修盖的可能,节约检修时间,提高检修效率;
25.2.检修盖移动的过程中,限位块随检修盖在限位槽中移动,从而在筒体周向上对检修盖进行限位,减少弹簧驱动检修盖移动的过程中使得检修盖晃动的可能,从而减少检修盖撞击滑动槽侧壁而损坏的可能,延长检修盖的使用寿命;
26.3.检修盖将检修口封堵完成后,驱动密封组件填充检修盖与筒体侧壁之间的高度差,从而使得筒体侧壁各处相平,减少筒体中的钢珠卡接在检修盖和筒体内壁形成的槽中,从而使得检修盖正常打开,从而进一步提高检修效率。
附图说明
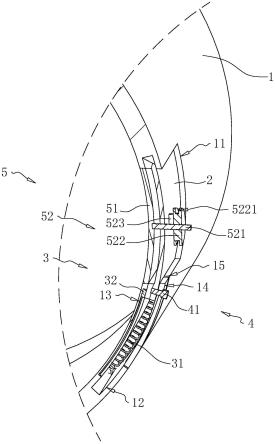
27.图1是本技术实施例中瓷器生产用球磨机的整体结构示意图。
28.图2是本技术实施例中体现驱动件和密封组件位置关系的结构示意图。
29.图3是本技术实施例中体现固定件和密封组件位置关系的结构示意图。
30.附图标记说明:1、筒体;11、检修口;12、滑动槽;13、限位槽;14、移动槽;15、安装槽;2、检修盖;3、驱动件;31、弹簧;32、限位块;4、固定件;41、螺栓;5、密封组件;51、密封块;52、移动件;521、丝杠;522、限位盘;5221、转动槽;523、限位杆。
具体实施方式
31.以下结合附图对本技术作进一步详细说明。
32.本技术实施例公开一种瓷器生产用球磨机。参照图1和图2,一种瓷器生产用球磨机包括筒体1,筒体1一端的侧壁上开设有检修口11,筒体1上设有用于封堵检修口11的检修盖2,筒体1上开设有与检修口11连通并沿筒体1周向设置的滑动槽12,检修盖2一端插接在滑动槽12中并与滑动槽12滑动连接。当检修盖2盖合检修口11时,检修盖2远离滑动槽12中的一端插接在检修口11侧壁上,检修盖2插接在检修口11侧壁的一端设置为向远离滑动槽12的一侧且向靠近筒体1内壁的方向倾斜的斜面。当检修盖2完全打开检修口11时,检修盖2完全插接在滑动槽12中,且滑动槽12中设有用于驱动检修盖2盖合检修口11的驱动件3,检修盖2上设有用于固定检修盖2和筒体1的固定件4。
33.检修盖2与筒体1侧壁滑动连接,并通过固定件4与筒体1固定,从而可对检修口11进行封堵,当需要检修时,固定件4解除固定,此时向一侧移动检修盖2直至检修盖2插接在筒体1中,此时检修口11打开,便于检修,检修完成后驱动检修盖2向靠近封堵检修口11的一侧滑动,直至检修口11被封堵,此时通过固定件4再次固定检修盖2和筒体1,且当检修盖2在
驱动件3的推动下插接在检修口11侧壁上时,斜面使得检修盖2一侧的面积减小并形成尖端,从而便于插接在检修口11侧壁中。
34.参照图2和图3,驱动件3包括固定连接在滑动槽12底壁两侧的弹簧31,弹簧31另一端均固定连接在检修盖2侧壁上,弹簧31始终处于压缩状态。检修盖2靠近筒体1内部一侧且插接在滑动槽12中的一端中部设有t字形的限位块32,且限位块32宽度小的一端与检修盖2固定连接,且筒体1侧壁上开设有与限位块32相适应且沿筒体1周向设置的限位槽13,当检修盖2在滑动槽12中滑动时,限位块32在限位槽13中随检修盖2移动。参照图1和图3,固定件4包括穿设在检修盖2远离限位块32一侧并与检修盖2螺纹连接的螺栓41,筒体1外侧壁上开设有与螺栓41移动轨迹相适应的移动槽14,移动槽14与滑动槽12连通。
35.对筒体1内部进行检修时,向靠近弹簧31的一侧拉动检修盖2,螺栓41随检修盖2沿移动槽14滑动,限位块32随检修盖2在限位槽13中移动,从而在筒体1周向上对检修盖2进行限位,减少弹簧31驱动检修盖2移动的过程中使得检修盖2晃动的可能,当检修盖2完全打开检修口11时,向靠近筒体1内部的方向拧动螺栓41,直至螺栓41上端与筒体1外侧壁抵紧,从而将筒体1与检修盖2固定,检修完成后,拧动螺栓41解除固定,且弹簧31推动检修盖2插接在滑动槽12另一端的侧壁上时,再次向靠近筒体1内部的方向拧动螺栓41,直至螺栓41上端与筒体1外侧壁抵紧,从而将检修盖2固定。
36.参照图2和图3,为了减少筒体1中的钢珠在筒体1转动过程中进入检修盖2与筒体1侧壁之间形成的空隙中并卡接在滑动槽12槽口处的可能,检修盖2靠近筒体1内侧壁的一侧设有用于填充检修盖2与筒体1内侧壁之间的高度差的密封组件5。密封组件5包括插接在检修盖2靠近筒体1内侧壁一侧并与检修盖2滑动连接的密封块51,检修盖2远离密封块51的一侧设有用于驱动密封块51移动的移动件52,本技术实施例中设置为丝杠521,丝杠521直径与螺栓41直径相等,丝杠521一端穿入检修盖2中并与检修盖2转动连接,且丝杠521穿入检修盖2中的一端插接在密封块51中并与密封块51螺纹连接。
37.检修盖2将检修口11封堵完成后,转动丝杠521从而驱动密封块51向靠近筒体1内壁的方向移动,直至密封块51远离检修盖2的一侧与筒体1内壁相平,从而填充检修盖2与筒体1侧壁之间的高度差,减少筒体1中的钢珠卡接在检修盖2和筒体1内壁形成的槽中的可能,使得检修盖2正常打开,检修时,转动丝杠521并驱动密封块51向远离筒体1内部的方向移动,便于将检修盖2打开。
38.丝杠521远离密封块51的一端固定连接有限位盘522,检修盖2上固定连接有两个对称设置在丝杠521两侧的限位杆523,限位杆523远离检修盖2的一端均向相互靠近的方向弯折,限位盘522侧壁上开设有环状的转动槽5221,限位杆523弯折的一端均插接在转动槽5221中并与转动槽5221滑动连接,且筒体1侧壁上开设有与限位杆523移动轨迹相适应的安装槽15。
39.丝杠521转动过程中,限位盘522随丝杠521转动,此时限位杆523在转动槽5221中滑动,从而在垂直于检修盖2的方向上对丝杠521进行限位,减少丝杠521在转动过程中位移的可能,且筒体1上开设有供限位杆523移动的安装槽15,从而使得限位盘522和限位杆523在对丝杠521进行限位的同时不影响检修盖2的正常移动。
40.本技术实施例一种瓷器生产用球磨机的实施原理为:对筒体1内部进行检修时,向靠近弹簧31的一侧拉动检修盖2,螺栓41随检修盖2沿安装槽15滑动,限位块32随检修盖2在
限位槽13中移动,从而在筒体1周向上对检修盖2进行限位,减少弹簧31驱动检修盖2移动的过程中使得检修盖2晃动的可能,当检修盖2完全打开检修口11时,向靠近筒体1内部的方向拧动螺栓41,直至螺栓41上端与筒体1外侧壁抵紧,从而将筒体1与检修盖2固定,检修完成后,拧动螺栓41解除固定,且弹簧31推动检修盖2插接在滑动槽12另一端的侧壁上时,再次向靠近筒体1内部的方向拧动螺栓41,直至螺栓41上端与筒体1外侧壁抵紧,从而将检修盖2固定,转动丝杠521从而驱动密封块51向靠近筒体1内壁的方向移动,直至密封块51远离检修盖2的一侧与筒体1内壁相平,从而填充检修盖2与筒体1侧壁之间的高度差,完成检修口11封堵。
41.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1