用于搅拌磨机的耐磨板的制作方法
本发明涉及一种用于搅拌磨机的耐磨板。
背景技术:
1、搅拌磨机,也已知为搅拌球磨机、搅拌珠磨机或珠磨机,普遍用于通过利用添加液体的湿法破碎工艺对有机和无机固体进行研磨。湿法破碎是一种利用自由移动的研磨介质主要在高速、重型封闭式类型的搅拌磨机中使用的工艺。此外,这些类型的磨机经常被用作混合设备。这些磨机基本上沿竖直方向或水平方向布置并基于研磨室,在研磨室中进行研磨,并且在研磨室中由驱动马达提供动力的搅拌器用于进行研磨。工艺原料通常在轴向方向上流过研磨室。搅拌器或搅拌轴在磨机的中心延伸(如果只使用一个搅拌器的话)并将驱动马达的动力传递给研磨介质和工艺原料。
2、通常使用的研磨介质,比如沙子或由玻璃、陶瓷或钢制成的珠子,直径在0.3mm至12mm,数量上相当于容器容量的25%至85%。
3、为了能够将动力从驱动马达传递至研磨介质和工艺原料,搅拌轴通常具有呈棒、叶片状元件、梁状元件、桩状元件、方形臂、圆盘等形式的凸起或延伸部,这些凸起或延伸部的前侧在旋转方向上基本上连续拍打研磨介质和工艺原料。
4、这意味着,凸起或延伸部(也称为研磨装置)经受相当大的磨损,从而研磨装置的耐久性有时候严重受限。
5、因此,需要用于搅拌磨机的更耐久的研磨装置。
6、作为与搅拌磨机领域相关的文献,可以提到ep 3 536 405 a1、ep 0 627 262a1、de 28 13 781 a1、de 20 2017 003 318 u1、de 44 32 203a1或wo 00/07731a1。
技术实现思路
1、本发明的目的是改进研磨装置的耐久性并延长研磨装置的使用寿命、特别是搅拌磨机的/在搅拌磨机中的研磨装置的耐久性和使用寿命,同时不会对研磨工艺产生不利影响。
2、对阅读下述公开内容的本领域技术人员变得明显的这些和其他目的通过权利要求中概述的主题得以解决,其中从属权利要求代表优选实施例。
3、在本发明的情况中,在磨机、特别是搅拌磨机的搅拌轴上具有的呈棒、叶片状元件、梁状元件、桩状元件、方形臂、圆盘等形式的凸起或延伸部被称为研磨装置。
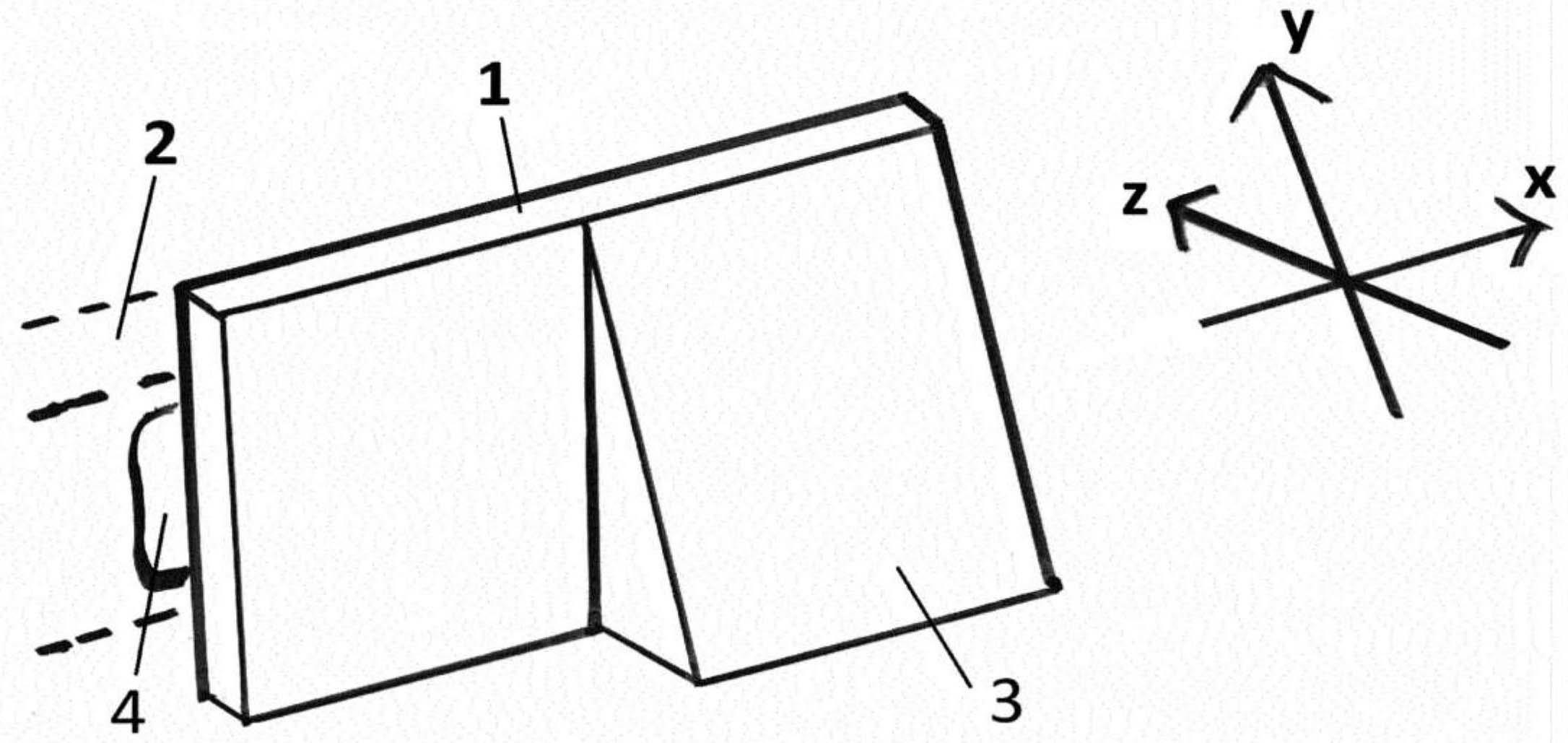
4、在第一方面,本发明致力于用于搅拌磨机的研磨装置的板状耐磨元件、特别是基于长方体几何结构的用于搅拌磨机的研磨装置的板状耐磨元件,其前端面的至少一个端部具有第一倾斜表面区,其中前端面为长方体结构的面向搅拌磨机轴的旋转方向的端面。
5、在本发明的情况中,耐磨元件为附接至磨机、特别是搅拌磨机的研磨装置的元件并且保护研磨装置,因为耐磨元件是因搅拌轴的旋转而经受与研磨介质和工艺原料的碰撞以及产生的磨损的部件。
6、板状耐磨元件基于长方体几何结构,其中长端面在笛卡尔坐标系的x方向上,短端面在y方向和z方向上。
7、为了本发明的目的,在笛卡尔坐标系中,x轴是水平轴或横坐标,y轴是竖直轴或纵坐标并垂直于x轴,z轴是纵坐标,即,正交于xy平面的轴(各轴线两两垂直)。
8、根据本发明,长方体的相对于研磨轴的旋转方向在元件前面的一个长端面(前端面)被改进为在该端面的至少一个端部处具有至少一个倾斜表面区。
9、其中,端面的端部指的是该端面在yz平面(yz端面)中与长方体的一个端面相邻的部分。进一步其中,倾斜指的是y/z端面具有基本上三角形的几何结构或者基本上梯形的几何结构。
10、基本上三角形或基本上梯形指的是,倾斜表面可以呈直线或者呈曲线,优选呈直线。进一步,梯形的各平行边在y方向上。
11、本领域技术人员将理解,y/z端面将通常具有梯形几何结构,这根据本发明是优选的。比如三角形中的锐角边缘比梯形的(短)边对工件提供更小的稳定性。
12、倾斜相对于y方向指向上或向下。
13、倾斜可以是:
14、-相对于长方体结构的凹部的形式,
15、-相对于长方体结构的凸起的形式,或
16、-组合,即,倾斜区的一部分相对于长方体结构突出,而另一部分相对于长方体结构凹入。
17、倾斜可以例如优选但不排他地通过下述步骤实现和制备/产生:
18、a)例如通过增材制造或者通过将第二工件胶合、软钎焊、焊接至长方体结构,将基于棱柱状几何结构的工件附接至长方体基底结构的前端面的端部,
19、b)例如通过蚀刻从长方体基底结构去除材料,
20、c)首先在比如步骤b)中在长方体中形成凹部,然后在比如步骤a)中将基于棱柱状几何结构的工件附接到该凹部。
21、本发明实施例中的分别相对于y/z平面中的y轴的倾斜角在5度至40度之间、优选在10度至30度之间、更优选在15度至25度之间、最优选在18度至22度之间、并且特别是为20度。
22、在某些实施例中,基本的长方体几何结构可能简化至立方体几何结构。
23、将理解,各个几何形式的边缘和顶点可以是尖锐/精确的或倒圆的,这取决于用于耐磨元件的混合设备或制造设备的要求。另外,倒圆的边缘和顶点是更安全地操纵的,即,它们意味着较低的伤害危险。
24、尽管本发明的耐磨元件可附接至研磨装置使得它们变成一体部件,即耐磨元件不可去除,但优选的是,本发明的耐磨元件是可拆卸/可去除的。
25、作为y/z平面中的长方体的几何结构指的是耐磨元件。耐磨元件可在其(与前端面相对的)后端面上附加地包括一结构,利用该结构,耐磨元件被紧固/能被紧固至搅拌磨机的研磨装置。因此,在本发明的范围内,耐磨元件具有(与前端面相对的)后端面的凸起,以促进紧固耐磨元件(将其紧固至搅拌磨机的研磨装置)。
26、因此,本发明的耐磨元件优选包括在其后端面上的紧固装置。
27、在本发明的实施例中,这些紧固装置为:
28、i)螺丝,其中,通过将螺丝刺入穿过研磨装置中的孔/孔径并且然后利用螺母反拧螺丝,实现与研磨装置的紧固,
29、ii)螺孔,其中,通过将螺丝刺入穿过研磨装置中的孔/孔径并且刺入螺孔并且紧固,实现与研磨装置的紧固,或者
30、iii)优选呈长方体或蘑菇头或榫头或燕尾形式的凸起,其中,通过特别是从研磨装置的末端插入凸起,经由将凸起插入并滑入研磨装置中的相应空隙部,实现与研磨装置的紧固。
31、在凸起的情况下,榫头连接或燕尾连接或蘑菇头连接因其通过自身在y/z平面中提供良好的稳定性是特别适合的。
32、在进一步的实施例中,紧固装置可为铆钉、螺栓或具有倒钩的销。
33、但应注意,紧固装置不限于这些装置,实际上可以是本领域中已知的任何紧固装置。
34、在本发明的实施例中,紧固装置被配置为使耐磨元件能够在研磨装置上调节,特别是沿着研磨装置平行于始于可旋转的搅拌轴的中部的半径进行调节。例如,如果耐磨元件的末端磨损并且变得过短(使得下面的研磨装置不受保护),则这种调节可以是有利的。于是可以调节耐磨元件并将其固定至原长度,因此重新保护研磨装置。
35、如果紧固装置为点状紧固装置,比如螺丝、销、螺栓等,则优选采用多个、至少两个紧固装置,这是因为仅仅使用一个可能会导致耐磨元件的不希望的斜置,特别是如果紧固装置在使用压力下有些松动的话。
36、在本发明的一个优选实施例中,耐磨元件具有至少两个螺孔作为紧固元件,优选两个、三个、四个或更多个螺孔,更特别是两个螺孔或两对螺孔。螺丝被拧入这些螺孔中以紧固耐磨元件,但并非总是必须使用所有孔。
37、通过使用螺丝作为紧固元件,螺丝延伸穿过研磨装置中的孔,从而紧固耐磨元件。在一些实施例中,研磨装置中的孔(在平行于研磨装置的主轴的x方向上)是细长的。这种细长孔在研磨装置与耐磨元件之间提供可调节的连接。由此,例如可以调节耐磨元件延伸超过研磨装置的外末端的长度(如果希望的话)。
38、可以任意组合不同的紧固装置。
39、在实施例中,耐磨元件除了螺接到研磨装置之外也可胶合、软钎焊或焊接至研磨装置。
40、在一个优选实施例中,紧固装置为具有附加螺丝、优选两个螺丝或两对螺丝的榫头连接。
41、可相对于整个耐磨元件倾斜的特定区域不是被特别限制的。
42、在某些实施例中,倾斜表面区占耐磨元件的前端面的面积的5%至50%之间,优选15%至35%之间,更优选20%至30%之间。
43、在某些实施例中,倾斜表面区占耐磨元件的前端面的六分之一。
44、在某些实施例中,倾斜表面区占耐磨元件的前端面的五分之一。
45、在某些实施例中,倾斜表面区占耐磨元件的前端面的四分之一。
46、在某些实施例中,倾斜表面区占耐磨元件的前端面的三分之一。
47、在某些实施例中,倾斜表面区占耐磨元件的前端面的一半。
48、在进一步的实施例中,倾斜表面区占偏差为±5%的六分之一、偏差为±5%的五分之一、偏差为±5%的四分之一、偏差为±5%的三分之一以及偏差为±5%的一半。
49、在某些实施例中,倾斜表面区可覆盖耐磨元件的整个前端面。
50、在本发明的实施例中,倾斜表面区的倾斜角在其整个面积上可为固定的。
51、在本发明的其他实施例中,倾斜表面区的倾斜角可随着距边缘的距离的增大而优选逐渐地变化。在此实施例中,优选的是,最大的倾斜角在外端部处。
52、在本发明的实施例中,倾斜表面区的倾斜的特征在于呈直线;在其他实施例中,倾斜为曲线。
53、在优选实施例中,第一倾斜表面区始于前端面的外边缘,始于y/z平面中的端面的边缘。
54、在某些其他实施例中,倾斜表面区可偏离边缘。
55、在进一步的实施例中,前端面的另一个端部具有第二倾斜表面区,附带条件是,相对于y方向的上/下方向与第一倾斜表面区的上/下方向相反。
56、除了上/下方向,第二倾斜表面的性质独立于第一表面区的性质,并可不同或相同。
57、在本发明的优选实施例中,第二倾斜表面区与如上所述的第一表面区具有相同性质和相同尺寸,但在y轴上的倾斜方向相反。
58、在耐磨元件在前端面的相对端部上具有两个倾斜表面区的情况下,各个倾斜表面区被限制,使得它们可延伸到彼此但并不重叠,这优选地是在倾斜表面区各自占耐磨元件的前端面的5%至50%之间、优选15%至35%之间、更优选20%至30%之间、或者六分之一、或者五分之一、或者四分之一、或者三分之一、或者一半的情况下。
59、在耐磨元件在前端面的相对端部上具有两个倾斜表面区的情况下,在一个实施例中,各个倾斜区具有相同尺寸并在前端面的中部延伸到彼此。
60、相应地,在本发明的一个实施例中,耐磨元件具有循环对称组c2,其旋转轴线垂直于x/y平面。
61、具有两个倾斜表面区的这些耐磨元件的优点在于,在第一倾斜表面区磨损之后,耐磨元件可以从与其附接的研磨装置拆卸,然后转动,于是第二倾斜表面区替代第一倾斜表面区。这几乎使根据本发明的耐磨元件的使用寿命加倍。
62、这之所以可能是因为:相对于始于搅拌轴的半径,研磨装置以及因此所附接的耐磨元件击打研磨介质和工艺原料的速度在研磨装置的外端部处比在内部靠近搅拌轴处高,因此在更远离轴处磨损更高。
63、在本发明的某些实施例中,耐磨元件在其后端面上具有标记装置。通过这些装置,可以将耐磨元件按压抵靠在原本未打算使用的研磨装置上,并且通过按压耐磨元件在耐磨元件上留下标记。然后,可以去除耐磨元件从而在耐磨元件上留下可见标记。这些标记然后可用作钻孔辅助物,即用于紧固装置(优选螺丝)的孔应钻入/钻过研磨装置的位置。
64、在一些实施例中,这些标记元件基于颜色、特别是压敏色库,该色库在压力下突然打开然后将颜色释放到研磨装置上。
65、然而,在本发明的范围内也可采用能够在研磨装置上留下标记的任何其他标记装置。另外的标记装置的一个示例可以是粘合层或膜,该粘合层或膜松散地附着至耐磨元件的后部并在压力下转移至研磨装置,因为其与研磨装置附着更牢固。另一示例可以是基于蚀刻介质、比如酸的标记装置。
66、在一个实施例中,标记装置在研磨装置上提供细长标记,从而在钻相应的孔之后可沿着研磨装置调节耐磨板。
67、本发明的耐磨元件可由多种不同材料制成,只要这些材料适用于搅拌磨机即可。
68、在本发明的情况中,可用于耐磨元件的这类材料的示例为陶瓷、塑料(聚酰胺、聚氨酯)、硬金属或硬化金属、碳化物。
69、优选地,耐磨元件由铁或硬化铁或钢或硬化钢制成。
70、如已经提到的,可能的是,倾斜表面区能够由与耐磨元件的剩余部分的材料不同的材料制成。例如,倾斜区可由硬化铁制成,并且耐磨元件的剩余部分形成非硬化铁,或者倾斜区可由硬化钢制成并且耐磨元件的剩余部分形成非硬化钢。
71、本发明的耐磨元件原则上适用于任何研磨装置和任何类型的磨机,其中研磨装置可被改进具有本发明的耐磨元件。
72、本发明的耐磨元件特别适用于搅拌磨机,并且特别是在利用研磨辅助物粉碎浆料中的碳酸钙的情况。例如,在该情况中研磨辅助物可选自包括钢珠、陶瓷珠、玻璃珠、金属珠及其混合物的组。特别地,这些研磨辅助物的尺寸在0.1mm至12mm的范围,优选0.3mm至4.0mm的范围,最优选0.3mm至3.0mm的范围。
73、在本发明的某些实施例中,倾斜表面区被专门硬化,从而进一步增大其耐久性。例如,如果倾斜表面区是通过将棱柱状工件附接至耐磨元件的长方体基体上而形成的,这些工件可以具有不同的材料,比如特别是硬化钢或比如碳化物的其他材料。如果这种工件以可去除的方式附接至长方体耐磨元件,则可以重新使用耐磨元件的长方体基体,并且只施加新的倾斜工件即可。这样,可节省更多的材料和成本。
74、本发明的一个具体实施例涉及一种基于长方体几何结构的用于搅拌磨机的研磨装置的可拆卸的板状耐磨元件,其前端面的至少一个端部具有第一倾斜表面区,其中前端面为长方体结构的面向搅拌磨机轴的旋转方向的端面,并且
75、-其中耐磨元件在其后端面上具有作为紧固元件的螺孔、特别是两个或者两对螺孔,并且
76、-其中第一倾斜表面区为相对于长方体结构凸起的形式,并且
77、-其中第一倾斜表面相对于y方向指向上,并且第一倾斜表面区的分别相对于y/z平面中的y轴和相对于前端面向后的倾斜角在10度至30度之间、特别是为20度,并且
78、-其中第一倾斜表面区占耐磨元件的前端面的一半且偏差为±5%。
79、本发明的一个另外的具体实施例是一种基于长方体几何结构的用于搅拌磨机的研磨装置的可拆卸的板状耐磨元件,其前端面的两个端部都具有倾斜表面区,其中前端面为长方体结构的面向搅拌磨机轴的旋转方向的端面,并且
80、-其中耐磨元件在其后端面上具有作为紧固元件的螺孔、特别是两个或者两对螺孔,并且
81、-其中两个倾斜表面区为相对于长方体结构凸起的形式,并且
82、-其中第一倾斜表面相对于y方向指向上,并且
83、-其中第二倾斜表面相对于y方向指向下,
84、-并且其中第一和第二倾斜表面区的分别相对于yz平面中的y轴并相对于前端面向后的倾斜角相同,在10度至30度之间、特别是为20度,并且
85、-其中第一和第二倾斜表面区的尺寸相同,并且各自占耐磨元件的前端面的四分之一且各自偏差为±5%,并且
86、-其中耐磨元件具有c2对称性。
87、另外,在这两个实施例中优选的是,耐磨元件的材料为钢或硬化钢。
88、在这两个实施例中附加地,在耐磨元件的后端面上可存在长方体或榫头状凸起。
89、根据本发明特别优选的是根据本发明的耐磨板的用途,用于保护搅在拌珠磨机中用于利用选自包括玻璃珠、特别是钢珠的金属珠、陶瓷珠或其混合物的组中的研磨辅助物研磨碳酸钙浆料的研磨装置。在该情况中优选的是,相对于y/z平面中的y轴并相对于前端面向后的倾斜角在10度至30度之间、特别是20度。
90、本发明的耐磨元件可具有任何希望的尺寸。当然,实际尺寸取决于耐磨元件应紧固到的研磨装置以及将采用耐磨元件的实际磨机。
91、在本发明的实施例中,耐磨元件具有完全覆盖研磨装置的尺寸。在一些实施例中,在研磨装置的内端部(旋转轴端部)处,一小部分研磨装置仍未被覆盖。
92、在其他实施例中,耐磨元件大于研磨装置,并且在研磨装置上方和/或下方(x/y平面)伸出和/或(在x方向上)伸出超过研磨装置的末端。在一些优选实施例中,耐磨元件在研磨装置的上方和下方在x/y平面中伸出并在x方向上伸出超过研磨装置的末端。
93、本发明的另一方面是一种方法,用于改进没有先前的耐磨元件的研磨装置、特别是搅拌磨机的研磨装置,该方法包括以下步骤:
94、a)可选地清洁研磨装置,
95、b)利用在根据本发明的耐磨元件的后端面上的标记装置将耐磨元件定位并按压在待改进或维修的研磨装置上,
96、c)去除耐磨元件,
97、d)基于在步骤b)中获得的标记在研磨装置中钻孔,
98、e)利用优选为螺丝或螺丝和螺母的紧固装置附接耐磨元件。
99、在本发明的该方面中,现有的研磨装置、特别是搅拌装置的研磨装置被改进之处在于,根据本发明的耐磨元件附接到之前没有耐磨元件的研磨装置。为此,根据先前的使用可能需要清洁研磨装置。在该情况中本发明的耐磨元件在其后部具有标记装置,然后定位并按压抵靠研磨装置。由于施加的压力,耐磨元件的后端面上的标记装置在研磨装置上留下标记。然后去除耐磨元件,并且研磨装置上的标记可用作钻孔模板。然后,可基于标记在研磨装置中钻孔。在钻孔之后,耐磨元件再次附接到研磨装置,然后紧固至研磨装置。
100、应理解,在该情况中标记装置和紧固装置与上述的相同。优选地,标记装置是基于颜色和/或基于粘合膜的,并且紧固装置为螺丝或螺丝和螺母,特别是螺丝。
101、在该情况中标记装置可单独提供或者预先施加到耐磨元件的后端面。如果单独提供标记装置,则在步骤b)之前将标记装置施加到耐磨元件。
102、本发明的另一方面是一种用于维修研磨装置、特别是搅拌磨机的研磨装置的方法,包括以下步骤:
103、i)去除磨损的耐磨元件,
104、ii)可选地清洁研磨装置,
105、iii)将根据本发明的耐磨元件定位在待维修的研磨装置上,
106、iva)如果存在能用于紧固耐磨元件的现有钻孔或螺孔,则利用螺丝或螺丝和螺母、特别是螺丝紧固耐磨元件,或者
107、ivb)如果不存在能使用的现有孔,则利用根据本发明的耐磨元件的后端面上的标记装置将耐磨元件按压在待维修的研磨装置上,
108、ivb1)去除耐磨元件,
109、ivb2)基于在步骤ivb)中获得的标记在研磨装置中钻孔,
110、ivb3)利用紧固装置、优选螺丝或螺丝和螺母、特别是螺丝附接耐磨元件。
111、在该情况中,待更换的磨损的耐磨元件不一定必须是根据本发明的耐磨元件,而是可以是先前附接到研磨装置的任意种类的耐磨元件。但如果是根据本发明的耐磨元件,有利之处可能在于,能够重新使用现有螺孔的可能性则更大。
112、关于相应的特征,参照上述描述。在该情况中,标记装置也可单独提供或者预先施加到耐磨元件的后端面。如果单独提供标记装置,则标记装置在步骤ivb)之前施加到耐磨元件。
113、本发明的又一方面是用于改进或维修研磨装置、特别是搅拌磨机的研磨装置的成套设备,包括
114、-本发明的耐磨元件、特别是一组不同尺寸的耐磨元件,
115、-标记装置,其单独的或者预先安装在耐磨元件的后端面上,
116、-紧固装置,其优选为螺丝、或螺丝和螺母,
117、-可选的安装导引。
118、这些成套设备为部件的成套设备,各部件是如上所述的部件。
119、这些成套设备包括执行如上所述的本发明的两种方法所需的所有部件;然而,成套设备不限于这些方法。
120、理想地,成套设备包括一定数量的不同尺寸的不同耐磨元件,从而可服务不同类型和不同尺寸的磨机。在该情况中,有益的是,存在任意给定尺寸和类型的耐磨元件的若干备份,从而同时可服务给定磨机的一个以上的研磨装置。
121、在该情况中,标记装置可以是如上所述的标记装置。在这些成套设备的情况下,标记装置可为单独的或者可预先施加/预先安装到耐磨元件的后端面。
122、在这些套件组件的情况下,在一些实施例中有益的并且因此优选的是,各种耐磨元件都具有相同的紧固装置。
123、在成套设备的情况下,优选的是,紧固装置选自螺丝和或螺丝,优选所有都具有相同直径和相同螺纹。后侧上的凸起是可能的,但通常在成套设备的情况下不是优选的,这是因为,如果没有凸起,耐磨元件通常更有柔性,这些耐磨元件可附接至研磨装置中。
124、尽管认为被提供有根据本发明的成套设备的本领域技术人员应该能够从成套设备的内容及其公知常识得到成套设备的功能以及如何使用成套设备,但仍可以添加安装导引。如果向其给出了附加信息,例如相应耐磨元件的材料是什么,其预期使用寿命在给定环境下是多少等等,这有时是有益的。
125、进一步可能的是,成套设备附加地包括备用螺丝、备用螺栓等。
126、而且,成套设备可包括用于维护操作的装置,比如清洁装置等。
127、这些成套设备特别适合用于本发明的用于改进或维修研磨装置的方法。
128、本发明的另一方面是搅拌磨机,其包括研磨装置和附接到研磨装置的根据本发明的耐磨元件。
129、已惊人地发现,在本发明的情况下,本发明的耐磨元件能够显著保护研磨装置、特别是搅拌装置的研磨装置,与此同时不会对研磨工艺产生不利影响。与之相反,利用倾斜表面区,甚至能改进工艺。已意外发现,倾斜表面区帮助在磨机的整个长度上支持浆料和珠混合物的竖直再循环。利用简单的平板,可仅在每个研磨装置周围出现局部再循环,在整个磨机长度上不会有足够的再循环。在此情况下,本发明的改进是有高价值的,这是因为在磨机的长度(高度)上往往增加越来越多的磨料。没有充分的竖直再循环,在磨机的底部出现过度研磨,结果是更差的产品质量和过高的粘度,这会导致阻塞出口筛。当使用本发明的耐磨元件时,可以惊人地克服这种缺点。
130、本发明的各个实施例的主题,比如权利要求的主题(但不限于此),可以任何希望的方式进行组合,只要该组合在技术方面有意义即可。
131、各个实施例(包括在耐磨元件自身的情况下描述的优选实施例)也能适用于成套设备和方法。
- 还没有人留言评论。精彩留言会获得点赞!