树脂泵送一键式控制混料系统的制作方法
本技术涉及耐火材料混料工艺设备,具体涉及一种树脂泵送一键式控制混料系统。
背景技术:
1、混料是耐火材料砖制品生产过程中的重要工序,主要是将上一道工序配好的料进行分级下至混料机进行均匀混合,均匀混合后的料通过压机成型为耐火砖制品,其主要用于炼钢、炼铁冶金的砌筑与保温。其中混料工序过程中就需要添加树脂结合剂,以满足耐火砖制品生产混料工艺要求。
2、混料系统主体配套设备为混料机,主要有高速搅拌机、高效混碾机等,现采用的是一种手动机旁单机操作控制模式。其混料过程中加入的树脂结合剂,也采用的是人工称量添加方式,这种操作方式会导致计量精度差,劳动强度大,不利于作业人员身体健康,同时还存在树脂漏洒、异味无组织排放等环保问题。树脂添加环节、混料操作环节这种各为一体的手动操作模式,导致混料系统集中自动化控制难以实现,生产效率低,工艺质量难以控制,制约整个混料工序的生产。
技术实现思路
1、针对现有技术中存在的不足,本实用新型的目的是设计一种树脂泵送一键式控制混料系统。现有混料系统设备手动操作控制方式技术落后,其中树脂采用原始的人工称量添加方式是制约混料控制系统落后的根源所在,本实用新型结合低效设备自动化改造模式,有效改变树脂添加方式,实现混料系统一键式操作自动化控制,才能解决混料系统效率低、劳动强度大、产品质量不可控、环保治理难度大等一系列问题。
2、为解决上述技术问题,本实用新型通过下述技术方案实现:
3、一种树脂泵送一键式控制混料系统,所述混料系统设置于密闭保温室内,所述混料系统包括树脂泵送系统、混料机、中间缓存料斗和集中操作控制系统,所述树脂泵送系统包括树脂方桶、方桶称重装置、树脂加热搅拌罐、树脂输送泵、树脂输送管线和树脂计量罐;所述树脂方桶称重装置设置于所述树脂方桶底部,所述树脂方桶设置于所述树脂加热搅拌罐顶部并与其相连,所述树脂加热搅拌罐通过所述树脂输送管线与所述树脂计量罐相连,所述树脂输送泵设置于所述树脂输送管线上,所述树脂计量罐和所述中间缓存料斗的出料口均对准所述混料机,所述集中操作控制系统分别与所述树脂泵送系统、所述混料机以及所述中间缓存料斗电连接。
4、优选地,所述树脂泵送系统还包括活性炭吸附箱,所述活性炭吸附箱与所述树脂加热搅拌罐顶部的单向排气阀相连。
5、优选地,所述混料系统还包括除尘器,所述除尘器用于对所述混料机进行除尘。
6、优选地,所述树脂方桶顶部设置有单向进气阀,所述树脂方桶与所述树脂加热搅拌罐之间设置有手动进液阀。
7、优选地,所述树脂泵送系统还包括导热油循环管道泵,所述导热油循环管道泵用于为所述树脂输送泵的泵体夹套进行导热油循环加热保温。
8、优选地,所述树脂输送管线上设置有第一检修阀。
9、优选地,所述树脂计量罐与所述树脂输送管线之间先通过伴热带缠绕,再敷设铝箔橡塑保温棉。
10、优选地,所述树脂计量罐的进料口设置有第二检修阀和气动加液阀,所述树脂计量罐的出料口设置有气动排液阀和漏斗,所述树脂计量罐上设置有称重传感器。
11、优选地,所述树脂加热搅拌罐包括搅拌罐本体、加热管、电机和搅拌桨,多个所述加热管均匀分布于所述搅拌罐本体内部,所述电机设置于所述树脂方桶一侧的搅拌罐本体顶部,所述电机与所述搅拌桨驱动连接,所述电机和所述树脂方桶中间设置有防护板。
12、优选地,所述密闭保温室采用岩棉保温板进行保温。
13、本实用新型与现有技术相比,具有以下优点及有益效果:
14、1.本实用新型树脂泵送系统,替代了人工添加方式,实现树脂自动加热输送,提高树脂计量精度,降低工人劳动强度,提高产线劳动效率;全过程密闭式输送,树脂加热搅拌罐排气口接入活性炭吸附箱,减少树脂漏洒、异味无组织排放。
15、2.本实用新型树脂泵送系统与现有混料控制系统通过plc、以太网通讯集成,实现上位机一键操作控制。
16、3.本实用新型使用上位机人机界面一键式集中操作,实现了混料系统自动化,混料数据实时采取;提高了生产效率,降低了劳动强度与成本。
17、4.本实用新型集中一键式控制混料系统,更好实现分级下料混合,精准定量加入树脂结合剂,有效控制混料工艺,大幅提高了产品质量。
技术特征:
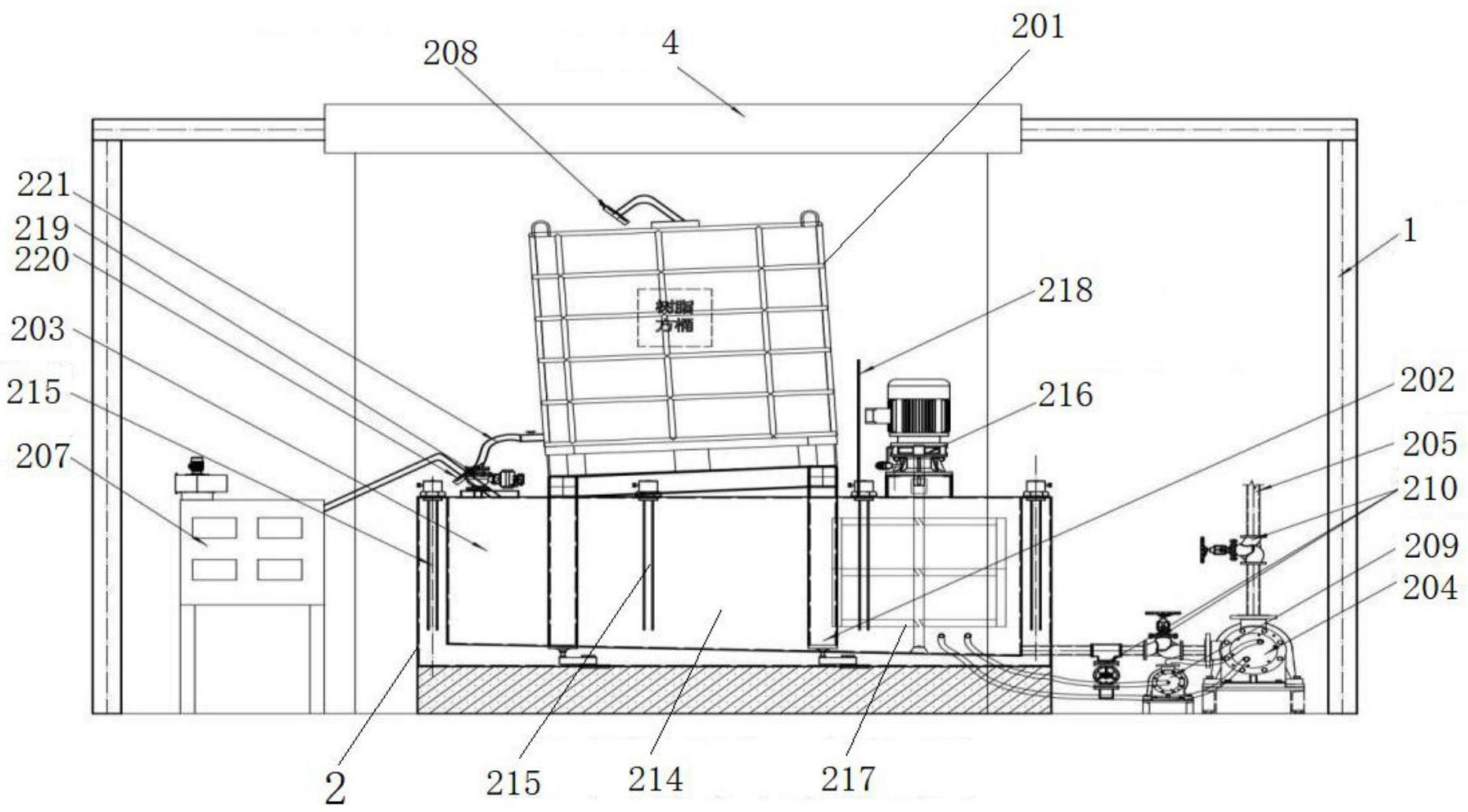
1.一种树脂泵送一键式控制混料系统,其特征在于:所述混料系统包括树脂加热搅拌系统设置于密闭保温室(1)内、树脂泵送系统(2)、混料机、中间缓存料斗(3)和集中操作控制系统,所述树脂泵送系统(2)包括树脂方桶(201)、方桶称重装置(202)、树脂加热搅拌罐(203)、树脂输送泵(204)、树脂输送管线(205)和树脂计量罐(206);所述树脂方桶(201)称重装置设置于所述树脂方桶(201)底部,所述树脂方桶(201)设置于所述树脂加热搅拌罐(203)顶部并与其相连,所述树脂加热搅拌罐(203)通过所述树脂输送管线(205)与所述树脂计量罐(206)相连,所述树脂输送泵(204)设置于所述树脂输送管线(205)上,所述树脂计量罐(206)和所述中间缓存料斗(3)的出料口均对准所述混料机,所述集中操作控制系统分别与所述树脂泵送系统(2)、所述混料机以及所述中间缓存料斗(3)电连接。
2.根据权利要求1所述的树脂泵送一键式控制混料系统,其特征在于:所述树脂泵送系统(2)还包括活性炭吸附箱(207),所述活性炭吸附箱(207)与所述树脂加热搅拌罐(203)顶部的单向排气阀(220)相连。
3.根据权利要求1所述的树脂泵送一键式控制混料系统,其特征在于:所述混料系统还包括除尘器,所述除尘器用于对所述混料机进行除尘。
4.根据权利要求1所述的树脂泵送一键式控制混料系统,其特征在于:所述树脂方桶(201)顶部设置有单向进气阀(208),所述树脂方桶(201)与所述树脂加热搅拌罐(203)之间设置有手动进液阀(219)。
5.根据权利要求1所述的树脂泵送一键式控制混料系统,其特征在于:所述树脂泵送系统(2)还包括导热油循环管道泵(209),所述导热油循环管道泵(209)用于为所述树脂输送泵(204)的泵体夹套进行导热油循环加热保温。
6.根据权利要求1所述的树脂泵送一键式控制混料系统,其特征在于:所述树脂输送管线(205)上设置有第一检修阀(210)。
7.根据权利要求1所述的树脂泵送一键式控制混料系统,其特征在于:所述树脂计量罐(206)与所述树脂输送管线(205)之间先通过伴热带缠绕,再敷设铝箔橡塑保温棉。
8.根据权利要求1所述的树脂泵送一键式控制混料系统,其特征在于:所述树脂计量罐(206)的进料口设置有第二检修阀(211)和气动加液阀(212),所述树脂计量罐(206)的出料口设置有气动排液阀(213)和漏斗(222),所述树脂计量罐(206)上设置有称重传感器(223)。
9.根据权利要求1所述的树脂泵送一键式控制混料系统,其特征在于:所述树脂加热搅拌罐(203)包括搅拌罐本体(214)、加热管(215)、电机(216)和搅拌桨(217),多个所述加热管(215)均匀分布于所述搅拌罐本体(214)内部,所述电机(216)设置于所述树脂方桶(201)一侧的搅拌罐本体(214)顶部,所述电机(216)与所述搅拌桨(217)驱动连接,所述电机(216)和所述树脂方桶(201)中间设置有防护板(218)。
10.根据权利要求1所述的树脂泵送一键式控制混料系统,其特征在于:所述密闭保温室(1)采用岩棉保温板进行保温。
技术总结
本技术公开一种树脂泵送一键式控制混料系统,包括树脂泵送系统、混料机、中间缓存料斗和集中操作控制系统,树脂泵送系统包括树脂方桶、方桶称重装置、树脂加热搅拌罐、树脂输送泵、树脂输送管线和树脂计量罐;树脂方桶称重装置设置于树脂方桶底部,树脂方桶设置于树脂加热搅拌罐顶部并与其相连,树脂加热搅拌罐通过树脂输送管线与树脂计量罐相连,树脂输送泵设置于树脂输送管线上,树脂计量罐和中间缓存料斗的出料口均对准混料机,集中操作控制系统分别与树脂泵送系统、混料机以及中间缓存料斗电连接。本技术使用上位机人机界面一键式集中操作,实现了混料系统自动化,混料数据实时采取;提高了生产效率,降低了劳动强度与成本。
技术研发人员:孙涛,骆双庆,李丹,陈宏文,张志辉,曹志明,晏强,阳灿
受保护的技术使用者:武汉钢铁集团耐火材料有限责任公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!